一种轮辋辐板组合焊接控制轮辋变形量的装具及方法与流程
本发明涉及一种汽车部件加工辅助工装及相应方法,更具体地说,它涉及一种轮辋辐板组合焊接控制轮辋变形量的装具及方法。
背景技术:
1、轮辋是车轮的组成部分,轮辋与辐板组合成轮胎的支持体。常规的轮辋与辐板组合后的焊接方式为开放式焊接生产工艺,缺点较为明显,由于局部的焊接加热,焊缝加热区与非焊接区存在热胀冷缩现像,致使轮辋工件出现不可控的变形超差问题,良品率较低,后续更需要加入校正变形量的加工工艺,这样既加大了成本投入,又导致生产效率不高。公告号为cn219212116u的实用新型专利公开了轮辋轮辐焊接工装,该工装可以对轮辋和轮辐进行准确对接和稳定地定位,保证焊接质量,同时提高焊接效率。但是该工装并不能在焊接过程中控制轮辋变形量。
技术实现思路
1、现有的轮辋辐板组合焊接工艺中,缺少控制轮辋变形量的措施,导致轮辋工件出现变形超差问题,良品率降低,并会因进行后续补救而加大成本投入,降低生产效率,为克服这些缺陷,本发明提供了一种轮辋辐板组合焊接控制轮辋变形量的装具及方法,可有效控制焊接导致的轮辋变形量,提高良品率和生产效率,降低成本。
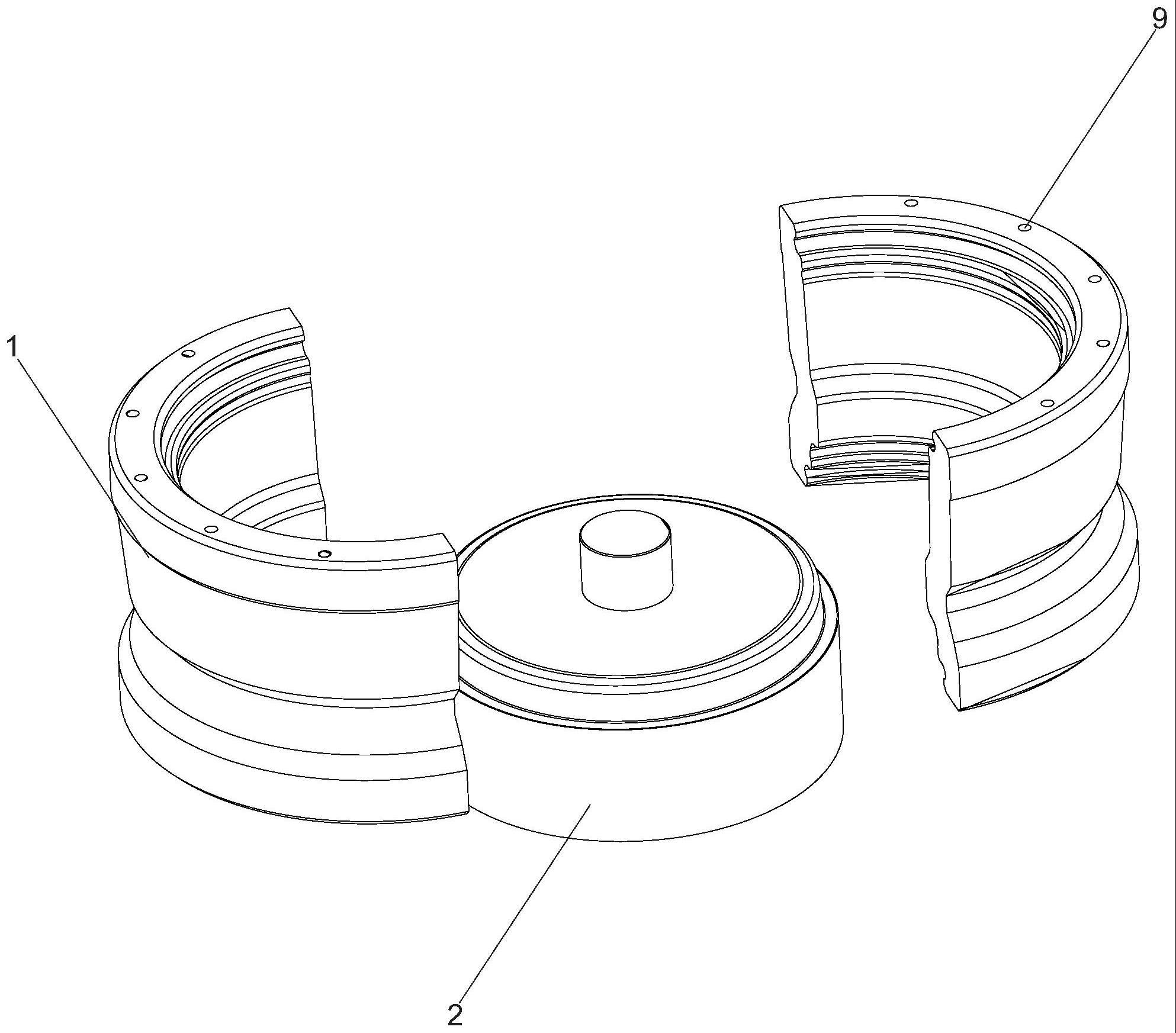
2、本发明的技术方案是:一种轮辋辐板组合焊接控制轮辋变形量的装具,包括一对可开合的冷却抱合模,冷却抱合模内侧设有与所述轮辋表面贴合的凹面,轮辋整体适配容纳于两冷却抱合模合模时形成的模腔内。本轮辋辐板组合焊接控制轮辋变形量的装具专用于轮辋辐板组合焊接工艺,配合焊枪使用。轮辋辐板组合后焊接时,两冷却抱合模合模,抱合在轮辋外,对轮辋施加固定约束,从而精确控制轮辋辐板组合焊接后工件的尺寸精度,把焊接变形量约束在整体工艺规范的技术要求内。
3、作为优选,本轮辋辐板组合焊接控制轮辋变形量的装具还包括用于支承定位所述轮辋的底模,两个冷却抱合模对称设置于底模两侧。焊接时轮辋在底模上定位,可减少位置调校时间,并提高轮辋与冷却抱合模配合精度,从而提高轮辋辐板组合后焊接精度及效率。
4、作为优选,本轮辋辐板组合焊接控制轮辋变形量的装具还包括驱动件,冷却抱合模连接在驱动件的输出端。驱动件提供冷却抱合模合模以及保持合模状态的动力。
5、作为优选,本轮辋辐板组合焊接控制轮辋变形量的装具还包括旋转平台,底模和驱动件安装于旋转平台上,旋转平台上还设有滑轨,滑轨位于底模和驱动件之间,冷却抱合模滑动连接于滑轨上。滑轨可保证冷却抱合模沿限定的路径精准移动,完成合模。车轮上通常设置多个辐板,因此辐板与轮辋间需进行多个位置的焊接,冷却抱合模、底模和驱动件均设置于旋转平台上,焊接时过程中与轮辋同步转动,以快速完成焊接位置的变换。
6、作为优选,驱动件为油缸。油缸输出压力大,能保证冷却抱合模可靠约束轮辋,抑制焊接时的变形。
7、作为另选,驱动件为电动缸。电动缸也可为冷却抱合模提供足够合模力及保持力,且无液、气的供应要求。
8、作为优选,冷却抱合模为中空结构且充有冷却液。充填冷却液的冷却抱合模具有更强的热交换能力,利于轮辋辐板焊接时更快地使轮辋散热冷却,更好地抑制轮辋变形。
9、一种基于所述的轮辋辐板组合焊接控制轮辋变形量的装具的轮辋辐板组合焊接控制轮辋变形量的方法,包括下列步骤:
10、步骤一. 将所述轮辋定位在底模上,将待与轮辋焊接的辐板在轮辋上初步定位;
11、步骤二. 启动驱动件,冷却抱合模合模,抱合在轮辋外;
12、步骤三. 通过焊枪实施焊接,将辐板与轮辋连为一体;通过旋转平台的转动变换焊接位置,完成全部焊接;焊接作业时,焊接区域的热量通过冷却抱合模以及冷却抱合模内部的冷却液传递吸收;
13、步骤四. 冷却抱合模开模,取下完成焊接的轮辋辐板组合体。
14、借助于所述的轮辋辐板组合焊接控制轮辋变形量的装具,本方法相对于传统开放式焊接工艺,能更好地解决轮辋整体变形量超差的问题,更容易达到轮辋焊接前后的尺寸精度控制要求。
15、本发明的有益效果是:
16、保证轮辋和辐板的焊接质量。本发明可精确控制轮辋辐板组合焊接后工件的尺寸精度,把焊接变形量约束在整体工艺规范的技术要求内,有效提高产品的品质。
17、提高轮辋和辐板的焊接效率,降低生产成本。由于本发明可提高轮辋辐板的焊接良品率,相应可减少后续校正变形量的补救措施,这样既可提高生产效率,又可更好地控制成本投入。
技术特征:
1.一种轮辋辐板组合焊接控制轮辋变形量的装具,其特征是,包括一对可开合的冷却抱合模(1),冷却抱合模(1)内侧设有与所述轮辋表面贴合的凹面,轮辋整体适配容纳于两冷却抱合模(1)合模时形成的模腔内。
2.根据权利要求1所述的轮辋辐板组合焊接控制轮辋变形量的装具,其特征是,还包括用于支承定位所述轮辋的底模(2),两个冷却抱合模(1)对称设置于底模(2)两侧。
3.根据权利要求2所述的轮辋辐板组合焊接控制轮辋变形量的装具,其特征是,还包括驱动件(3),冷却抱合模(1)连接在驱动件(3)的输出端。
4.根据权利要求3所述的轮辋辐板组合焊接控制轮辋变形量的装具,其特征是,还包括旋转平台(4),底模(2)和驱动件(3)安装于旋转平台(4)上,旋转平台(4)上还设有滑轨,滑轨位于底模(2)和驱动件(3)之间,冷却抱合模(1)滑动连接于滑轨上。
5.根据权利要求3所述的轮辋辐板组合焊接控制轮辋变形量的装具,其特征是,驱动件(3)为油缸。
6.根据权利要求3所述的轮辋辐板组合焊接控制轮辋变形量的装具,其特征是,驱动件(3)为电动缸。
7.根据权利要求1至6中任一项所述的轮辋辐板组合焊接控制轮辋变形量的装具,其特征是,冷却抱合模(1)为中空结构且充有冷却液。
8.一种基于权利要求1至7中任一项所述的轮辋辐板组合焊接控制轮辋变形量的装具的轮辋辐板组合焊接控制轮辋变形量的方法,其特征是,包括下列步骤:
技术总结
本发明公开了一种轮辋辐板组合焊接控制轮辋变形量的装具,包括一对可开合的冷却抱合模,冷却抱合模内侧设有与所述轮辋表面贴合的凹面,轮辋整体适配容纳于两冷却抱合模合模时形成的模腔内。本轮辋辐板组合焊接控制轮辋变形量的装具专用于轮辋辐板组合焊接工艺,配合焊枪使用。轮辋辐板组合后焊接时,两冷却抱合模合模,抱合在轮辋外,对轮辋施加固定约束,从而精确控制轮辋辐板组合焊接后工件的尺寸精度,把焊接变形量约束在整体工艺规范的技术要求内。本发明还公开了一种基于所述轮辋辐板组合焊接控制轮辋变形量的装具的轮辋辐板组合焊接控制轮辋变形量的方法。
技术研发人员:潘凌杰,方煦晟,李妙聪
受保护的技术使用者:浙江风驰机械有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!