一种开齿机及检测方法与流程
本发明涉及铝型材加工领域,具体而言,涉及一种开齿机及检测方法。
背景技术:
1、隔热铝型材是一种新型节能建筑材料,它是低导热率的非金属材料和铝合金连接组成的铝型材,具有隔热、隔冷作用,以此制造的门窗和幕墙具有优良的保温性能和隔音性能。当前隔热铝型材行业、铝型材门窗加工和幕墙铝型材加工行业,采用的是一次挤出完整的铝型材后,采用开齿机对铝型材纵向(垂直横截面方向)四条锁点部位采用机械刀具进行开齿或开齿,利用浇注设备在浇注槽口处浇注双组份聚氨酯,双组份聚氨酯固化后形成聚氨酯条,聚氨酯条和铝型材连接在一起,以增加铝型材和聚氨酯的结合强度,然后再将铝型材浇注槽口处的连接条切除,降低铝型材的导热系数,提高铝型材门窗的保温性,形成隔热铝型材;开齿或开齿的主要目的是解决铝型材与聚氨酯胶条相容性差,特别是氟碳、电泳、喷塑、氧化后的铝型材和聚氨酯的附着力更差,粘接强度低,剪切强度低,容易使铝型材和聚氨酯沿纵向相对滑动,影响隔热铝型材的力学性能和质量的问题。
2、现有公开号为cn217071000u的中国实用新型专利公开了一种铝合金型材开齿机,其,包括工作台,所述工作台的顶部后方固定连接有定位板,所述工作台的顶部两侧开设有滑槽,所述工作台的前壁相对滑槽的位置贯穿连接有第一液压缸,所述滑槽的内部活动插接有滑块,且滑块与第一液压缸固定连接,便于更好的对铝合金板进行限位,通过同第三液压缸和推料块的配合,可将铝合金板进行位置移动,同时通过第二液压缸带动安装架、开齿刀和第二电机进行高度调节。
3、上述开齿机在对不同型号的铝合金型材进行开齿加工时,需要调整刀具距离槽口的距离,现有的开齿机大多不能对开齿刀具的间距进行便捷的调节,且现有的开齿机不便于对异型的铝合金型材进行开齿加工,导致开齿机适用性不佳。在开齿机对铝型材加工后,采用生产人员肉眼抽检观察开齿的完成度,缺乏自动辨别功能,人为检查操作特别费时费力;同时人工检查不能对所有型材进行100%检查,容易出现漏检的情况,漏检后需等后续加工时才能发现铝型材的异常情况。
技术实现思路
1、基于此,为了解决现有的开齿机不易调整、采用人工检查开齿情况费时费力的问题,本发明提供了一种开齿机及检测方法,其具体技术方案如下:
2、一种开齿机,包括:
3、机架;
4、固定装置,所述固定装置安设于所述机架并用于夹持和固定铝型材;
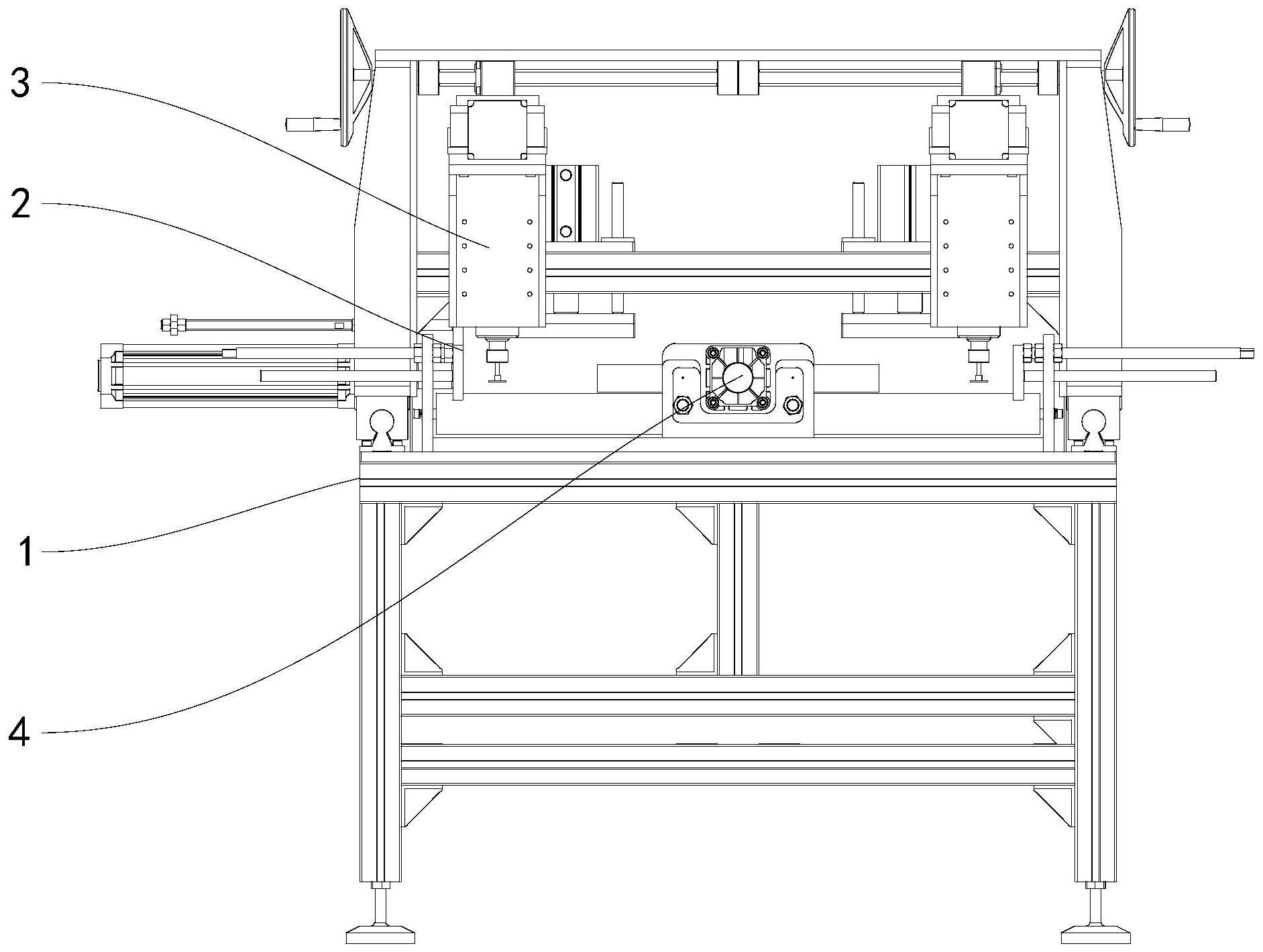
5、开齿装置,所述开齿装置包括第一切割结构以及第二切割结构,所述第一切割结构以及所述第二切割结构均与所述机架滑动连接,所述第一切割结构、所述固定装置以及所述第二切割结构沿铝型材的前进方向依次设置于所述机架。
6、上述开齿机,通过设置有固定装置对铝型材进行固定,防止铝型材出现移动进而导致开齿位置不准;设置有与机架滑动连接的第一切割结构以及第二切割结构,通过移动第一切割结构以及第二切割结构,从而满足不同的切割需求,其中,固定装置位于第一切割结构和第二切割结构之间,如此,避免第一切割结构或第二切割结构在对铝型材开齿时铝型材移位。
7、进一步地,所述固定装置包括第一压紧组件以及第二压紧组件;所述第一压紧组件和所述第二压紧组件均与所述机架滑动连接;所述第一压紧组件与所述第二压紧组件平行间隔设置。
8、进一步地,所述第一压紧组件包括限位板以及控制所述限位板水平移动的伸缩件;所述伸缩件安设于所述机架;所述伸缩件的输出端与所述限位板连接。
9、进一步地,所述第一切割结构包括移动组件以及开齿件;所述开齿件安设于所述移动组件;所述移动组件安设于所述机架。
10、进一步地,所述移动组件包括y轴移动件、x轴移动件以及z轴移动件;所述y轴移动件设于所述机架;所述x轴移动件设于所述y轴移动件,并能够被所述y轴移动件驱动沿y轴方向移动;所述z轴移动件设于所述x轴移动件,并能够被所述x轴移动件驱动沿x轴方向移动;所述开齿件安设于所述z轴移动件并能够被所述z轴移动件带动沿z轴方向移动。
11、进一步地,还包括检测模块以及处理器模块;所述检测模块用于收集开齿件对铝型材开齿时受到的压力并记录压力值;所述检测模块与所述处理器模块信号连接。
12、进一步地,开齿机还包括显微镜,所述显微镜用于观察开齿的深度。
13、一种开齿机的检测方法,包括以下步骤:
14、s1:开齿件向下移动并对铝型材开齿,开齿深度为a-b;
15、s2:检测模块收集开齿深度为a-b时开齿件受到的压力并记录压力值a,所述压力值a的范围为x-y;
16、s3:选取所述压力值a的平均值z对铝型材开齿,z=(x+y)/2;
17、s4:铝型材沿机架的长度方向移动,在移动时间频率m内,检测模块收集开齿件受到的压力并记录压力值b(x1,x2,x3,...xm),并计算出压力值b的平均值c;
18、s5:在处理器模块中设定开齿时的压力范围为0.9c-1.1c。
19、进一步地,在步骤s1中,a的值为0.5mm,b的值为0.7mm。
20、进一步地,在步骤s4中,时间频率的计算方式为:m=产品长度l÷开齿件周长l1×5。
技术特征:
1.一种开齿机,其特征在于,包括:
2.根据权利要求1所述的开齿机,其特征在于,所述固定装置包括第一压紧组件以及第二压紧组件;所述第一压紧组件和所述第二压紧组件均与所述机架滑动连接;所述第一压紧组件与所述第二压紧组件平行间隔设置。
3.根据权利要求2所述的开齿机,其特征在于,所述第一压紧组件包括限位板以及控制所述限位板水平移动的伸缩件;所述伸缩件安设于所述机架;所述伸缩件的输出端与所述限位板连接。
4.根据权利要求1所述的开齿机,其特征在于,所述第一切割结构包括移动组件以及开齿件;所述开齿件安设于所述移动组件;所述移动组件安设于所述机架。
5.根据权利要求4所述的开齿机,其特征在于,所述移动组件包括y轴移动件、x轴移动件以及z轴移动件;所述y轴移动件设于所述机架;所述x轴移动件设于所述y轴移动件,并能够被所述y轴移动件驱动沿y轴方向移动;所述z轴移动件设于所述x轴移动件,并能够被所述x轴移动件驱动沿x轴方向移动;所述开齿件安设于所述z轴移动件并能够被所述z轴移动件带动沿z轴方向移动。
6.根据权利要求1所述的开齿机,其特征在于,还包括检测模块以及处理器模块;所述检测模块用于收集开齿件对铝型材开齿时受到的压力并记录压力值;所述检测模块与所述处理器模块信号连接。
7.根据权利要求6所述的开齿机,其特征在于,还包括显微镜,所述显微镜用于观察开齿的深度。
8.一种开齿机的检测方法,其特征在于,包括以下步骤:
9.根据权利要求8所述的检测方法,其特征在于,在步骤s1中,a的值为0.5mm,b的值为0.7mm。
10.根据权利要求8所述的检测方法,其特征在于,在步骤s4中,时间频率的计算方式为:m=产品长度l÷开齿件周长l1×5。
技术总结
本发明提供了一种开齿机,其包括机架、固定装置以及开齿装置;固定装置安设于机架并用于夹持和固定铝型材;开齿装置包括第一切割结构以及第二切割结构,第一切割结构以及第二切割结构均与机架滑动连接,第一切割结构、固定装置以及第二切割结构沿铝型材的前进方向依次设置于机架,本发明还提供了一种开齿机的检测方法。本发明解决了现有的开齿机不易调整、采用人工检查开齿情况费时费力的问题。
技术研发人员:葛文浩
受保护的技术使用者:佛山市三水凤铝铝业有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!