一种数控机床直线轴关键线性误差的快速检测方法
本发明涉及数控机床误差检测,具体涉及一种数控机床直线轴关键线性误差的快速检测方法。
背景技术:
1、机床直线轴的线性误差包括定位误差和直线度误差,是影响机床精度的重要误差。传统方法使用激光干涉仪作为测量工具,然而激光干涉仪对操作者需要一定的技巧和熟练度,消耗时间较长,且设备价格昂贵。
技术实现思路
1、本发明是为了解决上述问题而进行的,目的在于提供一种数控机床直线轴关键线性误差的快速检测方法。
2、本发明提供了一种数控机床直线轴关键线性误差的快速检测方法,用于求解数控机床直线轴的关键线性误差,该线性误差包括定位误差和直线度误差,具有这样的特征,包括以下步骤:
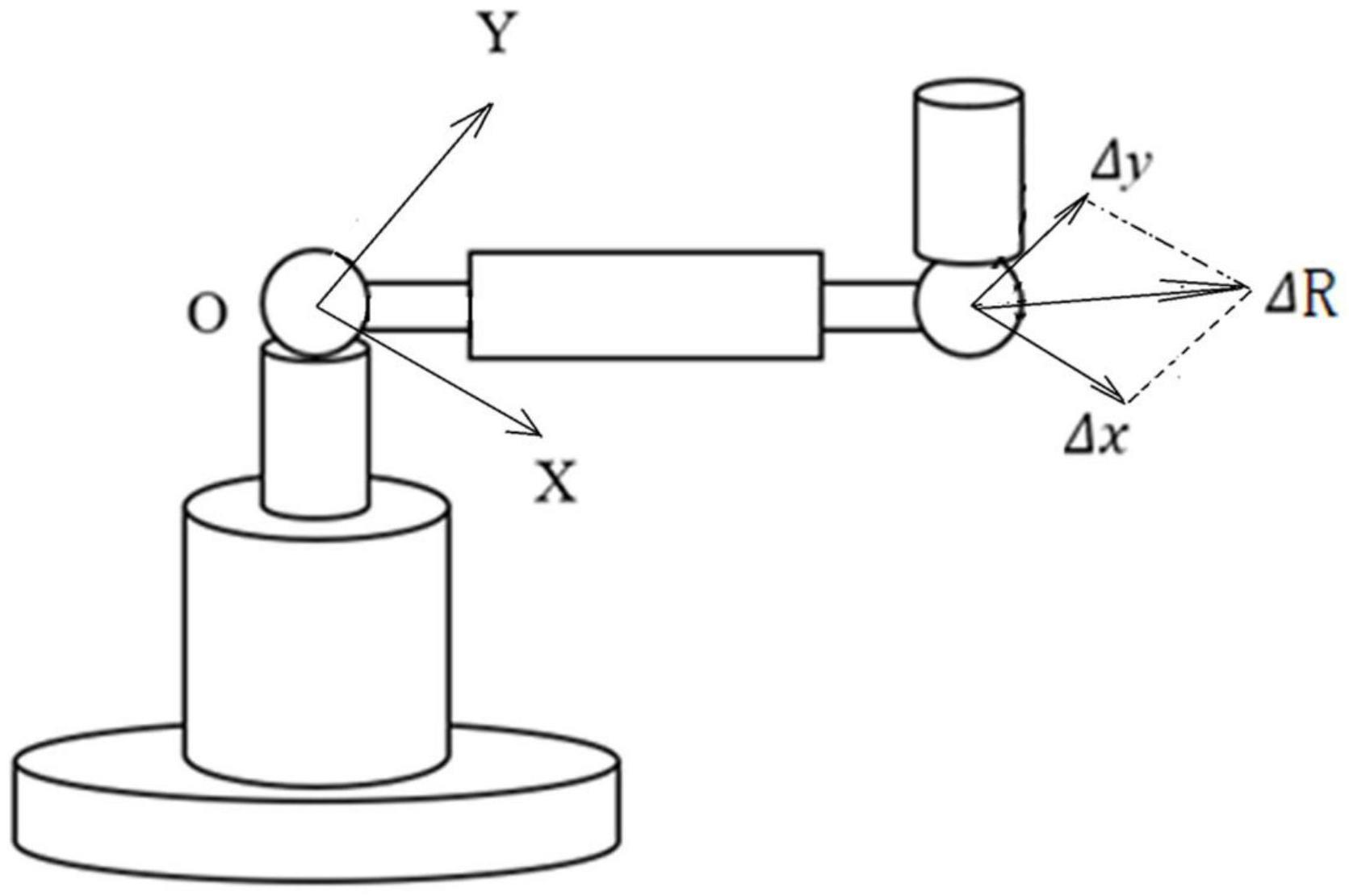
3、步骤1、采用球杆仪进行圆测试,在球杆仪的xoy平面上,以球杆仪的球心o为基准点,采用δx、δy分别表示圆轨迹上的x、y方向的误差分量,而后按照空间误差模型,忽略各转角误差,得到δx、δy与关键线性误差的关系式:
4、
5、式(1)中,dx(x)表示x轴x方向的定位误差,dy(x)表示x轴y方向的直线度误差,二者是x的函数,dy(y)表示y轴y方向的定位误差,dx(y)表示y轴x方向的直线度误差,二者是y的函数,dx(x)、dy(x)、dy(y)、dx(y)均表示以圆心o为基准的相对变化量。
6、将式(1)中的误差项表示为高阶位置相关的多项式函数,为保证精度,阶数一般不小于5,当阶数为5时,该多项式函数为:
7、
8、式(2)中,ai、bi、ci、di(i=1,2,3,4,5)为待定系数。
9、步骤2、在xoy平面选取半径均为r的圆轨迹1和圆轨迹2作为球杆仪的检测路径,圆轨迹1和圆轨迹2的圆心分别记为o1和o2,并且o1和o2之间的连线在x轴和y轴上的投影长度相等且为e,当球杆仪作圆测试时,将圆轨迹上任意一点对应的杆长变化量记为δr,坐标记为(x,y),则有:
10、rgδr=xgδx+ygδy (3)
11、对于圆轨迹1,设定在球杆仪沿圆轨迹1运动过程中共采集n个数据,记录伸长量值为(δr1 δr2 … δrn),各采集点所对应的x、y轴坐标分别为x1=(x1 x2 … xn)、y1=(y1y2 … yn),令运算矩阵δr1、q1、c分别由以下公式得到:
12、δr1=[δr1 δr2 … δrn]
13、
14、c=[a1 a2 … a5 b1 … d4 d5]t
15、与圆轨迹1类似,对于圆轨迹2,设定在球杆仪沿圆轨迹2运动过程中共采集n个数据,记录伸长量值为(δr1′ δr2′ … δrn′),各采集点所对应的x、y轴坐标分别为x2=(x′1x′2 … x′n),y2=(y′1 y′2 … y′n),令运算矩阵δr2、q2分别由以下公式得到:
16、δr2=[δr1′ δr2′ … δr′n]
17、
18、将δr1、δr2,以及q1、q2按下式合并:
19、
20、
21、并且由式(1)、(2)、(3)得:
22、r·δr=q·c。
23、根据最小二乘法,c值通过下式得到:
24、c=[qtq]-1qt(rδr)
25、将c代入式(2),得到dx(x)、dy(x)、dy(y)、dx(y),即为直线轴的关键线性误差。
26、发明的作用与效果
27、根据本发明所涉及的数控机床直线轴关键线性误差的快速检测方法,采用球杆仪进行,操作相对简单且价格更加低廉。本方法基于球杆仪的测量功能,忽略转角误差且不考虑其他误差的影响后,在设计的两个圆轨迹下进行检测,对关键线性误差使用多项式进行表达和拟合,使用最小二乘法求解系数,能有效且快速地得到直线轴的定位误差和直线度误差,对机床的精度提升和提高生产效率具有重大的意义。
技术特征:
1.一种数控机床直线轴关键线性误差的快速检测方法,用于求解数控机床直线轴的关键线性误差,该线性误差包括定位误差和直线度误差,其特征在于,包括以下步骤:
技术总结
本发明提供一种数控机床直线轴关键线性误差的快速检测方法,用于求解数控机床直线轴关键线性误差,该关键线性误差包括定位误差和直线度误差,本方法基于球杆仪的测量功能,忽略转角误差且不考虑其他误差的影响后,在设计的两个圆轨迹下进行检测,对关键线性误差使用多项式进行表达和拟合,使用最小二乘法求解系数,能有效且快速地得到直线轴的定位误差和直线度误差,对机床的精度提升和提高生产效率具有重大的意义。
技术研发人员:陈光胜,焦安铃,张越
受保护的技术使用者:上海理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!