采用电磁定位装置进行定位的LNG储罐壁板定位方法与流程
本发明涉及lng储罐建造,特别涉及采用电磁定位装置进行定位的lng储罐壁板定位方法。
背景技术:
1、目前,大型lng低温储罐主要分为单容罐、双容罐、全容罐三种类型,全容型储罐由内罐和外罐组成,此二者共同构成一个完整的储罐,内罐是储存液体产品的自撑式钢制罐,而外罐则是具有拱顶的自支撑钢制或混凝土储罐,由于lng存储温度为-163℃,因此需要在外罐与内罐之间的环形空间内填充珍珠岩颗粒,来对内罐内的lng进行保冷。
2、低温钢制内罐、低温钢制外罐和常温钢制外罐采用许用应力法进行设计,低温钢制内罐和低温钢制外罐的材料采用奥氏体不锈钢或9%ni钢。单容罐目前主要有低温钢制内罐、罐底保冷层、基础、基础加热系统、挠性保冷密封、吊顶、常温钢制罐顶、松散保冷填料、常温钢制外罐(不能盛装液化天然气)、拦蓄堤组成;双容罐由低温钢制内罐、低温钢制外罐、预应力混凝土、罐底保冷层、基础、基础加热系统、挠性保冷密封、吊顶(保冷层)、常温钢制罐顶、松散的保冷填料、常温钢制外罐(不能盛装液化天然气)、顶盖(挡雨板);全容罐由低温钢制内罐、低温钢制外罐、罐底保冷层、基础、基础加热系统、挠性保冷密封、吊顶(保冷层)、常温钢制灌顶、松散的保冷填料、混凝土灌顶、预应力混凝土外罐组成;薄膜罐由低温钢制内罐、预应力混凝土外罐、罐底保冷层、基础、基础加热系统、挠性保冷密封、吊顶(保冷层)、混凝土外罐内侧保冷层组成。
3、在现有技术中,针对这种大型lng储罐的安装国内使用的规范主要是:gb/t26978:2021现场组装立式圆筒平底钢质液化天然气储罐的设计与建造。
4、但是,现有的安装方法不但耗费大量的人工,而且对u型卡固定位置的打磨会使壁板的母板大面积受损伤、甚至破坏该部位的力学性能,影响使用效果。
5、因此,如何提升lng储罐壁板焊接的施工效率,消除现有技术具有的安全隐患成为本领域技术人员亟需解决的技术问题。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明提供采用电磁定位装置进行定位的lng储罐壁板定位方法,实现的目的是提升lng储罐壁板焊接的施工效率,消除现有技术具有的安全隐患。
2、为实现上述目的,本发明公开了采用电磁定位装置进行定位的lng储罐壁板定位方法,包括设置在lng储罐需要焊接的壁板的内侧或者外侧的电磁定位装置;电磁定位装置包括最少四个电磁吸力器;
3、多个所述电磁吸力器均设置在支架上,形成竖直方向最少2行水平方向最少2列的矩形阵列;
4、每一所述电磁吸力器均包括能够沿水平方向伸缩的伸缩装置及电磁铁;
5、所述支架包括与所述矩形阵列的列数相对应的导向杆;
6、每一所述伸缩装置的一端均与相应的所述导向杆呈移动副连接,并均能够通过紧固件与相应的所述导向杆进行固定,另一端均沿水平方向指向所述壁板需要进行焊接的壁板单元,并均设有所述电磁铁;
7、每一所述电磁铁均通过设置在所述支架的控制器进行控制,根据所述控制器输出的电能产生相应的电磁力吸附相应位置的所述壁板单元;
8、焊接步骤如下:
9、步骤1、根据所述lng储罐的设计要求,确定所述lng储罐的所述壁板从上向下包括的环数,以及每一所述环包括多少块壁板单元;
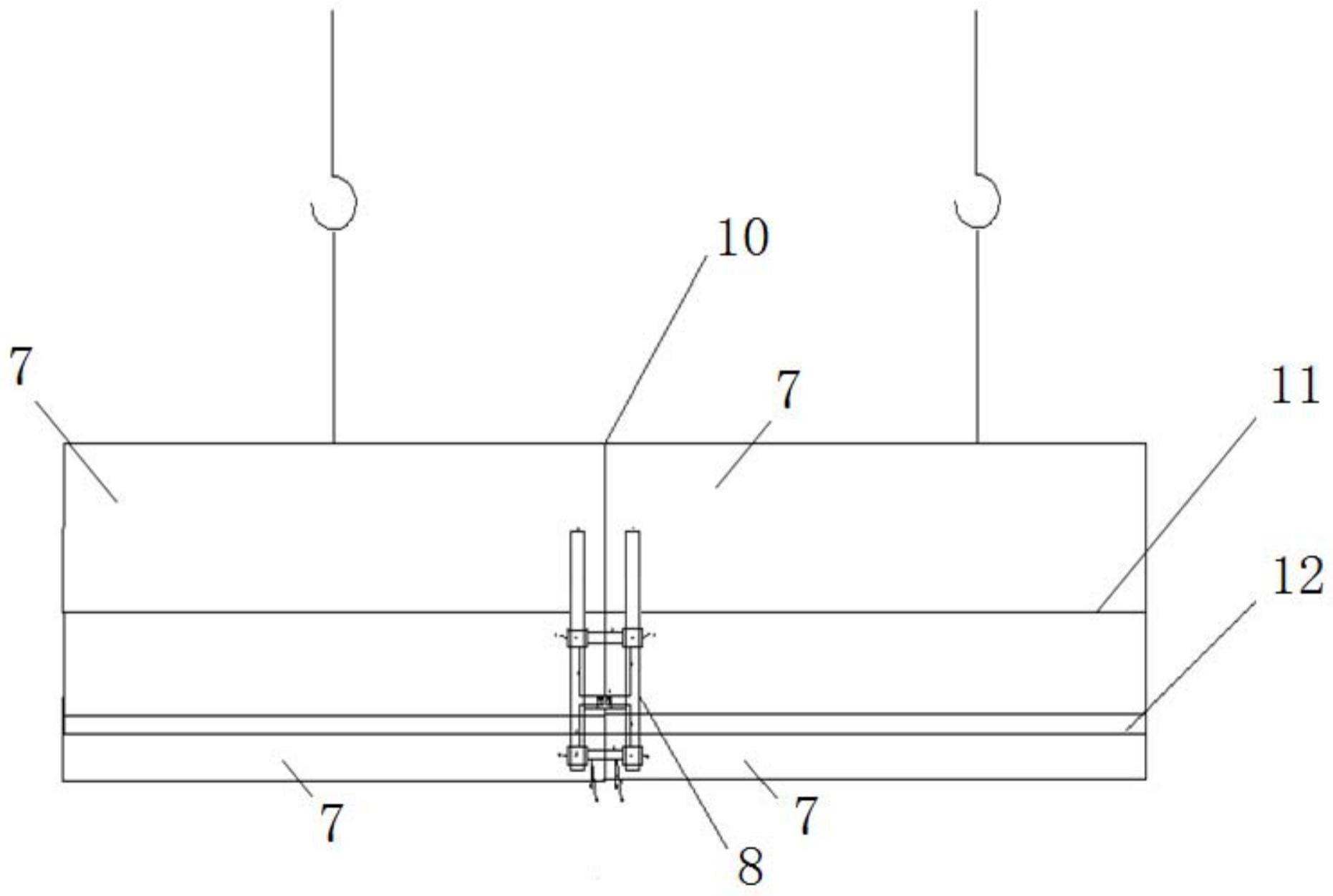
10、步骤2、在每一所述环的每两块相邻的所述壁板单元之间的所述竖向焊缝位置均设置所述电磁定位装置;
11、将每一所述电磁定位装置的两根以上的所述导向杆间的中间位置均与相应的所述竖向焊缝对齐,使位于所述位于所述竖向焊缝两侧的所有所述电磁吸力器分别对应两块相应的所述壁板单元;
12、步骤3、吊装需要焊接的所有所述壁板单元就位,并设置u型槽钢固定胀圈,开启所述电磁吸力器通过相应的所述电磁铁吸附所有所述壁板单元;
13、步骤4、调节每一所述伸缩装置,使所有所述壁板单元对应所述lng储罐的所述外侧壁和所述内侧壁的两个面对齐达到设计要求;
14、步骤5、点焊固定然后焊接所有已经对齐的所述壁板单元的竖向焊缝,形成一环,并拆除所述u型槽钢固定胀圈;
15、步骤6、将已经完成焊接的所述壁板单元吊起,并再次执行步骤2至步骤5,形成下一环所述壁板单元,并将下一环所述壁板单元的上端与已经吊起的一环以上的所述壁板单元的下端之间进行焊接形成横向焊缝,直至所述壁板焊接完成。
16、优选的,焊接所述横向焊缝的步骤如下:
17、步骤6.1、调整所有所述电磁吸力器在相应的所述导向杆的位置,使每一靠近相应的所述导向杆上端的所述电磁吸力器均位于所述横向焊缝的上方,使每一靠近相应的所述导向杆下端的所述电磁吸力器均位于所述横向焊缝的下方;
18、步骤6.2、开启所述电磁吸力器通过相应的所述电磁铁吸附相应的所述壁板单元;
19、步骤6.3、调节每一所述伸缩装置,使两环所述壁板单元对应所述lng储罐的所述外侧壁和所述内侧壁的两个面对齐达到设计要求;
20、步骤6.4、点焊固定然后焊接每两环已经对齐部分的所述横向焊缝;
21、步骤6.5、环绕所述横向焊缝调整每一所述电磁定位装置的位置至所述横向焊缝的下一个焊接位,重复执行步骤6.2至步骤6.4至完成相应的所述横向焊缝的焊接。
22、优选的,相邻,且对应所述矩形阵列同一行的每两个所述电磁吸力器之间均设有与水平方向平行的水平连接杆,均通过相应的所述水平连接杆固定连接。
23、优选的,所述伸缩装置为带刻度的电动伸缩杆。
24、优选的,每一所述伸缩装置与相应的所述导向杆连接的一端均设有与相应的所述导向杆匹配呈间隙配合的孔,且相应的所述孔的孔壁均设有紧定螺钉作为所述紧固件。
25、优选的,所述支架的下端设置在环形轨道上;
26、所述环形轨道环绕lng储罐的所述外侧壁或者所述内侧壁设置,与所述支架之间设有可解锁的锁紧装置。
27、本发明的有益效果:
28、本发明的应用能够提升lng储罐壁板焊接的施工效率,消除现有技术具有的安全隐患。
29、本发明与现有技术相比,不需要焊接很多u型固定件,也不需要焊接完毕后还要切割掉并打磨,可以省去大量的人工费,更加节省工期,还降低了对大型lng储罐壁板母板的损伤,比如当大型lng储罐壁板母板打磨深度达到一定值时,将导致该块壁板无法再使用这种问题。
30、以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
技术特征:
1.采用电磁定位装置进行定位的lng储罐壁板定位方法;其特征在于,包括设置在lng储罐需要焊接的壁板的内侧或者外侧的电磁定位装置(8);电磁定位装置(8)包括最少四个电磁吸力器(1);
2.根据权利要求1所述的采用电磁定位装置进行定位的lng储罐壁板定位方法,其特征在于,焊接所述横向焊缝(11)的步骤如下:
3.根据权利要求1所述的采用电磁定位装置进行定位的lng储罐壁板定位方法,其特征在于,相邻,且对应所述矩形阵列同一行的每两个所述电磁吸力器(1)之间均设有与水平方向平行的水平连接杆,均通过相应的所述水平连接杆固定连接。
4.根据权利要求1所述的采用电磁定位装置进行定位的lng储罐壁板定位方法,其特征在于,所述伸缩装置(2)为带刻度的电动伸缩杆。
5.根据权利要求1所述的采用电磁定位装置进行定位的lng储罐壁板定位方法,其特征在于,每一所述伸缩装置(2)与相应的所述导向杆(4)连接的一端均设有与相应的所述导向杆(4)匹配呈间隙配合的孔,且相应的所述孔的孔壁均设有紧定螺钉作为所述紧固件(5)。
6.根据权利要求1所述的采用电磁定位装置进行定位的lng储罐壁板定位方法,其特征在于,所述支架(9)的下端设置在环形轨道上;
技术总结
本发明公开了采用电磁定位装置进行定位的LNG储罐壁板定位方法;步骤如下:1、确定LNG储罐的壁板包括多少环,以及每一环包括多少块壁板单元;2、在每一竖向焊缝位置均设置电磁定位装置;3、吊装需要焊接的所有壁板单元就位,开启电磁吸力器通过相应的电磁铁吸附所有壁板单元;4、调节每一伸缩装置;5、点焊固定然后焊接所有已经对齐的壁板单元的竖向焊缝,形成一环;6、将已经完成焊接的壁板单元吊起,并再次执行步骤2至步骤5,形成下一环壁板单元,并将下一环壁板单元的上端与已经吊起的一环以上的壁板单元的下端之间进行焊接形成横向焊缝,直至完成。本发明能够提升LNG储罐壁板焊接的施工效率,消除现有技术具有的安全隐患。
技术研发人员:尹雷明,张华,刘翔
受保护的技术使用者:上海能源建设集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!