一种采集线束工装的制作方法
本申请涉及电池模组线束采集,具体涉及一种采集线束工装。
背景技术:
1、随着新能源汽车的普及,汽车动力电池的产量在逐年扩大。在电池模组生产的过程中,需要将线束焊接至汇流排上,进行信号采集,传统的焊接方式,操作人员依靠镊子夹住所需要焊接的线束,手动放置到汇流板上进行焊接,这样的焊接方式生产效率低,人工成本高,焊接质量得不到保障,经常会出现虚焊、漏焊的情况,从而导致产品无法正常使用,因此需要设计一种线束采集工装高效可靠的进行线束焊接。
2、基于此,需要一种新技术方案。
技术实现思路
1、有鉴于此,本说明书实施例提供一种采集线束工装,对线束进行固定,便于进行激光焊接,提高工作效率及焊接质量。
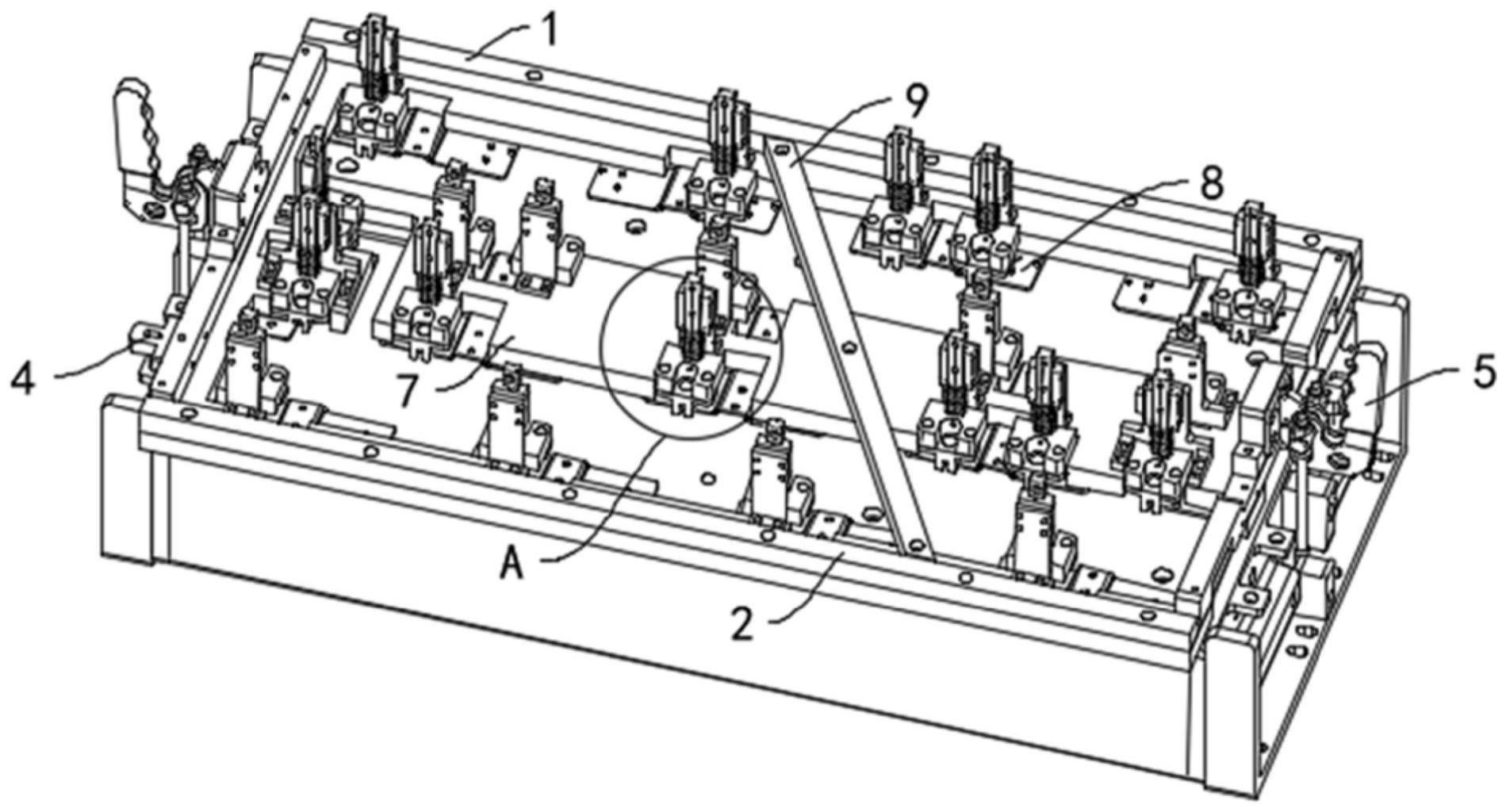
2、本说明书实施例提供以下技术方案:一种采集线束工装,包括固定框,所述固定框设置电池模组上,所述固定框连接有弹性固定件,所述弹性固定件连接有压头,所述压头贴近汇流排的一侧开设有线束固定槽,电池线束可置于所述线束固定槽中,所述弹性固定件用于带动压头对线束进行挤压固定。
3、可选地,所述固定框中间设置有中间板,所述弹性固定件有多个,所述弹性固定件可设置于固定框或中间板上。
4、可选地,所述固定框贴近电池模组的一侧设置有压板。
5、可选地,所述固定框连接有定位销,所述定位销用于对电池模组进行定位。
6、可选地,所述固定框连接有肘夹,所述肘夹用于将固定框与电池模组固定在一起。
7、可选地,所述弹性固定件通过固定座固定在固定框或中间板上,所述固定座与固定框或中间板可拆卸连接。
8、可选地,所述压头连接有连接板,所述压头通过连接板与弹性固定件连接,所述连接板和压头均开设有焊接孔,所述连接板和压头上的焊接孔相连通,所述焊接孔与线束固定槽连通。
9、可选地,所述弹性固定件包括弹簧,所述弹簧的一端与滑块连接,所述弹簧的另一端与连接板连接。
10、可选地,所述弹簧通过滑块与固定座固定连接,所述滑块滑动连接有滑轨,所述滑轨与连接板连接,所述滑轨的一部分设置于弹簧中,所述滑轨用于对弹簧进行导向。
11、可选地,所述压头贴近汇流排一侧一体设置有挤压部,所述焊接孔穿过挤压部,所述线束固定槽的两侧壁高于挤压部,所述线束固定槽的底壁低于挤压部的端面。
12、与现有技术相比,本说明书实施例采用的上述至少一个技术方案能够达到的有益效果至少包括:
13、本申请中操作人员先将线束根据要求排布在电池模组上,采集线束工装放置到电池模组上,操作人员将线束上的镍片依次放置到汇流排需要进行激光焊接的位置处,然后将镍片插入到压头下方与汇流排上表面贴合,将线束放置到线束固定槽中,压头在弹性固定件回复力的作用下,将线束以及线束上的镍片进行压紧固定,对线束进行压紧固定后,激光焊接头透过对线束和镍片进行焊接,相对于人工进行固定焊接的方式便于进行激光焊接,提交高工作效率及焊接质量。
技术特征:
1.一种采集线束工装,其特征在于:包括固定框,所述固定框设置电池模组上,所述固定框连接有弹性固定件,所述弹性固定件连接有压头,所述压头贴近汇流排的一侧开设有线束固定槽,电池线束可置于所述线束固定槽中,所述弹性固定件用于带动压头对线束进行挤压固定。
2.根据权利要求1所述的采集线束工装,其特征在于:所述固定框中间设置有中间板,所述弹性固定件有多个,所述弹性固定件可设置于固定框或中间板上。
3.根据权利要求1所述的采集线束工装,其特征在于:所述固定框贴近电池模组的一侧设置有压板。
4.根据权利要求1所述的采集线束工装,其特征在于:所述固定框连接有定位销,所述定位销用于对电池模组进行定位。
5.根据权利要求1所述的采集线束工装,其特征在于:所述固定框连接有肘夹,所述肘夹用于将固定框与电池模组固定在一起。
6.根据权利要求1所述的采集线束工装,其特征在于:所述弹性固定件通过固定座固定在固定框或中间板上,所述固定座与固定框或中间板可拆卸连接。
7.根据权利要求6所述的采集线束工装,其特征在于:所述压头连接有连接板,所述压头通过连接板与弹性固定件连接,所述连接板和压头均开设有焊接孔,所述连接板和压头上的焊接孔相连通,所述焊接孔与线束固定槽连通。
8.根据权利要求7所述的采集线束工装,其特征在于:所述弹性固定件包括弹簧,所述弹簧的一端与滑块连接,所述弹簧的另一端与连接板连接。
9.根据权利要求8所述的采集线束工装,其特征在于:所述弹簧通过滑块与固定座固定连接,所述滑块滑动连接有滑轨,所述滑轨与连接板连接,所述滑轨的一部分设置于弹簧中,所述滑轨用于对弹簧进行导向。
10.根据权利要求7所述的采集线束工装,其特征在于:所述压头贴近汇流排一侧一体设置有挤压部,所述焊接孔穿过挤压部,所述线束固定槽的两侧壁高于挤压部,所述线束固定槽的底壁低于挤压部的端面。
技术总结
本申请提供一种采集线束工装,应用于电池模组线束采集技术领域,其中包括固定框,所述固定框设置电池模组上,所述固定框连接有弹性固定件,所述弹性固定件连接有压头,所述压头贴近汇流排的一侧开设有线束固定槽,电池线束可置于所述线束固定槽中,所述弹性固定件用于带动压头对线束进行挤压固定。操作人员将采集线束工装放置在电池模组上,压头会在弹性固定件回复力的作用下,将线束以及线束上的镍片进行压紧固定,便于进行激光焊接,提交高工作效率及焊接质量。
技术研发人员:范金鑫,韩祥坤,李付彪
受保护的技术使用者:昂华(上海)自动化工程股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!