一种药芯焊丝的成型装置的制作方法
本发明涉及药芯焊丝,尤其涉及一种药芯焊丝的成型装置。
背景技术:
1、药芯焊丝也称为管状焊丝,可以通过调整药芯添加物的种类和比例,很方便地设计各种不同用途的焊接材料,因为它的合金成分可灵活方便的调整,所以药芯焊丝的许多品种是实心焊丝无法冶炼和轧制的。通常是先把钢带轧制成u形断面形状,再把按剂量配好的焊粉填加到u形钢带中,用压轧机轧紧,最后经拉拔制成不同规格的药芯焊丝。
2、普通的药芯焊丝只有中心有焊剂,在焊接过程中,焊剂在只能在中心反应,焊剂在焊接过程中对焊缝的保护效果有时不够,会在一定程度上影响焊接的质量;且在药芯焊丝生产过程中,药芯焊丝的焊剂在填充时不够均匀,在焊接时焊剂的保护效果也会降低,影响焊接的质量。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种药芯焊丝的成型装置。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种药芯焊丝的成型装置,包括滚轮组、钢带和加药箱,加药箱位于滚轮组一侧,钢带经过滚轮组压制成预定的形状,钢带经过加药箱下方,加药箱远离滚轮组的一侧设有焊芯和用于带动焊芯移动的送料辊,加药箱内设有第一加药机构和第二加药机构,第一加药机构包括第一储药筒和第二储药筒,第二加药机构包括第三储药筒和第四储药筒,第一储药筒、第二储药筒、第三储药筒和第四储药筒下方均设有导料滑道,导料滑道与加药箱侧壁转动连接,第一储药筒和第二储药筒下方设有第一下料斗,第三储药筒和第四储药筒下方设有第二下料斗,第一下料斗和第二下料斗分别对应钢带上不同的位置。
4、优选的,滚轮组包括多个相互配合的滚轮,钢带经过滚轮组后,钢带的截面为波纹状,焊剂粉末经过第一下料斗和第二下料斗落在钢带上的凹槽内。
5、优选的,导料滑道的截面为凹形,导料滑道底部设有固定框,固定框的截面也为凹形,导料滑道底部固定安装有重量传感器,重量传感器底部与固定框固定连接。
6、优选的,固定框外侧设有第一电机,第一电机的壳体与加药箱内壁固定连接,第一电机的输出端连接有输出轴,输出轴与固定框固定连接,输出轴外侧转动套接轴套,轴套通过连杆与加药箱内壁固定连接。
7、优选的,第一下料斗和第二下料斗上方均设有第一直板和第二直板,第一直板和第二直板底部均固定连接有多个梳齿,第一直板和第二直板端部均与加药箱沿竖直方向滑动连接。
8、优选的,第一直板和第二直板均水平开设有限位槽,第一直板上的限位槽内设有第一凸轮,第二直板上的限位槽内设有第二凸轮,第二直板一侧设有第二电机,第二电机的输出端设有转轴,转轴分别与第一凸轮和第二凸轮固定连接,且第一凸轮和第二凸轮的凸起沿其旋转方向间隔180°。
9、优选的,第一储药筒内部设有空心轴,空心轴顶部设有用于带动空心轴旋转的驱动电机,空心轴外侧设有转动套,转动套内壁与空心轴外壁转动连接,转动套外壁上固定安装有多个搅拌杆。
10、优选的,空心轴上竖直开设有下料槽,焊剂粉末能够进入空心轴内部后落在导料滑道上,空心轴底部设有阀门。
11、优选的,转动套上竖直开设有竖槽,空心轴外壁上固定安装有挡块,转动套上对应开设有卡槽,挡块位于卡槽内时,竖槽能够与下料槽重合。
12、优选的,第一储药筒和第二储药筒,第二加药机构包括第三储药筒和第四储药筒的内部结构完全相同。
13、与现有技术相比,本发明的有益效果是:
14、1.通过滚轮组将钢带滚压成波纹状,加药箱通过第一加药机构和第二加药机构将粉末焊剂铺在波纹状的钢带上,经过外接的合缝装置使钢带包裹住焊芯,并对连接处进行焊接处理,使焊芯周围均匀的包裹有粉末焊剂,在焊接的时候,焊芯和钢带都会融化,粉末焊剂同时发生反应,对焊缝进行保护,粉末焊剂均匀的分布在焊芯周围,所以对焊缝的保护效果更好,增加了焊接质量。
15、2.将钢带滚压为波纹状,在钢带包裹焊芯时,焊芯与钢带的凸起部分接触,使焊芯位于钢带的中心,从而使粉末焊剂更加均匀的分布在焊芯周围。
16、3.通过竖直开设的竖槽和下料槽,所以不同高度的粉末焊剂会同时进入到空心轴内部,可以避免质量较重的粉末材料在底部先流出,质量较轻的粉末材料在上部后流出,导致加入在钢带内的粉末焊剂各种材料不均匀,从而在焊接时不能发挥应有的效果,导致焊缝的质量降低。
17、4.通过设置第一储药筒、第二储药筒、第三储药筒和第四储药筒,当第一储药筒内部发生故障时,粉末焊剂不再从第一储药筒向外流出,此时第二储药筒内空心轴底部的阀门开度增加,使第二储药筒内的粉末流出速度增加,从而对第一储药筒内的粉末焊剂进行补偿,避免出现故障时,粉末焊剂不能继续填充,工作人员不能及时发现,导致部分钢带内的粉末焊剂填充量减少,降低了药芯焊丝的质量,同时也可以避免在粉末焊剂不能继续填充时,设备不能继续运行,需要停下进行维护的情况。
18、5.通过设置导料滑道和重量传感器,根据落在导料滑道上的粉末焊剂的重量可以判断出粉末焊剂的流出速度,然后根据钢带的移动速度,调整空心轴底部的阀门,控制粉末焊剂的流出速度,从而使钢带上的粉末焊剂更加均匀。
技术特征:
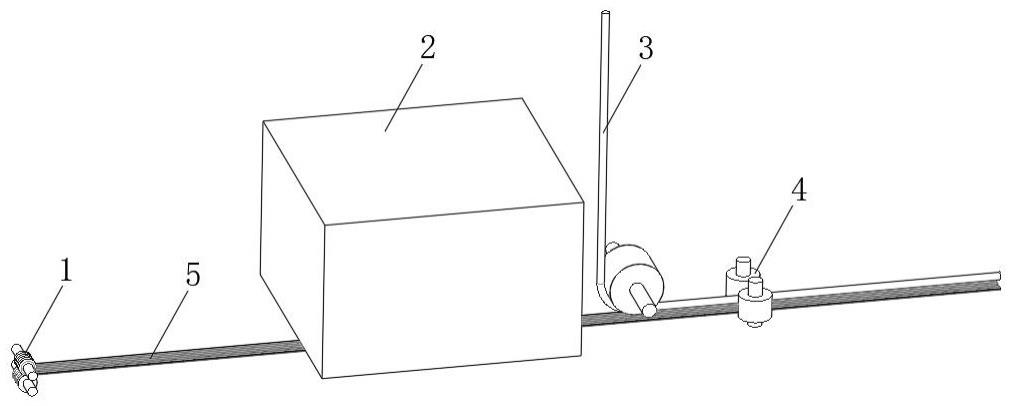
1.一种药芯焊丝的成型装置,包括滚轮组(1)、钢带(5)和加药箱(2),其特征在于,所述加药箱(2)位于滚轮组(1)一侧,钢带(5)经过滚轮组(1)压制成预定的形状,钢带(5)经过加药箱(2)下方,加药箱(2)远离滚轮组(1)的一侧设有焊芯(3)和用于带动焊芯(3)移动的送料辊(4),加药箱(2)内设有第一加药机构和第二加药机构,第一加药机构包括第一储药筒(6)和第二储药筒(7),第二加药机构包括第三储药筒(8)和第四储药筒(9),第一储药筒(6)、第二储药筒(7)、第三储药筒(8)和第四储药筒(9)下方均设有导料滑道(12),导料滑道(12)与加药箱(2)侧壁转动连接,第一储药筒(6)和第二储药筒(7)下方设有第一下料斗(10),第三储药筒(8)和第四储药筒(9)下方设有第二下料斗(11),第一下料斗(10)和第二下料斗(11)分别对应钢带(5)上不同的位置。
2.根据权利要求1所述的一种药芯焊丝的成型装置,其特征在于,所述滚轮组(1)包括多个相互配合的滚轮,钢带(5)经过滚轮组(1)后,钢带(5)的截面为波纹状,焊剂粉末经过第一下料斗(10)和第二下料斗(11)落在钢带(5)上的凹槽内。
3.根据权利要求1所述的一种药芯焊丝的成型装置,其特征在于,所述导料滑道(12)的截面为凹形,导料滑道(12)底部设有固定框(13),固定框(13)的截面也为凹形,导料滑道(12)底部固定安装有重量传感器(14),重量传感器(14)底部与固定框(13)固定连接。
4.根据权利要求3所述的一种药芯焊丝的成型装置,其特征在于,所述固定框(13)外侧设有第一电机(15),第一电机(15)的壳体与加药箱(2)内壁固定连接,第一电机(15)的输出端连接有输出轴,输出轴与固定框(13)固定连接,输出轴外侧转动套接轴套,轴套通过连杆与加药箱(2)内壁固定连接。
5.根据权利要求1所述的一种药芯焊丝的成型装置,其特征在于,所述第一下料斗(10)和第二下料斗(11)上方均设有第一直板(16)和第二直板(17),第一直板(16)和第二直板(17)底部均固定连接有多个梳齿(19),第一直板(16)和第二直板(17)端部均与加药箱(2)沿竖直方向滑动连接。
6.根据权利要求5所述的一种药芯焊丝的成型装置,其特征在于,所述第一直板(16)和第二直板(17)均水平开设有限位槽(18),第一直板(16)上的限位槽(18)内设有第一凸轮(20),第二直板(17)上的限位槽(18)内设有第二凸轮(21),第二直板(17)一侧设有第二电机(29),第二电机(29)的输出端设有转轴,转轴分别与第一凸轮(20)和第二凸轮(21)固定连接,且第一凸轮(20)和第二凸轮(21)的凸起沿其旋转方向间隔180°。
7.根据权利要求1所述的一种药芯焊丝的成型装置,其特征在于,所述第一储药筒(6)内部设有空心轴(22),空心轴(22)顶部设有用于带动空心轴(22)旋转的驱动电机,空心轴(22)外侧设有转动套(23),转动套(23)内壁与空心轴(22)外壁转动连接,转动套(23)外壁上固定安装有多个搅拌杆(24)。
8.根据权利要求7所述的一种药芯焊丝的成型装置,其特征在于,所述空心轴(22)上竖直开设有下料槽(26),焊剂粉末能够进入空心轴(22)内部后落在导料滑道(12)上,空心轴(22)底部设有阀门。
9.根据权利要求8所述的一种药芯焊丝的成型装置,其特征在于,所述转动套(23)上竖直开设有竖槽(25),空心轴(22)外壁上固定安装有挡块(27),转动套(23)上对应开设有卡槽(28),挡块(27)位于卡槽(28)内时,竖槽(25)能够与下料槽(26)重合。
10.根据权利要求9所述的一种药芯焊丝的成型装置,其特征在于,所述第一储药筒(6)和第二储药筒(7),第二加药机构包括第三储药筒(8)和第四储药筒(9)的内部结构完全相同。
技术总结
本发明涉及药芯焊丝技术领域,具体的公开了一种药芯焊丝的成型装置,包括滚轮组、钢带和加药箱,加药箱位于滚轮组一侧,钢带经过滚轮组压制成预定的形状,钢带经过加药箱下方,加药箱远离滚轮组的一侧设有焊芯和用于带动焊芯移动的送料辊,加药箱内设有第一加药机构和第二加药机构。通过滚轮组将钢带滚压成波纹状,加药箱通过第一加药机构和第二加药机构将粉末焊剂铺在波纹状的钢带上,经过外接的合缝装置使钢带包裹住焊芯,并对连接处进行焊接处理,使焊芯周围均匀的包裹有粉末焊剂,在焊接的时候,焊芯和钢带都会融化,粉末焊剂同时发生反应,对焊缝进行保护,粉末焊剂均匀的分布在焊芯周围,所以对焊缝的保护效果更好。
技术研发人员:苏奕敏
受保护的技术使用者:苏州威奥得焊材科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!