一种中厚板侧弯自动控制系统及方法与流程
本发明属于中厚轧制钢板生产,涉及一种中厚板侧弯自动控制系统及方法。
背景技术:
1、目前厚板产线在精轧生产过程中,钢板矩形度控制一般采用人工操作方式,操作工通过工业电视观察精轧钢板在轧制过程中头部弯曲程度,通过手动控制传动侧液压缸位置或非传动侧液压缸的位置,调节传动侧或非传动侧的辊缝,从而纠正钢板侧弯,确保钢板的矩形度。然而人工操作主要依靠操作工的经验判断钢板的侧弯程度,在控制液压缸位置时难免出现判断误差,从而导致批次生产的钢板矩形度的误差。此外,在生产过程中,人工操作时可能出现操作人员未及时观察到钢板在轧制过程中的弯曲程度,造成轧制钢板侧弯未及时调整的情况;或由于人工调节错误,造成加大钢板侧弯程度,导致钢板侧弯程度较大,撞击辊道导板或推床,从而引发精轧机厚板产线停产事故。
2、因此,针对精轧生产过程的现有问题,有必要提出一种能够精确判断钢板侧弯情况的系统,且能够实时、连续地对钢板轧制过程进行监控,避免生产事故发生。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种中厚板侧弯自动控制系统及方法,通过视觉相机实时采集轧制钢板矩形度以判断钢板侧弯情况,并采用plc控制器实现钢板侧弯的自动纠正功能,从而避免人工操作可能出现事故的问题。
2、为达到上述目的,本发明提供如下技术方案:
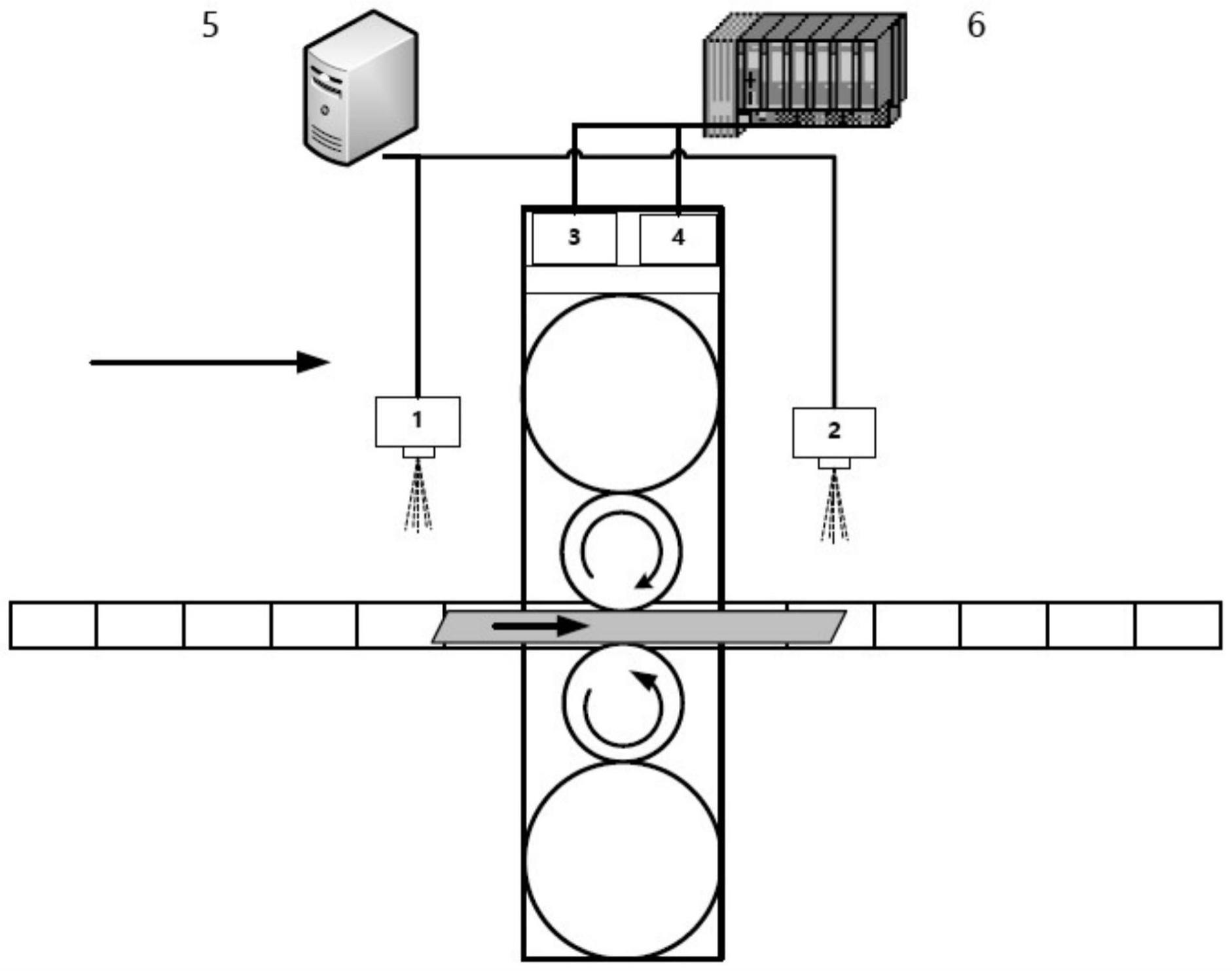
3、方案一、一种中厚板侧弯自动控制系统,其包括第一相机、第二相机、视觉分析服务器和plc控制器。其中第一相机和第二相机分别设置在精轧机前台和后台,用于对轧制钢板的矩形度进行拍照扫描;视觉分析服务器获取并分析第一相机和第二相机的拍摄数据,得到钢板的侧弯方向和角度;plc控制器根据侧弯方向和角度控制精轧机传动侧或非传动侧的辊缝大小以确保轧制钢板的矩形度。
4、其中,plc控制器控制精轧机辊缝大小的方式为,plc控制器分别与精轧机传动侧伺服阀和非传动侧伺服阀连接,通过传动侧伺服阀控制传动侧液压缸的位置,进而控制传动侧辊缝大小以确保轧制钢板的矩形度,通过非传动侧伺服阀控制非传动侧液压缸的位置,进而控制非传动侧辊缝大小以确保轧制钢板的矩形度。
5、方案二、用于方案一所述自动控制系统的中厚板侧弯自动控制方法,该方法包括以下步骤:
6、s1、通过视觉相机对处于精轧机轧制过程中的钢板进行实时拍照扫描,记录轧制钢板矩形度,同时将照片实时发送至视觉分析服务器;
7、s2、在视觉分析服务器中通过将钢板实时照片与虚拟标准矩形进行钢板边缘色差比对分析,获取钢板的侧弯方向和侧弯角度,并将侧弯方向和侧弯角度实时发送至plc控制器;
8、s3、plc控制器根据钢板的侧弯方向和侧弯角度计算轧机两侧辊缝的控制量,并向液压缸伺服阀发送控制指令,通过控制液压缸的位置使轧机两侧辊缝大小改变从而确保轧制钢板矩形度;
9、具体地,若钢板向非传动侧侧弯,则控制量的计算方式为:
10、
11、若钢板向传动侧侧弯,则控制量的计算方式为:
12、
13、式中,s表示辊缝控制量,单位为mm;α表示钢板的侧弯信息,所述侧弯信息包含钢板的侧弯方向和侧弯角度值;a、b、c、d、m、n、q均为常数,根据钢板轧制环境确定。
14、进一步地,步骤s1中,精轧机轧制钢板分为正向轧制和反向轧制。其中正向轧制为,精轧机从前台向后台轧制钢板;反向轧制为,精轧机从后台向前台轧制钢板。
15、当精轧机处于正向轧制时,采用后台处的视觉相机进行实时拍照扫描;精轧机处于反向轧制时,采用前台处的视觉相机进行实时拍照扫描。
16、进一步地,步骤s3中,若钢板向非传动侧方向侧弯,则非传动侧辊缝缩小,传动侧辊缝增大,缩小或增大值为控制量的值;
17、若钢板向传动侧方向侧弯,则传动侧辊缝缩小,非传动侧辊缝增大,缩小或增大值为控制量的绝对值。
18、本发明的有益效果在于:本发明通过在精轧机前台和后台处设置视觉相机,在钢板轧制过程中,利用机前或机后视觉相机定时对轧制钢板进行拍照扫描,并采用基于色差的彩色图像边缘检测方法,实时抽取相机拍摄的钢板边缘特征,分析轧制钢板侧弯方向和角度,再通过plc控制器发送辊缝控制指令至传动侧伺服阀和非传动侧伺服阀,从而控制传动侧液压缸和非传动侧液压缸的位置,实现精轧机两侧辊缝的同时控制,总而自动纠正钢板侧弯,改变手动操作控制钢板矩形度的操作方式,有利于提高生产效率;同时,通过自动识别、控制钢板的侧弯,能够减小批次生产的钢板矩形度的误差,提高精轧机轧制质量。
19、本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.一种中厚板侧弯自动控制系统,其特征在于:该系统包括第一相机、第二相机、视觉分析服务器和plc控制器;所述第一相机和第二相机分别设置在精轧机前台和后台,用于对轧制钢板的矩形度进行拍照扫描;所述视觉分析服务器获取并分析第一相机和第二相机的拍摄数据,得到钢板的侧弯方向和角度;所述plc控制器根据侧弯方向和角度控制精轧机传动侧和非传动侧辊缝大小以确保轧制钢板的矩形度。
2.根据权利要求1所述的中厚板侧弯自动控制系统,其特征在于:所述plc控制器与精轧机传动侧伺服阀连接,通过传动侧伺服阀控制传动侧液压缸的位置,进而控制传动侧辊缝大小以确保轧制钢板的矩形度。
3.根据权利要求1所述的中厚板侧弯自动控制系统,其特征在于:所述plc控制器与非传动侧伺服阀连接,通过非传动侧伺服阀控制非传动侧液压缸的位置,进而控制非传动侧辊缝大小以确保轧制钢板的矩形度。
4.用于权利要求1~3中任一项所述中厚板侧弯自动控制系统的控制方法,其特征在于:该方法包括以下步骤:
5.根据权利要求4所述的控制方法,其特征在于:步骤s1中,精轧机轧制钢板分为正向轧制和反向轧制;
6.根据权利要求5所述的控制方法,其特征在于:精轧机正向轧制时,采用后台处的视觉相机进行实时拍照扫描;精轧机反向轧制时,采用前台处的视觉相机进行实时拍照扫描。
7.根据权利要求4所述的控制方法,其特征在于:步骤s3中,若钢板向非传动侧方向侧弯,则非传动侧辊缝缩小,传动侧辊缝增大,缩小或增大值为控制量的值;
技术总结
本发明涉及一种中厚板侧弯自动控制系统及方法,属于中厚轧制钢板生产技术领域。本发明通过在精轧机前台和后台处设置视觉相机,在钢板轧制过程中,利用机前或机后视觉相机定时对轧制钢板进行拍照扫描,并采用基于色差的彩色图像边缘检测方法,实时抽取相机拍摄的钢板边缘特征,分析轧制钢板侧弯方向和角度,再通过PLC控制器发送辊缝控制指令至传动侧伺服阀和非传动侧伺服阀,从而控制传动侧液压缸和非传动侧液压缸的位置,实现精轧机两侧辊缝的控制,实现精轧轧制钢板侧弯自动纠正功能。本发明通过自动识别控制钢板的侧弯,能够减小批次生产的钢板矩形度的误差,提高精轧机轧制质量、提高生产效率。
技术研发人员:李波,宋红英,锡胜,郭小龙,翟志远
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!