一种加工铸件用工装夹具的制作方法
本发明涉及铸件加工,更具体地说,本发明涉及一种加工铸件用工装夹具。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,包括铸钢件、铸铁件、铸铜件、铸铝件等类型,铸件是把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经等,所得到的具有一定形状、尺寸和性能的物件,通过夹具进一步加工,夹具又叫卡具,通常由定位元件、夹紧装置、对刀引导元件、分度装置、连接元件以及夹具体等组成,在工艺过程中的任何工序中,用来迅速、方便、安全地安装工件的装置,都可称为夹具,例如焊接夹具、检验夹具、装配夹具、机床夹具等,其中机床夹具最为常见,常简称为夹具。
2、现有的技术中一般通过机床夹紧的方式对铸件进行固定处理,劳动强度较大,且十分耗时,此外,铸件在加工过程中,外形不规则容易使得夹具夹持零件的稳定性较差,容易导致铸件零件在加工过程中产生误差,影响工件的最终使用。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明的实施例提供一种加工铸件用工装夹具,将工件紧固支撑柱整体放置所需位置,在工件紧固支撑柱的底部设置了吸盘接触垫,使用者按压工件紧固支撑柱整体,使得工件紧固支撑柱底部的吸盘接触垫固定吸附在所需位置,将环形的加工铸件放置在工件紧固支撑柱的顶部,在工件紧固支撑柱的外壁设置了卡接槽与拨动适应槽,卡接匹配环整体卡接在拨动适应槽的内部中,在卡接匹配环的外壁设置了多组加工铸件承托垫,放置的环形加工铸件被多组加工铸件承托垫进行承托,增加设备整体对工件固定后的稳定性,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种加工铸件用工装夹具,包括工件紧固支撑柱,所述工件紧固支撑柱的内部固定连接有加固型内支撑柱,所述工件紧固支撑柱的底部固定连接有吸盘接触垫,所述吸盘接触垫的外壁固定连接有紧固连接链,且紧固连接链的一端固定连接在工件紧固支撑柱的外壁,所述工件紧固支撑柱的外壁开设有卡接槽,所述工件紧固支撑柱的外壁开设有拨动适应槽,所述卡接槽的内部卡接有卡接匹配环,所述卡接匹配环的外壁固定连接有加工铸件承托垫。
3、在一个优选的实施方式中,所述加工铸件承托垫的数量为多组,且多组加工铸件承托垫关于卡接匹配环的外壁呈环形阵列设置。
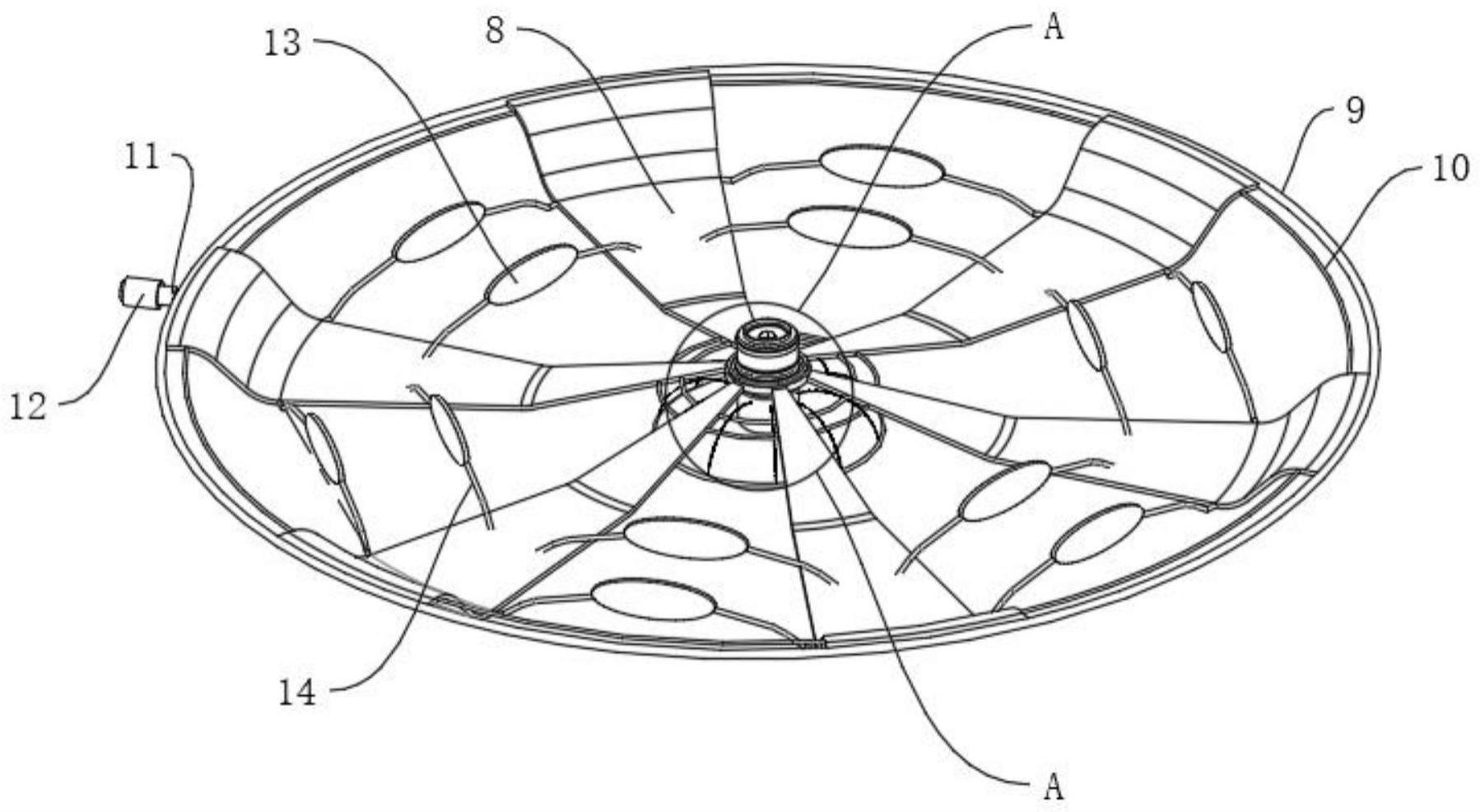
4、在一个优选的实施方式中,所述加工铸件承托垫的内部设有注料支撑管与加固型支撑筋条,所述注料支撑管与加工铸件承托垫的内部相通,所述注料支撑管的外壁固定连接有注料输送头,且注料输送头与注料支撑管的内部相通,所述注料输送头的外壁固定连接有输送头密封圈。
5、在一个优选的实施方式中,所述注料支撑管与加固型支撑筋条的数量为多组,且多组注料支撑管与加固型支撑筋条关于多组加工铸件承托垫之间呈环形阵列状态设置。
6、在一个优选的实施方式中,所述加工铸件承托垫的顶部设有工件挤压气囊,所述工件挤压气囊的外壁固定连接有连接软管,且连接软管与加工铸件承托垫的内部相通。
7、在一个优选的实施方式中,所述工件挤压气囊的数量为多组,且多组工件挤压气囊关于多组加工铸件承托垫之间呈环形阵列状态设置。
8、在一个优选的实施方式中,所述加工铸件承托垫的外壁固定连接有承重支撑筋条,所述承重支撑筋条的数量为多组,且多组承重支撑筋条关于加工铸件承托垫的外壁呈路径阵列设置。
9、本发明的技术效果和优点:
10、1、工件紧固支撑柱整体放置所需位置,在工件紧固支撑柱的底部设置了吸盘接触垫,使用者按压工件紧固支撑柱整体,使得工件紧固支撑柱底部的吸盘接触垫固定吸附在所需位置,将环形的加工铸件放置在工件紧固支撑柱的顶部,在工件紧固支撑柱的外壁设置了卡接槽与拨动适应槽,卡接匹配环整体卡接在拨动适应槽的内部中,在卡接匹配环的外壁设置了多组加工铸件承托垫,放置的环形加工铸件被多组加工铸件承托垫进行承托,增加设备整体对工件固定后的稳定性;
11、2、在加工铸件承托垫的外壁设置了多组加固型支撑筋条与加工铸件承托垫本体之间进行连接,使得多组加工铸件承托垫之间确保承托力度,在加工铸件承托垫的顶部设置了工件挤压气囊,工件挤压气囊的两侧设置了连接软管,工件挤压气囊与连接软管的内部相通,同时连接软管的内部与加工铸件承托垫的内部相通,在加工铸件承托垫的一侧设置了加固型支撑筋条,同时加固型支撑筋条与加工铸件承托垫的内部相通,在加固型支撑筋条的一侧设置了注料输送头,通过注料输送头进行充气或者进行注水,使得气体或液体通过加工铸件承托垫与连接软管充满工件挤压气囊整体,使得工件挤压气囊膨胀,对加工铸件承托垫顶部的环形加工铸件进行包裹限位;
12、3、设备在固定管状物件时,通过掰动加工铸件承托垫整体上升,使得设备整体呈u字型状态展出,再次通过注料输送头进行充气或者进行注水,使得气体或液体通过加工铸件承托垫与连接软管充满工件挤压气囊整体,使得工件挤压气囊膨胀,管状物件在设备u字型状态下,通过多组加工铸件承托垫使得管状物件进行夹紧保护。
技术特征:
1.一种加工铸件用工装夹具,包括工件紧固支撑柱(1),其特征在于:所述工件紧固支撑柱(1)的内部固定连接有加固型内支撑柱(2),所述工件紧固支撑柱(1)的底部固定连接有吸盘接触垫(3),所述吸盘接触垫(3)的外壁固定连接有紧固连接链(4),且紧固连接链(4)的一端固定连接在工件紧固支撑柱(1)的外壁,所述工件紧固支撑柱(1)的外壁开设有卡接槽(5),所述工件紧固支撑柱(1)的外壁开设有拨动适应槽(6),所述卡接槽(5)的内部卡接有卡接匹配环(7),所述卡接匹配环(7)的外壁固定连接有加工铸件承托垫(8)。
2.根据权利要求1所述的一种加工铸件用工装夹具,其特征在于:所述加工铸件承托垫(8)的数量为多组,且多组加工铸件承托垫(8)关于卡接匹配环(7)的外壁呈环形阵列设置。
3.根据权利要求1所述的一种加工铸件用工装夹具,其特征在于:所述加工铸件承托垫(8)的内部设有注料支撑管(9)与加固型支撑筋条(10),所述注料支撑管(9)与加工铸件承托垫(8)的内部相通,所述注料支撑管(9)的外壁固定连接有注料输送头(11),且注料输送头(11)与注料支撑管(9)的内部相通,所述注料输送头(11)的外壁固定连接有输送头密封圈(12)。
4.根据权利要求3所述的一种加工铸件用工装夹具,其特征在于:所述注料支撑管(9)与加固型支撑筋条(10)的数量为多组,且多组注料支撑管(9)与加固型支撑筋条(10)关于多组加工铸件承托垫(8)之间呈环形阵列状态设置。
5.根据权利要求1所述的一种加工铸件用工装夹具,其特征在于:所述加工铸件承托垫(8)的顶部设有工件挤压气囊(13),所述工件挤压气囊(13)的外壁固定连接有连接软管(14),且连接软管(14)与加工铸件承托垫(8)的内部相通。
6.根据权利要求5所述的一种加工铸件用工装夹具,其特征在于:所述工件挤压气囊(13)的数量为多组,且多组工件挤压气囊(13)关于多组加工铸件承托垫(8)之间呈环形阵列状态设置。
7.根据权利要求1所述的一种加工铸件用工装夹具,其特征在于:所述加工铸件承托垫(8)的外壁固定连接有承重支撑筋条(15),所述承重支撑筋条(15)的数量为多组,且多组承重支撑筋条(15)关于加工铸件承托垫(8)的外壁呈路径阵列设置。
技术总结
本发明公开了一种加工铸件用工装夹具,具体涉及铸件加工技术领域,包括工件紧固支撑柱,工件紧固支撑柱的内部固定连接有加固型内支撑柱,工件紧固支撑柱的底部固定连接有吸盘接触垫。本发明将工件紧固支撑柱整体放置所需位置,在工件紧固支撑柱的底部设置了吸盘接触垫,使用者按压工件紧固支撑柱整体,使得工件紧固支撑柱底部的吸盘接触垫固定吸附在所需位置,将环形的加工铸件放置在工件紧固支撑柱的顶部,在工件紧固支撑柱的外壁设置了卡接槽与拨动适应槽,卡接匹配环整体卡接在拨动适应槽的内部中,在卡接匹配环的外壁设置了多组加工铸件承托垫,放置的环形加工铸件被多组加工铸件承托垫进行承托,增加设备整体对工件固定后的稳定性。
技术研发人员:班奎
受保护的技术使用者:班奎
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!