一种异形连体双孔板体加工夹具的制作方法
本发明属于机械加工,具体涉及一种异形连体双孔板体加工夹具。
背景技术:
1、履带式装甲车辆行走系统上的履带,使用连接件将不同规格形状和不同数量的履带板连接在一起,形成一个环形履带,实现整个车体的柔性支撑和车体的行走功能,以适应不同路况,提升车辆通过性。异形连体双孔板体的加工一致性与加工精度,对整台车辆轮体的匹配性和使用寿命发挥着非常重要的作用。其中异形连体双孔板体的加工质量是影响性能的关键因素。因此,需要设计一种异形连体双孔板体加工夹具,以实现不同种类、不同形状异形连体双孔板体的加工一致性与和加工精度,并适应不同机床和相似工件的加工,实现一模多用。
技术实现思路
1、(一)要解决的技术问题
2、本发明提出一种异形连体双孔板体加工夹具,以解决如何实现异形连体双孔板体加工,保证产品一致性与加工精度的技术问题。
3、(二)技术方案
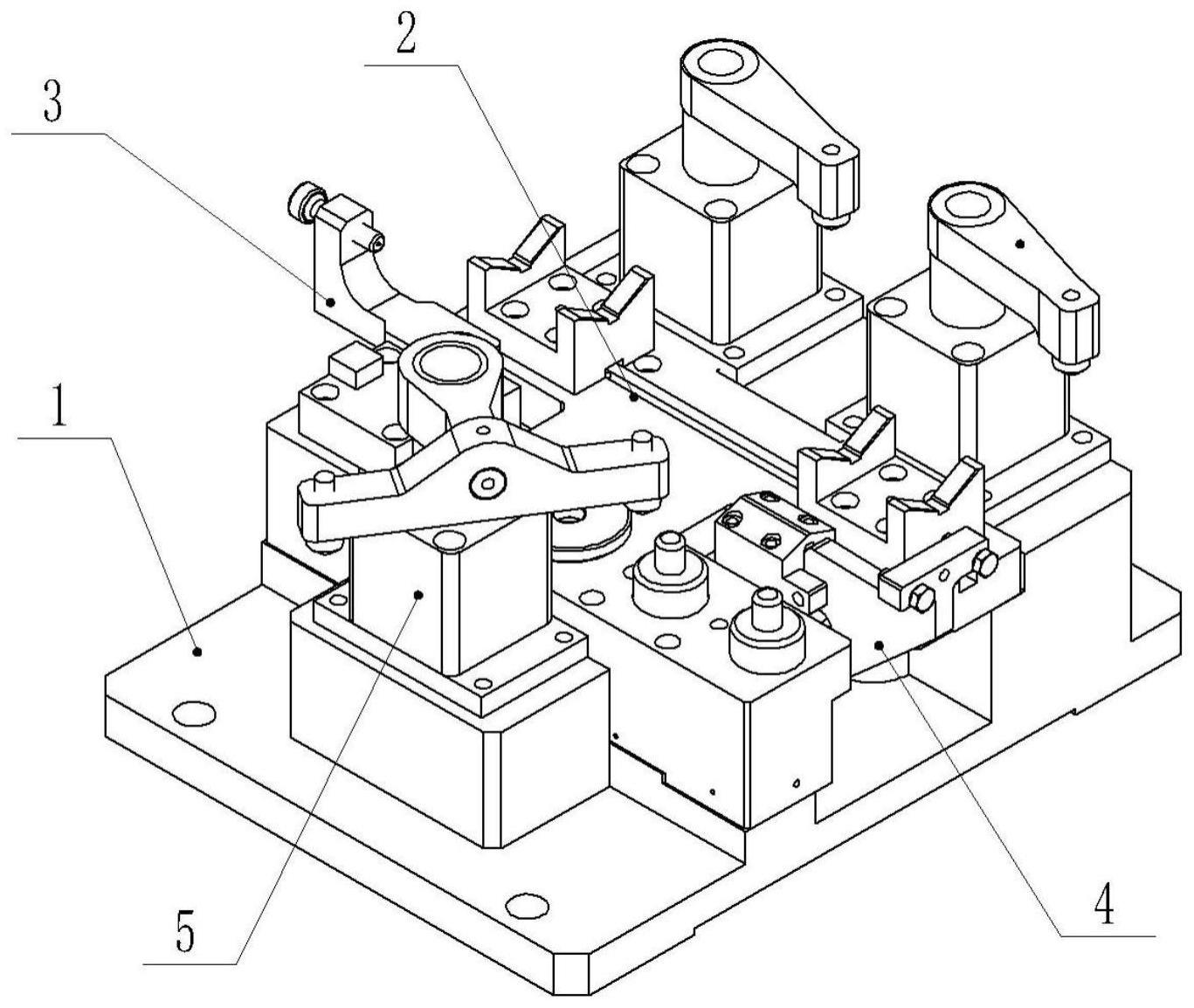
4、为了解决上述技术问题,本发明提出一种异形连体双孔板体加工夹具,该加工夹具包括底座、自适应支撑装置、可调定位装置、侧向压紧装置和自适应旋转压紧装置;其中,底座用于固定自适应支撑装置、可调定位装置、侧向压紧装置和自适应旋转压紧装置;自适应支撑装置用于对异形连体双孔板体工件的圆弧面进行分中定位;可调定位装置用于实现不同尺寸工件的横向对中;侧向压紧装置用于在压紧过程中对工件进行自动扶正,将工件完全压紧到位;自适应旋转压紧装置用于适应工件的平整度,对工件进行稳固压紧。
5、进一步地,自适应支撑装置包括过渡桥板、两点平面支撑块、可移动v型块块和浮动支撑缸;其中,两个过渡桥板相隔一定距离固定安装在底座上,两个可移动v型块通过底部键槽结构安装在第一个过渡桥板的定位槽中,使得可移动v型块能够在第一个过渡桥板上左右移动,以适应同类型不同尺寸的产品;两点平面支撑块安装在第二个过渡桥板上,通过可移动v型块块对工件轴线进行对中定位后,通过两点平面支撑块对工件外圆进行支撑;浮动支撑缸安装在第二个过渡桥板上,浮动支撑缸在顶升过程中与工件接触受力后立即锁住,停在原位置不动,起到任意一点位置的辅助支撑。
6、进一步地,过渡桥板、两点平面支撑和可移动v型块块均由45#钢调制后淬火制成。
7、进一步地,可调定位装置设置在两个过渡桥板之间,包括l形定位板和调整螺栓;其中,l形定位板的水平部分与底座相连,调整螺栓安装在l形定位板的竖直部分,通过控制调整螺栓在l形定位板的伸出长度,适应多种产品尺寸的定位,实现不同尺寸工件横向对中。
8、进一步地,底座、l形定位板由45#钢调质后加工制成。
9、进一步地,侧向压紧装置包括两点平行可调转动压板和油缸;其中,两点平行可调转动压板和油缸分别安装在底座上,两点平行可调转动压板用于在压紧过程中对工件进行自动扶正;油缸用于推动两点平行可调转动压板,将工件完全压紧到位。
10、进一步地,两点平行可调转动压板采用高硬度合金钢制作而成。
11、进一步地,自适应旋转压紧装置包括过渡压板、旋转压板、带齿自适应压头、两个强力压板和三个转角油缸;其中,过渡压板通过锥孔与转角油缸的缸杆连接,过渡压板的端轴与旋转压板中的圆孔连接,在压紧过程中旋转压板能够围绕过渡压板的端轴进行微小转动,以适应工件的平整度;旋转压板上安装有带齿自适应压头;转角油缸与底座连接,强力压板和转角油缸连接,通过转角油缸的旋转,实现对工件的稳固压紧。
12、进一步地,带齿自适应压头采用高硬度合金钢制作而成,压紧端装有带齿面的球面平面齿面动向钢珠螺杆,用于压紧接触面。
13、进一步地,过渡压板、旋转压板和强力压板均由45#钢调质后加工制成。
14、(三)有益效果
15、本发明提出一种异形连体双孔板体加工夹具,包括底座、自适应支撑装置、可调定位装置、侧向压紧装置和自适应旋转压紧装置;底座用于夹具中其他装置;自适应支撑装置用于对异形连体双孔板体工件的圆弧面进行分中定位;可调定位装置用于实现不同尺寸工件的横向对中;侧向压紧装置用于在压紧过程中对工件进行自动扶正,将工件完全压紧到位;自适应旋转压紧装置用于适应工件的平整度,对工件进行稳固压紧。本夹具能够解决异形连体双孔板体零件毛坯不规则及差异性的自适应性问题,实现可靠稳定的定位与夹紧,并加工出合格的产品。本夹具适用于安装在所有铣床或镗床上使用,能够进一步提高生产效率。
技术特征:
1.一种异形连体双孔板体加工夹具,其特征在于,所述加工夹具包括底座、自适应支撑装置、可调定位装置、侧向压紧装置和自适应旋转压紧装置;其中,底座用于固定自适应支撑装置、可调定位装置、侧向压紧装置和自适应旋转压紧装置;自适应支撑装置用于对异形连体双孔板体工件的圆弧面进行分中定位;可调定位装置用于实现不同尺寸工件的横向对中;侧向压紧装置用于在压紧过程中对工件进行自动扶正,将工件完全压紧到位;自适应旋转压紧装置用于适应工件的平整度,对工件进行稳固压紧。
2.如权利要求1所述的加工夹具,其特征在于,所述自适应支撑装置包括过渡桥板、两点平面支撑块、可移动v型块块和浮动支撑缸;其中,两个过渡桥板相隔一定距离固定安装在底座上,两个可移动v型块通过底部键槽结构安装在第一个过渡桥板的定位槽中,使得可移动v型块能够在第一个过渡桥板上左右移动,以适应同类型不同尺寸的产品;两点平面支撑块安装在第二个过渡桥板上,通过可移动v型块块对工件轴线进行对中定位后,通过两点平面支撑块对工件外圆进行支撑;浮动支撑缸安装在第二个过渡桥板上,浮动支撑缸在顶升过程中与工件接触受力后立即锁住,停在原位置不动,起到任意一点位置的辅助支撑。
3.如权利要求2所述的加工夹具,其特征在于,所述过渡桥板、两点平面支撑和可移动v型块块均由45#钢调制后淬火制成。
4.如权利要求2所述的加工夹具,其特征在于,所述可调定位装置设置在两个过渡桥板之间,包括l形定位板和调整螺栓;其中,l形定位板的水平部分与底座相连,调整螺栓安装在l形定位板的竖直部分,通过控制调整螺栓在l形定位板的伸出长度,适应多种产品尺寸的定位,实现不同尺寸工件横向对中。
5.如权利要求4所述的加工夹具,其特征在于,所述底座、l形定位板由45#钢调质后加工制成。
6.如权利要求1所述的加工夹具,其特征在于,所述侧向压紧装置包括两点平行可调转动压板和油缸;其中,两点平行可调转动压板和油缸分别安装在底座上,两点平行可调转动压板用于在压紧过程中对工件进行自动扶正;油缸用于推动两点平行可调转动压板,将工件完全压紧到位。
7.如权利要求6所述的加工夹具,其特征在于,所述两点平行可调转动压板采用高硬度合金钢制作而成。
8.如权利要求1所述的加工夹具,其特征在于,所述自适应旋转压紧装置包括过渡压板、旋转压板、带齿自适应压头、两个强力压板和三个转角油缸;其中,过渡压板通过锥孔与转角油缸的缸杆连接,过渡压板的端轴与旋转压板中的圆孔连接,在压紧过程中旋转压板能够围绕过渡压板的端轴进行微小转动,以适应工件的平整度;旋转压板上安装有带齿自适应压头;转角油缸与底座连接,强力压板和转角油缸连接,通过转角油缸的旋转,实现对工件的稳固压紧。
9.如权利要求8所述的加工夹具,其特征在于,所述带齿自适应压头采用高硬度合金钢制作而成,压紧端装有带齿面的球面平面齿面动向钢珠螺杆,用于压紧接触面。
10.如权利要求8所述的加工夹具,其特征在于,所述过渡压板、旋转压板和强力压板均由45#钢调质后加工制成。
技术总结
本发明提出一种异形连体双孔板体加工夹具,包括底座、自适应支撑装置、可调定位装置、侧向压紧装置和自适应旋转压紧装置;底座用于夹具中其他装置;自适应支撑装置用于对异形连体双孔板体工件的圆弧面进行分中定位;可调定位装置用于实现不同尺寸工件的横向对中;侧向压紧装置用于在压紧过程中对工件进行自动扶正,将工件完全压紧到位;自适应旋转压紧装置用于适应工件的平整度,对工件进行稳固压紧。本夹具能够解决异形连体双孔板体零件毛坯不规则及差异性的自适应性问题,实现可靠稳定的定位与夹紧,并加工出合格的产品。本夹具适用于安装在所有铣床或镗床上使用,能够进一步提高生产效率。
技术研发人员:徐树永,余政昊,徐欣培,祝国荣,刘娜,房立明,张晶莹,刘阳,徐红飞,张晓龙
受保护的技术使用者:北京北方车辆集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!