一种轧辊冷却水状态监测系统及控制方法与流程
本申请涉及轧钢,特别涉及一种轧辊冷却水状态监测系统及控制方法。
背景技术:
1、在热轧生产线中,轧辊冷却水用来给轧辊提供冷却,轧辊冷却水停止供给会造成轧辊因辊身过热出现剥落、断辊等事故。现有方法对轧辊冷却水的供给情况的判断较单一,且容易出现误诊断,造成误判信号使轧机停车压钢。因此,需要一种稳定可靠的轧辊冷却水状态监测控制方法,避免误检测造成的轧机停车压钢事故。
2、基于此,如何对轧辊冷却水的供给情况进行实时稳定的监测,保证轧辊以及轧制设备的安全性,提高产线的生产效率,是亟待解决的技术问题。
技术实现思路
1、本申请的目的在于提供一种轧辊冷却水状态监测系统及控制方法,本申请解决了现有技术中对轧辊冷却水的供给情况的判断较单一,且容易出现误诊断的问题,本申请提出的方案通过综合监测轧辊冷却水的压力、水流量以及图像识别技术,能够准确判断轧辊冷却水是否正常供给,提高了轧辊冷却水供给状态监测的可靠性和稳定性,避免误检测造成的轧机停车压钢事故。
2、具体的,本申请采用如下技术方案:
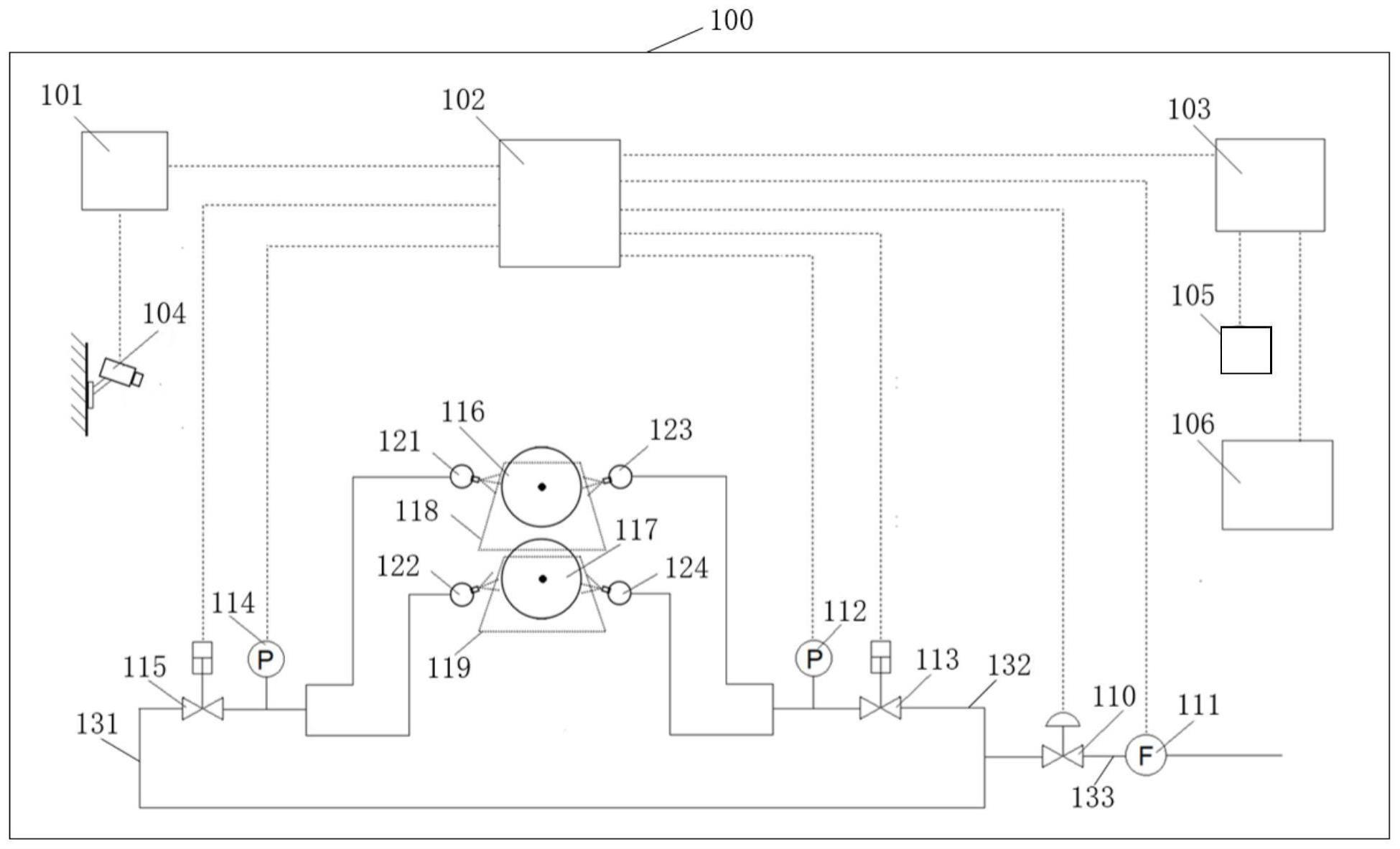
3、根据本申请实施例的第一方面,提供了一种轧辊冷却水状态监测系统,所述系统包括:轧辊,所述轧辊由上轧辊和下轧辊组成;冷却水系统,所述冷却水系统用于为所述轧辊的轧辊入口侧和轧辊出口侧提供冷却水,以对所述轧辊进行冷却降温;冷却水监测系统,所述冷却水监测系统用于监测所述冷却水系统对所述轧辊入口侧和所述轧辊出口侧的冷却水供给情况。
4、在本申请的一些实施例中,基于前述方案,所述冷却水系统包括轧辊入口侧集水管和轧辊出口侧集水管;所述轧辊入口侧集水管用于为所述轧辊入口侧提供冷却水,所述轧辊出口侧集水管用于为所述轧辊出口侧提供冷却水。
5、在本申请的一些实施例中,基于前述方案,所述轧辊入口侧集水管包括第一集水管和第二集水管,所述轧辊出口侧集水管包括第三集水管和第四集水管;所述第一集水管和所述第二集水管分别为所述轧辊的上轧辊入口侧和下轧辊入口侧提供冷却水,所述第三集水管和所述第四集水管分别为所述轧辊的上轧辊出口侧和下轧辊出口侧提供冷却水。
6、在本申请的一些实施例中,基于前述方案,所述第一集水管和所述第二集水管通过第一管路进行供水,所述第三集水管和所述第四集水管通过第二管路进行供水。
7、在本申请的一些实施例中,基于前述方案,所述第一管路和所述第二管路通过总供水管路进行供水;所述总供水管路上安装有总管路调节阀和总管路流量传感器;所述第一管路上安装有第一开关阀和第一压力传感器;所述第二管路上安装有第二开关阀和第二压力传感器。
8、在本申请的一些实施例中,基于前述方案,所述冷却水监测系统包括检测控制器,所述总管路流量传感器、所述第一压力传感器、所述第二压力传感器与所述检测控制器连接,所述检测控制器用于接收所述总管路流量传感器反馈的水流量值,接收所述第一压力传感器反馈的第一水压值,接收所述第二压力传感器反馈的第二水压值。
9、在本申请的一些实施例中,基于前述方案,所述冷却水监测系统还包括图像采集装置和图像识别控制器,所述图像采集装置和所述图像识别控制器连接,所述图像识别控制器与所述检测控制器连接;所述图像采集装置用于获取所述轧辊入口侧和所述轧辊出口侧的水流扇面图像,所述图像识别控制器用于对所述水流扇面图像进行处理和识别,并将识别数据反馈至所述检测控制器。
10、在本申请的一些实施例中,基于前述方案,所述系统还包括状态判断控制器和轧机主速控制器,所述状态判断控制器与所述检测控制器连接,所述状态判断控制器用于根据所述检测控制器传输的所述水流量值、所述第一水压值、所述第二水压值、所述识别数据对所述冷却水系统的冷却水供给情况进行判断,生成判断数据;所述状态判断控制器与所述轧机主速控制器连接,用于根据所述判断数据确定是否对所述轧机主速控制器下发停车控制信号,以控制所述轧机停车。
11、根据本申请实施例的第二方面,提供了一种轧辊冷却水状态监测系统的控制方法,所述轧辊冷却水状态监测系统的控制方法应用于如本申请实施例第一方面所述的轧辊冷却水状态监测系统的控制系统,所述方法包括:s1,在所述轧辊工作过程中,所述检测控制器实时获取所述总管路流量传感器的水流量值,所述第一管路的第一水压值,所述第二管路的第二水压值以及所述图像识别控制器的识别数据;s2,所述检测控制器将所述水流量值、所述第一水压值、所述第二水压值、所述识别数据传输给所述状态判断控制器,所述状态判断控制器根据所述水流量值、所述第一水压值、所述第二水压值、所述识别数据对所述冷却水系统的冷却水供给情况进行判断,生成判断数据;s3,所述状态判断控制器根据所述判断数据确定是否对所述轧机主速控制器下发停车控制信号,以控制所述轧机停车。
12、在本申请的一些实施例中,基于前述方案,所述方法还包括:
13、如果所述判断数据中包括:所述水流量值低于预设水流量值和所述识别数据中未存在水流扇面图像同时成立,则控制所述状态判断控制器对所述轧机主速控制器下发停车控制信号,以控制所述轧机停车;如果所述判断数据中包括:所述水流量值低于预设水流量值,所述识别数据中未存在水流扇面图像,所述第一水压值低于第一预设水压值,第二水压值低于第二预设水压值中任意一个成立,且所述水流量值低于预设水流量值和所述识别数据中未存在水流扇面图像不同时成立,则进行报警。
14、由上述技术方案可知,本申请至少具有如下优点和积极效果:
15、采用本申请提出的方案,可以解决现有技术中对轧辊冷却水的供给情况的判断较单一,且容易出现误诊断的问题,本申请提出的方案通过综合监测轧辊冷却水的压力、水流量以及图像识别技术,能够准确判断轧辊冷却水是否正常供给,提高了轧辊冷却水供给状态监测的可靠性和稳定性,避免误检测造成的轧机停车压钢事故。
技术特征:
1.一种轧辊冷却水状态监测系统,其特征在于,所述系统包括:
2.根据权利要求1所述的系统,其特征在于,所述冷却水系统包括轧辊入口侧集水管和轧辊出口侧集水管;所述轧辊入口侧集水管用于为所述轧辊入口侧提供冷却水,所述轧辊出口侧集水管用于为所述轧辊出口侧提供冷却水。
3.根据权利要求2所述的系统,其特征在于,所述轧辊入口侧集水管包括第一集水管和第二集水管,所述轧辊出口侧集水管包括第三集水管和第四集水管;所述第一集水管和所述第二集水管分别为所述轧辊的上轧辊入口侧和下轧辊入口侧提供冷却水,所述第三集水管和所述第四集水管分别为所述轧辊的上轧辊出口侧和下轧辊出口侧提供冷却水。
4.根据权利要求3所述的系统,其特征在于,所述第一集水管和所述第二集水管通过第一管路进行供水,所述第三集水管和所述第四集水管通过第二管路进行供水。
5.根据权利要求4所述的系统,其特征在于,所述第一管路和所述第二管路通过总供水管路进行供水;所述总供水管路上安装有总管路调节阀和总管路流量传感器;所述第一管路上安装有第一开关阀和第一压力传感器;所述第二管路上安装有第二开关阀和第二压力传感器。
6.根据权利要求5所述的系统,其特征在于,所述冷却水监测系统包括检测控制器,所述总管路流量传感器、所述第一压力传感器、所述第二压力传感器与所述检测控制器连接,所述检测控制器用于接收所述总管路流量传感器反馈的水流量值,接收所述第一压力传感器反馈的第一水压值,接收所述第二压力传感器反馈的第二水压值。
7.根据权利要求6所述的系统,其特征在于,所述冷却水监测系统还包括图像采集装置和图像识别控制器,所述图像采集装置和所述图像识别控制器连接,所述图像识别控制器与所述检测控制器连接;所述图像采集装置用于获取所述轧辊入口侧和所述轧辊出口侧的水流扇面图像,所述图像识别控制器用于对所述水流扇面图像进行处理和识别,并将识别数据反馈至所述检测控制器。
8.根据权利要求7所述的系统,其特征在于,所述系统还包括状态判断控制器和轧机主速控制器,所述状态判断控制器与所述检测控制器连接,所述状态判断控制器用于根据所述检测控制器传输的所述水流量值、所述第一水压值、所述第二水压值、所述识别数据对所述冷却水系统的冷却水供给情况进行判断,生成判断数据;
9.一种轧辊冷却水状态监测系统的控制方法,其特征在于,所述方法应用于如权利要求8所述的轧辊冷却水状态监测系统,所述方法包括:
10.根据权利要求9所述的方法,其特征在于,所述方法还包括:
技术总结
本申请提供了一种轧辊冷却水状态监测系统及控制方法,其中,所述系统包括:轧辊,所述轧辊由上轧辊和下轧辊组成;冷却水系统,所述冷却水系统用于为所述轧辊的轧辊入口侧和轧辊出口侧提供冷却水,以对所述轧辊进行冷却降温;冷却水监测系统,所述冷却水监测系统用于监测所述冷却水系统对所述轧辊入口侧和所述轧辊出口侧的冷却水供给情况。本申请解决了现有技术中对轧辊冷却水的供给情况的判断较单一,且容易出现误诊断的问题,本申请提出的方案通过综合监测轧辊冷却水的压力、水流量以及图像识别技术,能够准确判断轧辊冷却水是否正常供给,提高了轧辊冷却水供给状态监测的可靠性和稳定性,避免误检测造成的轧机停车压钢事故。
技术研发人员:肖胜亮,刘岩,潘彪,李继新,王立辉,王胜东,于键,郑金其,吴迪,王英杰
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!