一种抑制CFRP轮廓毛刺缺陷的铣削刀具及其使用方法与流程
本发明涉及刀具,特别是涉及一种抑制cfrp轮廓毛刺缺陷的铣削刀具及其使用方法。
背景技术:
1、碳纤维复合材料cfrp因其优异的性能,在航空航天等高端装备领域应用广泛。但由于cfrp的力学性能呈现各向异性,且层间结合强度较低,是典型的难加工材料,铣削过程中的常见问题是刀具磨损快、易形成毛刺、分层、崩边等缺陷。
2、现有技术中,提出了公开号为cn213857298u,授权公告日为2021年08月03日的中国实用新型专利文件,该专利文献所公开的技术方案如下:一种用于碳纤维构件轮廓高速铣削刀具,包括硬质合金的刀体和刀柄,刀体和刀柄相连,刀体上分布有三个刀片,三个刀片形成刀片组,刀片的刀齿设置侧面,且刀齿设置有波浪形刃口,其中刀片a的第一个刀齿中心与刀片端头的距离小于刀片b的第一个刀齿中心与刀片端头的距离,刀片b的第一个刀齿中心与刀片端头的距离小于刀片c的第一个刀齿中心与刀片端头的距离,三个刀片的波浪形刃口相互之间为交错分布。
3、上述技术方案在实际使用过程中,会出现以下问题:该刀具能有效提高加工效率,且刀具寿命较之常规的菠萝铣刀及左右旋交错立铣刀提高了11.5倍,加工效率提高了9倍,但使用该刀具大摆角切削时存在分层、毛刺等损伤。
4、目前能有效抑制cfrp铣削损伤的加工刀具有:
5、1)菠萝铣刀:菠萝铣刀的特点是刀具周向布满密级的右旋刀刃以及左螺旋槽。相比传统刀具,由于大大增加了每转参与切削的刀刃数量,使得每个右旋刀刃的切削力得以降低。交叉的左右螺旋槽,将连续的刀刃变为微齿单元,其左旋部分也能参与切削,因此降低了法向切削力。虽然左右旋刀刃对表层纤维形成一定的剪切作用,但并不能完全抑制毛刺的产生。
6、2)左右旋交错立铣刀:该刀具下部为右旋切削刃,上部为左旋切削刃。在切削加工时,需控制刀具上下两部分交汇处位于被加工材料厚度的中心,使刀具对cfrp上下表层的轴向切削力均指向材料内部,以达到降低轴向合力并去除加工表面毛刺的目的。但在加工厚度变化区域时,难以控制刀具上下两部分交汇处始终位于材料厚度中心,并且在加工曲率较小的曲面轮廓时,左右旋切削刃无法同时切削材料,此时的切削效果与普通立铣刀类似,仍然存在毛刺。同时由于交错铣刀切削刃较少,刀刃受切削反力作用较大,在切削cfrp这种硬脆性材料时刀刃易磨损,影响左右旋刀刃抑制毛刺的效果。
技术实现思路
1、为解决上述技术问题,本发明提出了一种抑制cfrp轮廓毛刺缺陷的铣削刀具及其使用方法,能有效解决无法抑制边缘毛刺等损伤的问题,能提高cfrp加工质量。
2、本发明是通过采用下述技术方案实现的:
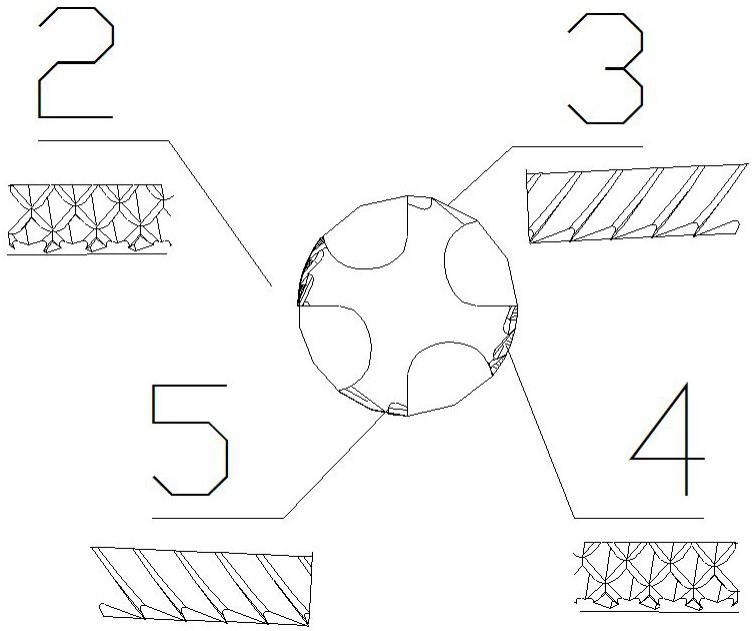
3、一种抑制cfrp轮廓毛刺缺陷的铣削刀具,所述铣削刀具呈十字分布,沿周向依次包括第一菠萝刃、右旋切削刃、第二菠萝刃和左旋切削刃;所述第一菠萝刃和第二菠萝刃上分别设置有若干第一微齿单元,相邻两个第一微齿单元的端面之间形成有楔形夹角,用于使第一菠萝刃形成对cfrp的向下的剪切合力,使第二菠萝刃形成对cfrp的向上的剪切合力;所述左旋切削刃和右旋切削刃交错使用,所述右旋切削刃形成向上的切削轴向力,用于切除第一菠萝刃产生的毛刺;所述左旋切削刃形成向下的切削轴向力,用于切除第二菠萝刃产生的毛刺。
4、所述楔形夹角的范围为5°~12°。
5、所述右旋切削刃和左旋切削刃上分别设置有若干第二微齿单元,所述第二微齿单元之间形成有第二螺旋槽。
6、所述第一菠萝刃和右旋切削刃之间、右旋切削刃和第二菠萝刃之间、第二菠萝刃和左旋切削刃之间以及左旋切削刃和第一菠萝刃之间形成有排屑槽。
7、所述第一菠萝刃、右旋切削刃、第二菠萝刃和左旋切削刃由pcd材料制成,所述铣削刀具为整体焊接式结构。
8、在刀具旋转时,所述左旋切削刃的螺旋线方向指向铣削刀具端面向下,所述右旋切削刃的螺旋线方向指向铣削刀具柄部朝上。
9、一种抑制cfrp轮廓毛刺缺陷的铣削刀具的使用方法,旋转铣削刀具,依次完成以下四个阶段并循环:第一菠萝刃切削阶段、右旋切削刃切削阶段、第二菠萝刃切削阶段和左旋切削刃切削阶段;以任意一个阶段开始,使得所述左旋切削刃和右旋切削刃交错使用,右旋切削刃切除第一菠萝刃产生的毛刺,左旋切削刃切除第二菠萝刃产生的毛刺。
10、第一菠萝刃切削阶段时,第一菠萝刃的相邻第一微齿单元形成的剪切合力向下,cfrp受向下的轴向合力作用;右旋切削刃切削阶段时,切削轴向力朝上,能切除第一菠萝刃形成的下表面毛刺。
11、第二菠萝刃切削阶段时,第二菠萝刃的相邻第一微齿单元形成的剪切合力向上,cfrp受向上的轴向合力作用;左旋切削刃切削阶段时,切削轴向力朝上,能切除第二菠萝刃形成的上表面毛刺。
12、与现有技术相比,本发明的有益效果表现在:
13、1、本发明中,沿刀具的周向方向,所述第一菠萝刃和第二菠萝刃间隔设置,所述左旋切削刃和右旋切削刃间隔设置,并且由于第一菠萝刃和第二菠萝刃中的相邻两个第一微齿单元的端面之间形成有楔形夹角,使得第一菠萝刃的第一微齿单元对上层cfrp形成向下的剪切作用,剪切效果好且能有效抑制上表面毛刺的形成,第二菠萝刃的第一微齿单元对下层cfrp形成向上的剪切作用,能有效抑制下表面毛刺的形成。而左旋切削刃和右旋切削刃交错使用,第一菠萝刃在下表面产生的毛刺将被右旋切削刃切除,第二菠萝刃在上表面产生的毛刺将被左旋切削刃切除。在交替作用下,cfrp上下表面边缘均不会残留毛刺。
14、进一步的,相比现有技术中的菠萝铣刀,本发明包括间隔设置的第一菠萝刃和第二菠萝刃,在保留菠萝铣刀优点的同时,在大切宽加工时还能降低工件所受的轴向切削合力。
15、相比现有技术中的左右旋交错立铣刀,本发明的左旋切削刃和右旋切削刃布满整个切削区域,使用过程中不需要控制刀具与工件材料厚度中心的相对位置,可以用于复杂型面轮廓的加工。
16、2、所述右旋切削刃和左旋切削刃上分别设置有若干第二微齿单元,可以使得所述铣削刀具上密布着大量的第一微齿单元和第二微齿单元,在切削cfrp时,增加了单位时间内参与切削的微齿单元数量,减少了单个微齿单元去除的材料体积,从而降低了单个微齿单元受力,提高了刀具使用寿命。
17、3、排屑槽的设置,能解决现有技术中第一螺旋槽和第二螺旋槽较浅,导致排屑能力差的问题,利于切削加工。
技术特征:
1.一种抑制cfrp轮廓毛刺缺陷的铣削刀具,其特征在于:所述铣削刀具(1)呈十字分布,沿周向依次包括第一菠萝刃(2)、右旋切削刃(5)、第二菠萝刃(4)和左旋切削刃(3);所述第一菠萝刃(2)和第二菠萝刃(4)上分别设置有若干第一微齿单元(6),相邻两个第一微齿单元(6)的端面之间形成有楔形夹角,用于使第一菠萝刃(2)形成对cfrp(8)的向下的剪切合力,使第二菠萝刃(4)形成对cfrp(8)的向上的剪切合力;所述左旋切削刃(3)和右旋切削刃(5)交错使用,所述右旋切削刃(5)形成向上的切削轴向力,用于切除第一菠萝刃(2)产生的毛刺;所述左旋切削刃(3)形成向下的切削轴向力,用于切除第二菠萝刃(4)产生的毛刺。
2.根据权利要求1所述的一种抑制cfrp轮廓毛刺缺陷的铣削刀具,其特征在于:所述楔形夹角的范围为5°~12°。
3.根据权利要求2所述的一种抑制cfrp轮廓毛刺缺陷的铣削刀具,其特征在于:所述右旋切削刃(5)和左旋切削刃(3)上分别设置有若干第二微齿单元(7),所述第二微齿单元(7)之间形成有第二螺旋槽。
4.根据权利要求3所述的一种抑制cfrp轮廓毛刺缺陷的铣削刀具,其特征在于:所述第一菠萝刃(2)和右旋切削刃(5)之间、右旋切削刃(5)和第二菠萝刃(4)之间、第二菠萝刃(4)和左旋切削刃(3)之间以及左旋切削刃(3)和第一菠萝刃(2)之间形成有排屑槽。
5.根据权利要求1所述的一种抑制cfrp轮廓毛刺缺陷的铣削刀具,其特征在于:所述第一菠萝刃(2)、右旋切削刃(5)、第二菠萝刃(4)和左旋切削刃(3)由pcd材料制成,所述铣削刀具(1)为整体焊接式结构。
6.根据权利要求1所述的一种抑制cfrp轮廓毛刺缺陷的铣削刀具,其特征在于:在刀具旋转时,所述左旋切削刃(3)的螺旋线方向指向铣削刀具(1)端面向下,所述右旋切削刃(5)的螺旋线方向指向铣削刀具(1)柄部朝上。
7.一种抑制cfrp轮廓毛刺缺陷的铣削刀具的使用方法,其特征在于:旋转铣削刀具(1),依次完成以下四个阶段并循环:第一菠萝刃(2)切削阶段、右旋切削刃(5)切削阶段、第二菠萝刃(4)切削阶段和左旋切削刃(3)切削阶段;以任意一个阶段开始,使得所述左旋切削刃(3)和右旋切削刃(5)交错使用,右旋切削刃(5)切除第一菠萝刃(2)产生的毛刺,左旋切削刃(3)切除第二菠萝刃(4)产生的毛刺。
8.根据权利要求7所述的一种抑制cfrp轮廓毛刺缺陷的铣削刀具的使用方法,其特征在于:第一菠萝刃(2)切削阶段时,第一菠萝刃(2)的相邻第一微齿单元(6)形成的剪切合力向下,cfrp(8)受向下的轴向合力作用;右旋切削刃(5)切削阶段时,切削轴向力朝上,能切除第一菠萝刃(2)形成的下表面毛刺。
9.根据权利要求7所述的一种抑制cfrp轮廓毛刺缺陷的铣削刀具的使用方法,其特征在于:第二菠萝刃(4)切削阶段时,第二菠萝刃(4)的相邻第一微齿单元(6)形成的剪切合力向上,cfrp(8)受向上的轴向合力作用;左旋切削刃(3)切削阶段时,切削轴向力朝上,能切除第二菠萝刃(4)形成的上表面毛刺。
技术总结
本发明涉及刀具技术领域,特别是涉及一种抑制CFRP轮廓毛刺缺陷的铣削刀具及其使用方法,所述铣削刀具呈十字分布,沿周向依次包括第一菠萝刃、右旋切削刃、第二菠萝刃和左旋切削刃;第一菠萝刃和第二菠萝刃上分别设置有若干第一微齿单元,相邻两个第一微齿单元的端面之间形成有楔形夹角,使第一菠萝刃形成对CFRP的向下的剪切合力,使第二菠萝刃形成对CFRP的向上的剪切合力;左旋切削刃和右旋切削刃交错使用,右旋切削刃形成向上的切削轴向力,用于切除第一菠萝刃产生的毛刺;左旋切削刃形成向下的切削轴向力,用于切除第二菠萝刃产生的毛刺。通过本铣削刀具及其使用方法,能有效解决无法抑制边缘毛刺等损伤的问题,能提高CFRP加工质量。
技术研发人员:袁信满,胡智钦,罗潘,袁田,侯珺森,杜晓文,王建芳,刘中和,王志超
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!