一种轧钢冷热坯自动计数的控制系统的制作方法
本发明涉及自动控制技术,更具体地说,它涉及一种轧钢冷热坯自动计数的控制系统。
背景技术:
1、当前的轧钢冷热坯生产工艺流程中,在轧钢冷热坯进入加热炉时,只记录了进入加热炉钢坯的总数量,而并没有区分冷坯和热坯各自的数量。这样会导致岗位人员不知道加热炉内有多少是热坯,有多少是冷坯,因此岗位人员只能按照加热炉内全部是冷坯的标准来控制加热炉煤气用量,大大的提高了煤气用量,造成了能源介质的浪费。另外,由于岗位人员也不知道每天到底轧制了多少冷坯和热坯,因此不便于其对产量数据的总结分析。若完全依靠岗位人员观察手动记录冷热坯数量,不仅导致岗位人员的工作量大,还会存在一定的误差,导致所记录的数据参考意义不大。所以为了更好的解决冷热坯计数准确的问题,我们有必要研究一种轧钢冷热坯自动计数的控制系统来解决此问题。
技术实现思路
1、本发明要解决的技术问题是针对现有技术的不足,提供一种轧钢冷热坯自动计数的控制系统。
2、本发明所述的一种轧钢冷热坯自动计数的控制系统,包括,
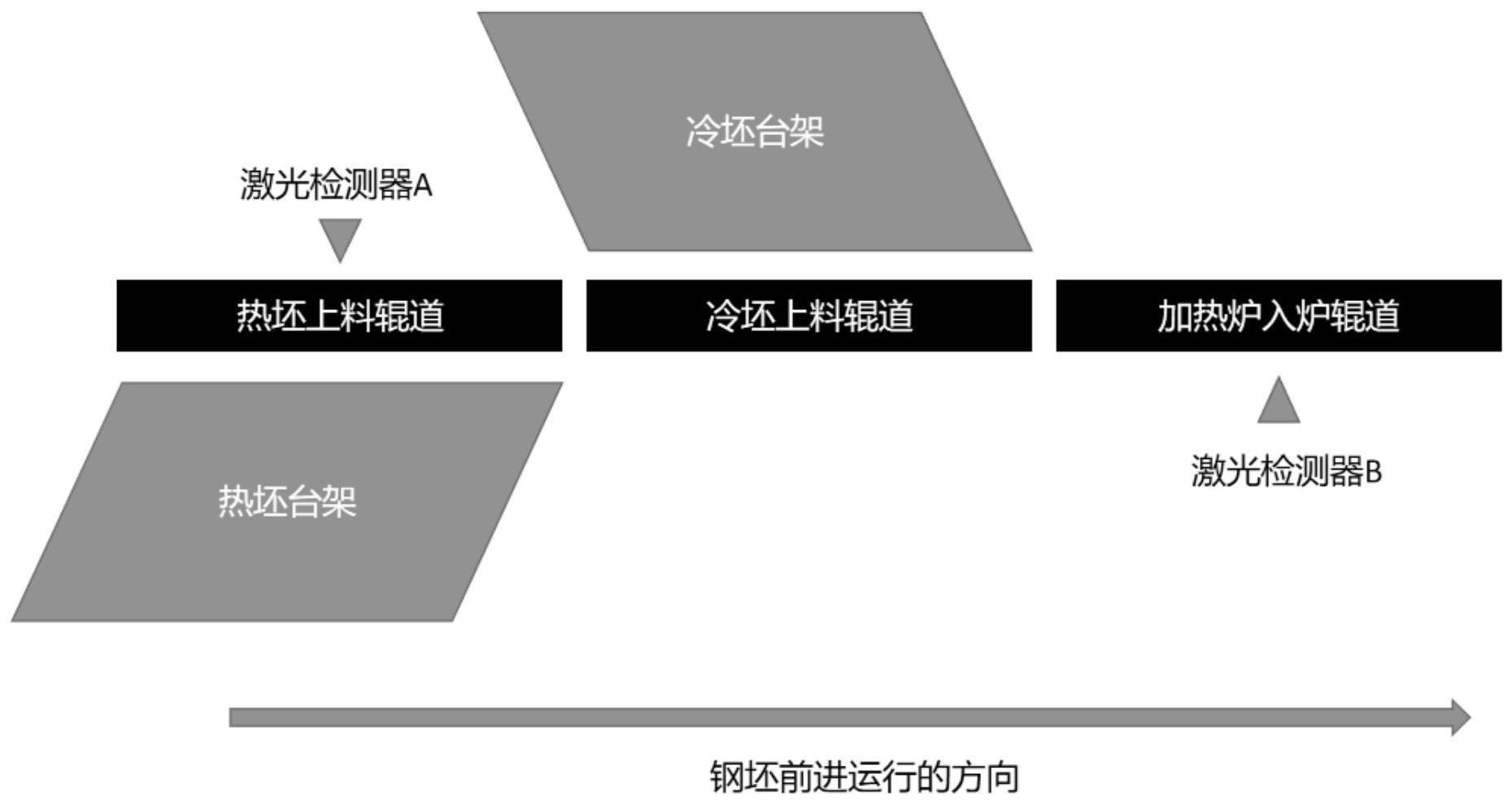
3、安装于热坯上料辊道上的第一激光检测器,用于检测所述热坯上料辊道上是否存在有热钢坯;若所述热坯上料辊道上存在有热钢坯,则发出有热坯信号;
4、安装于加热炉入炉辊道上的第二激光检测器,用于检测所述加热炉入炉辊道上是否存在有钢坯;若所述加热炉入炉辊道上存在有钢坯,则发出有坯信号;
5、控制器,设置有两个内部计数器,用于采集所述第一激光检测器和第二激光检测器的输出信号,并在采集到所述有热坯信号时,其第一内部计数器加一;在采集到所述有坯信号时,其第二内部计数器加一;根据所述第一内部计数器和第二内部计数器之间的差值获取冷坯数量。
6、还包括显示模块,用于将所述第一内部计数器和第二内部计数器的计数值进行显示,并显示冷坯数量。
7、所述控制器根据以下公式获取燃气供给量,
8、
9、其中,v0为根据冷钢坯数量标定的待添加燃气量;n为第一内部计数器的计数值;n2为第二内部计数器的计数值;n1=n-n2;t1为冷钢坯的标准温度;t2为热钢坯的标准温度。
10、在上式中,n1/n2的取值为大于或等于1。
11、有益效果
12、本发明的优点在于:通过在钢坯上料辊道上设置相应的激光检测器,并通过控制器的计数器实现相应辊道上钢坯的计数,实现了准确记录冷钢坯数量、热钢坯数量和总数。有助于岗位人员对轧制冷坯和热坯的数量进行统计分析,避免了靠岗位人员手动记录冷热坯数量而带来的误差,给工艺生产带来极大的便利。而且将冷钢坯数量、热钢坯数量和总数与燃气量进行相关联,这样就可以指导岗位人员控制加热炉燃气的用量,起到了降低能源介质消耗,节约生产成本的目的。
技术特征:
1.一种轧钢冷热坯自动计数的控制系统,其特征在于,包括,
2.根据权利要求1所述的一种轧钢冷热坯自动计数的控制系统,其特征在于,还包括显示模块,用于将所述第一内部计数器和第二内部计数器的计数值进行显示,并显示冷坯数量。
3.根据权利要求1所述的一种轧钢冷热坯自动计数的控制系统,其特征在于,所述控制器根据以下公式获取燃气供给量,
4.根据权利要求3所述的一种轧钢冷热坯自动计数的控制系统,其特征在于,在上式中,n1/n2的取值为大于或等于1。
技术总结
本发明公开了一种轧钢冷热坯自动计数的控制系统,涉及自动控制技术。包括,安装于热坯上料辊道上的第一激光检测器;安装于加热炉入炉辊道上的第二激光检测器;控制器,设置有两个内部计数器,用于采集所述第一激光检测器和第二激光检测器的输出信号,并在采集到所述有热坯信号时,其第一内部计数器加一;在采集到所述有坯信号时,其第二内部计数器加一;根据所述第一内部计数器和第二内部计数器之间的差值获取冷坯数量。本发明实现了准确记录冷钢坯数量、热钢坯数量和总数;有助于岗位人员对轧制冷坯和热坯的数量进行统计分析,还可指导岗位人员控制加热炉燃气的用量,起到了降低能源介质消耗,节约生产成本的目的。
技术研发人员:黄利明,朱国俊,王鑫,左炳科,胡秋竻,潘里东,杨熠,张龙
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!