一种全路径水利管道自动焊接装置的制作方法
本发明涉及管道焊接,具体是涉及一种全路径水利管道自动焊接装置。
背景技术:
1、传统的水利管道通常采用人工焊接的技术,劳动强度大,随着水利管道建设向荒漠、高原、山区和丘陵等恶劣的地质地理环境深入,人工施工进度缓慢、焊接质量难以保证。且随着用水需求的日益增大,水利工程输水管道大口径、高强度和厚壁化等方向的发展,人工焊接难以实施。此外,由于目前在水利工程建设中,管道环形对接焊缝的焊接主要是由手工电弧焊或半自动气体保护焊完成,当管道建设向越来越多的使用大直径的厚壁管道,人工焊接完成一处焊道的时间及层间清理的加长,必然导致层间温度低于要求的预热温度,焊接产生的冷裂缝增加,影响管道的焊接质量。不仅如此,对于人工焊接来说,焊接质量受到操作工人的技术水平影响较大。
2、现有技术中,存在小比例的情况采用自动焊接技术,但目前的自动焊接技术存在三个方面的主要问题:(1)环境适应性一般,焊接工作平台灵活机动性较差,装置体型较大,如公开号cn116423118a公开的一种全位置大口径管道自动焊接装置及方法或公开号cn116175038a公开的一种管材自动焊接检测一体化装置,此类技术或相关类型的技术,在狭窄路段或是不平稳地形,难以进行设置因此难以具备实际效用。(2)水利管道在野外铺设时,根据铺设需要,焊接的轨迹未必是正圆,自动焊接的平台和系统需要全轨迹、全位置的焊接,因此如公开号cn219026425u公开的一种四氟管道自动焊接装置,不能完成水利管道的焊接需要。(3)实现方法要尽量稳定,野外焊接环境多为恶劣情况,而且一般的机械结构在焊接或切割时,会产生明显的震动,和结构的跳动,在野外施工时,必须保证足够的稳定,弧光、高温、烟尘、振动和电磁场等由焊接过程产生的和焊接过程中环境风速对于焊接保护气体的影响必须被设备消除,否则,一旦焊接设备发生故障,将极大影响施工进度,增加施工成本,尤其是对于采用流水作业方式进行施工时,容易产生大面积窝工现象。
技术实现思路
1、本发明的目的在于克服现有技术中的不足,提供一种全路径水利管道自动焊接装置,解决当前的自动焊接装置存在的环境适应性一般、焊接轨迹无法自由调整和稳定性较差的问题。
2、为解决上述技术问题,本发明是采用下述技术方案实现的:
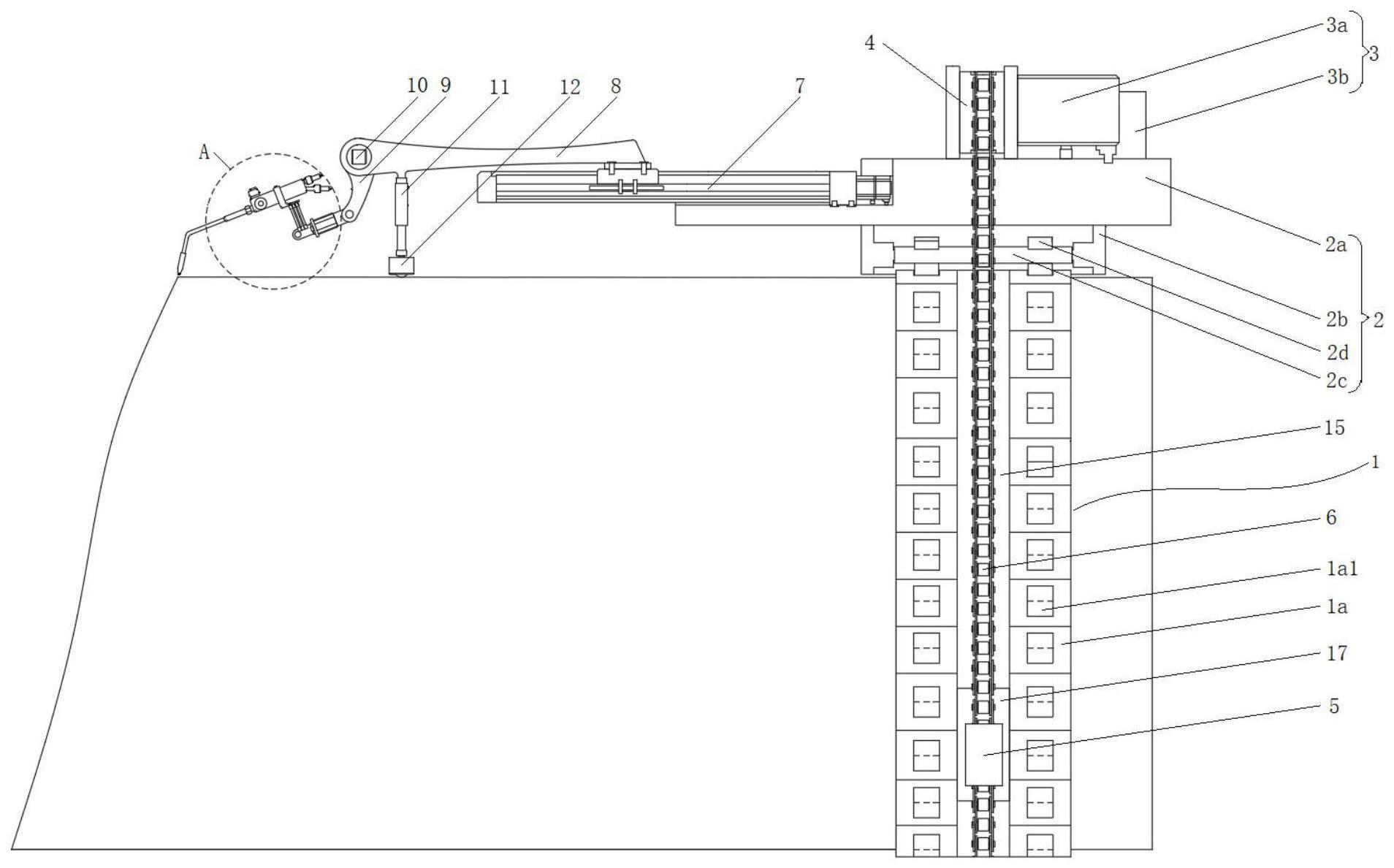
3、本发明提供了一种全路径水利管道自动焊接装置,包括:圆周履带和能够沿圆周履带位移的焊接平台,所述焊接平台上设有旋转驱动机构,所述旋转驱动机构的输出端传动连接有链轮,所述圆周履带上设有支撑固件,所述支撑固件上设有链条,所述链条呈环状套设于圆周履带外且与链轮相啮合;
4、所述焊接平台的一侧设有直线驱动模组,所述直线驱动模组的输出端设有往复连杆,所述往复连杆远离直线驱动模组的一端铰接有俯仰连杆,所述往复连杆上设有俯仰驱动机构,所述俯仰驱动机构与俯仰连杆传动连接,用于驱动俯仰连杆围绕铰接点进行旋转;
5、所述俯仰连杆远离往复连杆的一端设有焊接模组,所述焊接模组包括焊枪、套设于焊枪上的固定架、设有固定架底部的气动肌腱和设于俯仰连杆上的扭转电机,所述气动肌腱远离固定架的一端与扭转电机输出轴固接。
6、进一步的,所述焊接平台包括工作台、设有工作台底部两侧的凸台、转动连接于凸台之间的转轴和设于转轴周向外壁上的多个v形凸起,所述圆周履带由多个履带组件连接而成,所述履带组件上设有与v形凸起相适配的v形凹槽,以此使焊接平台能够沿圆周履带进行位移。
7、进一步的,所述往复连杆靠近水利管道的一侧设有支撑杆,所述支撑杆的末端设有万向轮。
8、进一步的,所述旋转驱动机构包括周转电机和与周转电机电连的电控箱,所述周转电机的输出轴与链轮固定连接。
9、进一步的,所述履带组件的底部滑动连接有剪式支架,所述剪式支架内设有弹簧。
10、进一步的,所述圆周履带设有两组,两组所述圆周履带之间设有环状带,所述环状带的表面为具有弹性的光洁面。
11、进一步的,所述链条上设有用于调节链条松紧的连接组块,所述环状带上设有固定片,所述支撑固件设于固定片上,所述支撑固件固定套设于链条上。
12、进一步的,所述工作台的侧壁上设有用于支撑链条的支撑轮。
13、进一步的,所述俯仰驱动机构为俯仰电机,所述俯仰电机的输出轴与俯仰连杆的铰接点同轴设置并且固定连接。
14、进一步的,所述固定架为l形,所述固定架的竖板上设有用于固定焊枪的通孔,所述固定架的横板上设有用于连接气动肌腱的固定孔。
15、与现有技术相比,本发明所达到的有益效果是:
16、1、本发明能够使焊枪进行围绕管道的周转运动和沿着管道轴线的纵向运动,以此实现了管道的全路径焊接,充分设计了焊点位置的柔性支撑和抗干扰,保证了在复杂的设备安装和使用环境下的自动焊接效果,其环境适应性高、焊接轨迹可自由调整且稳定性好,实际使用效果好,利于推广;
17、2、本发明通过使凸台之间的转轴带着v形凸起不断的嵌入v形凹槽内,使得焊接平台可以在圆周履带上攀爬,最终形成圆周运动,其运行平稳,稳固牢靠,抗环境干扰能力强,提升了焊接的准确性;
18、3、本发明通过支撑杆可减少焊接模和直线驱动模组向前伸出时高挠度的影响,并对焊接模组产生的震动、跳变等也有一定程度的缓冲作用,而万向轮则保证了焊接模组等结构在管壁上做移动时,支撑杆既可以支撑、发挥作用,也不会影响移动的流畅性。
技术特征:
1.一种全路径水利管道自动焊接装置,其特征在于,包括:圆周履带(1)和能够沿圆周履带(1)位移的焊接平台(2),所述焊接平台(2)上设有旋转驱动机构(3),所述旋转驱动机构(3)的输出端传动连接有链轮(4),所述圆周履带(1)上设有支撑固件(5),所述支撑固件(5)上设有链条(6),所述链条(6)呈环状套设于圆周履带(1)外且与链轮(4)相啮合;
2.根据权利要求1所述的全路径水利管道自动焊接装置,其特征在于,所述焊接平台(2)包括工作台(2a)、设有工作台(2a)底部两侧的凸台(2b)、转动连接于凸台(2b)之间的转轴(2c)和设于转轴(2c)周向外壁上的多个v形凸起(2d),所述圆周履带(1)由多个履带组件(1a)连接而成,所述履带组件(1a)上设有与v形凸起(2d)相适配的v形凹槽(1a1),以此使焊接平台(2)能够沿圆周履带(1)进行位移。
3.根据权利要求1所述的全路径水利管道自动焊接装置,其特征在于,所述往复连杆(8)靠近水利管道的一侧设有支撑杆(11),所述支撑杆(11)的末端设有万向轮(12)。
4.根据权利要求1所述的全路径水利管道自动焊接装置,其特征在于,所述旋转驱动机构(3)包括周转电机(3a)和与周转电机(3a)电连的电控箱(3b),所述周转电机(3a)的输出轴与链轮(4)固定连接。
5.根据权利要求2所述的全路径水利管道自动焊接装置,其特征在于,所述履带组件(1a)的底部滑动连接有剪式支架(13),所述剪式支架(13)内设有弹簧(14)。
6.根据权利要求2所述的全路径水利管道自动焊接装置,其特征在于,所述圆周履带(1)设有两组,两组所述圆周履带(1)之间设有环状带(15),所述环状带(15)的表面为具有弹性的光洁面。
7.根据权利要求6所述的全路径水利管道自动焊接装置,其特征在于,所述链条(6)上设有用于调节链条(6)松紧的连接组块(16),所述环状带(15)上设有固定片(17),所述支撑固件(5)设于固定片(17)上,所述支撑固件(5)固定套设于链条(6)上。
8.根据权利要求2所述的全路径水利管道自动焊接装置,其特征在于,所述工作台(2a)的侧壁上设有用于支撑链条(6)的支撑轮(18)。
9.根据权利要求1所述的全路径水利管道自动焊接装置,其特征在于,所述俯仰驱动机构(10)为俯仰电机,所述俯仰电机的输出轴与俯仰连杆(9)的铰接点同轴设置并且固定连接。
10.根据权利要求1所述的全路径水利管道自动焊接装置,其特征在于,所述固定架(18b)为l形,所述固定架(18b)的竖板上设有用于固定焊枪(18a)的通孔,所述固定架(18b)的横板上设有用于连接气动肌腱(18c)的固定孔。
技术总结
本发明公开了一种管道焊接技术领域的全路径水利管道自动焊接装置,旨在解决现有技术中的自动焊接装置存在的环境适应性一般、焊接轨迹无法自由调整和稳定性较差的问题。包括圆周履带、焊接平台、旋转驱动机构、链轮、支撑固件、链条、直线驱动模组、往复连杆、俯仰连杆和俯仰驱动机构,俯仰连杆的一端设有焊接模组,焊接模组包括焊枪、固定架、气动肌腱和扭转电机;本发明适用于水利管道焊接,能够使焊枪进行周转运动和纵向运动,可实现管道的全路径焊接,并充分设计了焊点位置的柔性支撑和抗干扰,保证了在复杂的设备安装和使用环境下的自动焊接效果,其环境适应性高、焊接轨迹可自由调整且稳定性好,实际使用效果佳,利于推广。
技术研发人员:段吉鸿,代猛,张学森,陈志刚,赵燕,张晓勤,黄芳,刘士溧,张振国,谢坤,代翔,张广勇,李大勇
受保护的技术使用者:红河哈尼族彝族自治州水利水电工程地质勘察咨询规划研究院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!