一种实现同序切边上翻与侧翻的复合模具及其冲压工艺的制作方法
本发明涉及汽车冲压修边整形模具,尤其是涉及一种实现同序切边上翻与侧翻的复合模具及其冲压工艺。
背景技术:
1、目前,在汽车模具的冲压工艺设计中,汽车顶盖是覆盖件中工艺较复杂的一类;如今外覆盖件工艺技术都比较成熟,通常顶盖两侧侧翻结构设计旋转斜楔或者转向斜楔来实现侧整,尾部上翻可以采用浮动凸模的双活结构或者上翻斜楔。在常规工序数量情况下,顶盖尾部切边上翻和顶梁两侧侧翻分序完成,尾部侧整后废料先切边,后工序顶梁两侧侧翻和尾部上翻边。
2、随着客户要求的提高,提倡成本节约的前提下,顶盖工序数减少往往会造成工艺排布变得紧凑,为了确保顺利出件,顶盖尾部切边和上翻边一序完成,且顶梁两侧侧翻也在同一序进行,缩减工序,降低成本。
3、如果尾部与侧翻同序切边上翻,因下模修边刃口不能设计固定形式和结构空间原因无法采用上翻边斜楔,如采用浮动凸模的双活结构,顶梁两侧的常规侧翻结构设计时会出现空间不足与强度差问题,难以实现。
技术实现思路
1、针对现有技术不足,本发明是提供一种实现同序切边上翻与侧翻的复合模具及其冲压工艺,其可同序完成冲压件侧翻以及尾部切边上翻。
2、为了解决上述技术问题,本发明所采用的技术方案为:
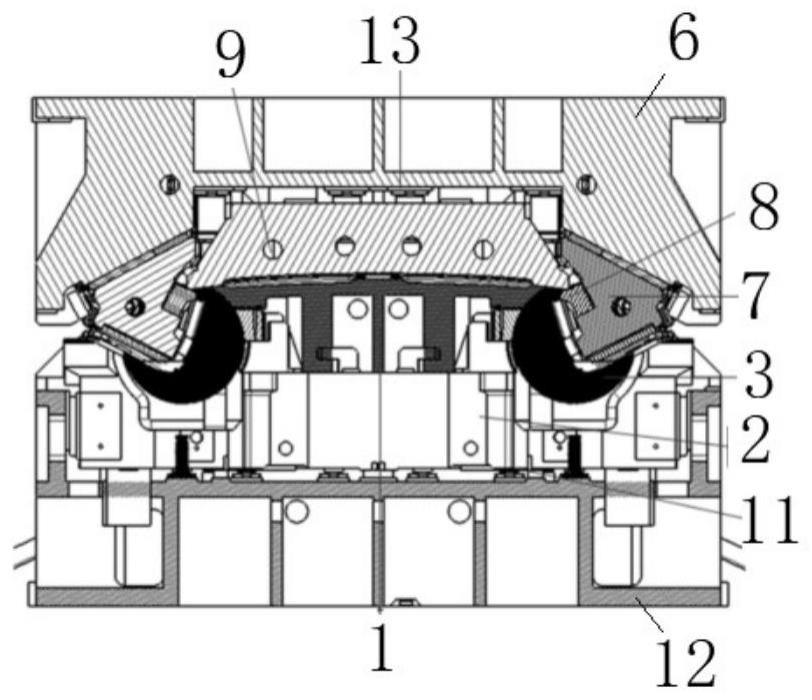
3、一种实现同序切边上翻与侧翻的复合模具,包括上模本体和下模本体,所述下模本体上设有凸模和下模活芯,所述上模本体下部设有上压料芯,所述凸模设在下模活芯上形成浮动凸模结构,所述下模本体上靠凸模边缘设有下模切翻刀块,上模本体的下部对应下模切翻刀块设有上模切边刀块;所述上模本体上对应上压料芯侧边缘设有吊楔,下模活芯上对应吊楔设有旋转斜楔,吊楔的内侧设有侧翻刀块。
4、所述上压料芯和上模本体之间设有上模弹簧。
5、所述下模活芯和下模本体之间设有下模弹簧。
6、所述下模切翻刀块的内侧设有与凸模边缘相对应的翻边斜面,翻边斜面的顶端形成切边的刃口。
7、所述旋转斜楔通过驱动座设在下模活芯上,旋转斜楔的旋转轴装在下模活芯上。
8、所述吊楔的内侧设有刀块安装面与刀块背拖,侧翻刀块设在刀块安装面上。
9、所述上模切边刀块位于下模切翻刀块的外侧。
10、所述旋转斜楔对应吊楔设有刀块安装面与刀块背拖,侧翻刀块设在刀块安装面上。
11、一种利用所述实现同序切边上翻与侧翻的复合模具的工艺,包括以下步骤:
12、s1、上模随压芯运动,悬吊式斜楔带着上侧整形刀块,整形刀块向下运动;一段时间后压芯与下模凸模开始接触,下模弹簧开始压缩前,压芯压住板料;此时上模吊楔压板压着旋转斜楔旋转,但是旋转轴还没有旋转到位;切边刀块还没接触板件;
13、s2、压料后,压机继续向下运动,下活芯弹簧开始压缩,切边刀块开始接触下模刃口,开始修边;切边刀块完全吃入下模刃口时,下模上翻边刀块开始接触板件;最后下活芯弹簧行程压缩完时,上翻完成;切边废料通过废料滑道滑到模具外侧;
14、s3、下活芯弹簧压缩完后,同时随着压机继续向下运动;上模压料芯弹簧开始压缩,过程中,上模吊楔带着侧翻刀块继续向下运动,侧翻刀块接触板件之前,下模旋转斜楔被吊楔压板压至旋转到位,开始侧翻边;最终压料芯弹簧行程压缩完时,侧翻边完成。
15、本发明与现有技术相比,具有以下优点:
16、该实现同序切边上翻与侧翻的复合模具及其冲压工艺设计合理,下模上翻采用浮动凸模结构,上下切翻刀块装上下模本体,侧翻处采用旋转斜楔,并将旋转斜楔的驱动座直接设计在下模活芯上,旋转轴装在活芯上,保证旋转斜楔随活芯上下运动,这一设计解决了结构设计空间不足与强度差的问题,并满足顶盖同时侧翻与切边上翻,降低了成本。
技术特征:
1.一种实现同序切边上翻与侧翻的复合模具,包括上模本体和下模本体,所述下模本体上设有凸模和下模活芯,所述上模本体下部设有上压料芯,其特征在于:所述凸模设在下模活芯上形成浮动凸模结构,所述下模本体上靠凸模边缘设有下模切翻刀块,上模本体的下部对应下模切翻刀块设有上模切边刀块;所述上模本体上对应上压料芯侧边缘设有吊楔,下模活芯上对应吊楔设有旋转斜楔,吊楔的内侧设有侧翻刀块。
2.如权利要求1所述实现同序切边上翻与侧翻的复合模具,其特征在于:所述上压料芯和上模本体之间设有上模弹簧。
3.如权利要求1所述实现同序切边上翻与侧翻的复合模具,其特征在于:所述下模活芯和下模本体之间设有下模弹簧。
4.如权利要求1所述实现同序切边上翻与侧翻的复合模具,其特征在于:所述下模切翻刀块的内侧设有与凸模边缘相对应的翻边斜面,翻边斜面的顶端形成切边的刃口。
5.如权利要求1所述实现同序切边上翻与侧翻的复合模具,其特征在于:所述旋转斜楔通过驱动座设在下模活芯上,旋转斜楔的旋转轴装在下模活芯上。
6.如权利要求1所述实现同序切边上翻与侧翻的复合模具,其特征在于:所述吊楔的内侧设有刀块安装面与刀块背拖,侧翻刀块设在刀块安装面上。
7.如权利要求4所述实现同序切边上翻与侧翻的复合模具,其特征在于:所述上模切边刀块位于下模切翻刀块的外侧。
8.如权利要求5所述实现同序切边上翻与侧翻的复合模具,其特征在于:所述旋转斜楔对应吊楔设有刀块安装面与刀块背拖,侧翻刀块设在刀块安装面上。
9.一种利用如权利要求1至8任一项所述实现同序切边上翻与侧翻的复合模具的工艺,其特征在于:所述工艺包括以下步骤:
技术总结
本发明公开了一种实现同序切边上翻与侧翻的复合模具及其工艺,其模具包括上模本体和下模本体,所述下模本体上设有凸模和下模活芯,所述上模本体下部设有上压料芯,所述凸模设在下模活芯上形成浮动凸模结构,所述下模本体上靠凸模边缘设有下模切翻刀块,上模本体的下部对应下模切翻刀块设有上模切边刀块;所述上模本体上对应上压料芯侧边缘设有吊楔,下模活芯上对应吊楔设有旋转斜楔,吊楔的内侧设有侧翻刀块。这一设计解决了结构设计空间不足与强度差的问题,并满足顶盖同时侧翻与切边上翻,降低了成本。
技术研发人员:杨贞鹏,曹勇,殷言春,付三令
受保护的技术使用者:瑞鹄汽车模具股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!