一种用于螺压模具卸模的自动拔针装置的制作方法
本发明涉及一种用于螺压模具卸模的自动拔针装置,属于螺压固体推进剂加工。
背景技术:
1、压伸成型是螺压固体推进剂生产的关键工序,卸模是压伸成型完成后必不可少的环节。目前,螺压推进剂压伸结束进行模具拆卸时,压伸机模具中存在经压伸机挤压后残留在模具中的成型药柱,模针在模具中间被周围的成型药柱紧密包裹,人工拆卸费时费力。每次拆卸模具需要数名操作人员协同操作,模具越大需要操作人员越多,人员聚集且与药料直接接触,安全风险大,劳动强度高。模具前后锥分离后,人工利用拔针架简易工装将针架从后锥及成型体药柱中拔出。拆卸过程中若操作不当易使模针变形、弯曲,影响生产进度。
技术实现思路
1、本发明的目的是为了解决拆卸压伸机模具时拔模针困难的问题,提供了一种用于螺压模具卸模的自动拔针装置。
2、本发明解决其技术问题是通过下述技术方案实现的。
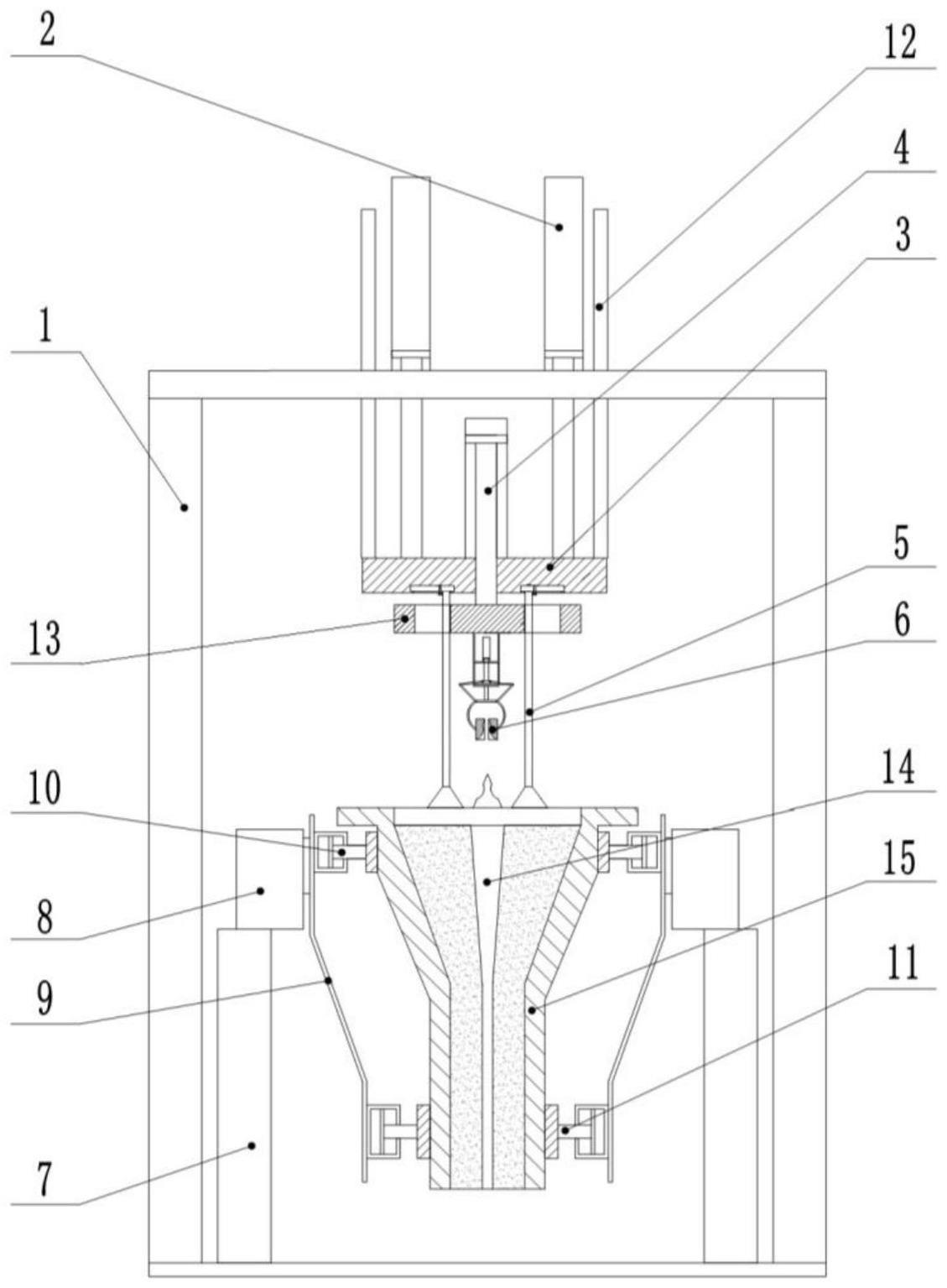
3、本发明的一种用于螺压模具卸模的自动拔针装置,包括具有上下两个水平设置支撑板的支架、安装在所述支架上支撑板的拔针机构和安装在所述支架下支撑板的模具夹紧机构;
4、所述拔针机构包括固定在所述支架上支撑板的第一竖直驱动气缸、固定在所述竖直驱动气缸活塞杆前端的水平定位板、固定在所述水平定位板中部的第二竖直气缸、垂直固定在所述水平定位板下板面外圈的顶杆、固定在所述第二竖直气缸活塞杆前端的模针夹紧组件;
5、所述第一竖直驱动气缸控制所述水平定位板相对所述支架上支撑板竖直运动,所述第二竖直气缸控制所述模针夹紧组件相对所述水平定位板竖直运动,所述模针夹紧组件用于夹紧模针的尾部,所述顶杆用于紧顶模具内腔的药料;
6、所述模具夹紧机构包括固定在所述支架下支撑板的两根立柱、分别安装在两根立柱上端的两个相对设置的转动电机、分别与每个转动电机输出轴固定的夹紧支撑板,以及固定在每块夹紧支撑板内侧板面的上夹紧气缸和下夹紧气缸;所述的两个转动电机转动轴线同轴且水平;两组上夹紧气缸和下夹紧气缸的活塞杆同时伸出时,夹紧待卸模的模具后锥体;两个相对设置的转动电机带动夹紧后的模具后锥体转动至模针尾部朝上。
7、工作过程
8、卸模时,先将待卸模的模具后锥体放置在所述模具夹紧机构的筒形支座内,通过所述上夹紧气缸和所述下夹紧气缸夹紧待卸模的模具后锥体,使模具后锥体模针尾部朝上。通过所述第一竖直驱动气缸控制所述水平定位板竖直向下运动,使所述水平定位板下板面固定的顶杆向下紧顶模具内腔的药料;然后通过所述第二竖直气缸控制所述模针夹紧组件竖直向下运动,所述模针夹紧组件运动到位后夹紧模针的尾部。之后通过所述第二竖直气缸控制所述模针夹紧组件带动模针竖直向上运动,使模针从模具后锥体内拔出。
9、所述模针夹紧组件包括夹紧支架、固定在所述夹紧支架上的模针夹紧气缸、通过连杆结构与所述模针夹紧气缸的活塞杆相连的两块半环形夹持环;所述夹持环的内环加工有内形与模针尾部外形相匹配的夹持面;所述模针夹紧气缸通过连杆结构控制两块夹持环夹紧或放开模针的尾部。
10、所述水平定位板的上板面设有竖直滑轨,所述支架上支撑板上开有与所述竖直滑轨相对应的导向孔,所述水平定位板与所述支架上支撑板之间通过所述竖直滑轨连接,保证所述水平定位板与所述支架上支撑板的相对稳定运动。
11、所述第二竖直气缸活塞杆的前端侧壁套接固定有导向板,所述导向板上开有与所述顶杆相对应的导向孔,所述顶杆的前端穿过所述导向板上的导向孔,保证所述模针夹紧组件与所述水平定位板的相对稳定运动。
12、有益效果:
13、本发明实的自动拔针装置,针对拆卸压伸机模具时拔模针困难的问题,实现拔模针过程自动化,从而减少操作人员数量,降低劳动强度,提高工作效率,提升本质安全度。
技术特征:
1.一种用于螺压模具卸模的自动拔针装置,其特征是:包括具有上下两个水平设置支撑板的支架、安装在所述支架上支撑板的拔针机构和安装在所述支架下支撑板的模具夹紧机构;
2.如权利要求1所述的一种用于螺压模具卸模的自动拔针装置,其特征是:所述模针夹紧组件包括夹紧支架、固定在所述夹紧支架上的模针夹紧气缸、通过连杆结构与所述模针夹紧气缸的活塞杆相连的两块半环形夹持环;所述夹持环的内环加工有内形与模针尾部外形相匹配的夹持面;所述模针夹紧气缸通过连杆结构控制两块夹持环夹紧或放开模针的尾部。
3.如权利要求1或2所述的一种用于螺压模具卸模的自动拔针装置,其特征是:所述水平定位板的上板面设有竖直滑轨,所述支架上支撑板上开有与所述竖直滑轨相对应的导向孔,所述水平定位板与所述支架上支撑板之间通过所述竖直滑轨连接。
4.如权利要求1或2所述的一种用于螺压模具卸模的自动拔针装置,其特征是:所述第二竖直气缸活塞杆的前端侧壁套接固定有导向板,所述导向板上开有与所述顶杆相对应的导向孔,所述顶杆的前端穿过所述导向板上的导向孔。
技术总结
本发明公开了一种用于螺压模具卸模的自动拔针装置,包括具有上下两个水平设置支撑板的支架、安装在所述支架上支撑板的拔针机构和安装在所述支架下支撑板的模具夹紧机构;所述拔针机构包括第一竖直驱动气缸、水平定位板、第二竖直气缸、顶杆、模针夹紧组件;所述模具夹紧机构包括立柱、转动电机、夹紧支撑板、上夹紧气缸和下夹紧气缸;所述模具夹紧机构通过上夹紧气缸和下夹紧气缸夹紧待卸模的模具后锥体,使模针尾部朝上。所述第一竖直驱动气缸控制顶杆向下紧顶模具内腔的药料;所述模针夹紧组件夹紧模针的尾部后,所述第二竖直气缸控制所述模针夹紧组件竖直向上运动,使模针拔出。本发明的自动拔针架装置,实现拔模针过程自动化。
技术研发人员:王斌,苏美娟,赵江波,古勇军,吴宁,赵俊波,郭志伟,王爱华,牛强,李越,王佳丽,郝利花,荣海燕,王碧伟,冮馨,王云飞
受保护的技术使用者:山西北方兴安化学工业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!