接触保护工装及航空发动机燃油喷嘴的激光焊保护方法与流程
本发明属于喷嘴激光焊领域,尤其是接触保护工装及航空发动机燃油喷嘴的激光焊保护方法。
背景技术:
1、某机航空发动机燃油喷嘴的喷嘴杆芯与集油环外壳采用激光焊进行端面的对接。焊缝深度约为1.2~1.6mm,焊缝圆周直径φ35.4mm,焊缝边缘距离集油环外壳边缘仅2mm,集油环外壳厚度约为1.2~1mm。焊接过程的能量输入高,散热条件差,焊后焊缝及热影响区极易产生表面氧化而变色。航空发动机燃油喷嘴的制造过程对于零件表面质量要求较高,不允许出现表面氧化色。现需要一种焊接保护方法对于激光焊接过程进行保护,使喷嘴激光焊接后焊缝及热影响区不产生氧化色。
技术实现思路
1、本发明的目的在于克服上述现有技术的缺点,提供接触保护工装及航空发动机燃油喷嘴的激光焊保护方法。
2、为达到上述目的,本发明采用以下技术方案予以实现:
3、一种接触保护工装,包括接触保护工装主体,接触保护工装主体为环形件,接触保护工装主体的内圆面上设有一圈台阶;
4、接触保护工装主体上设有进气管,与进气管相连接的接触保护工装主体上开设有进气孔,接触保护工装主体的另一侧开设有出气孔;
5、所述进气孔和出气孔位于均台阶的下侧。
6、进一步的,所述接触保护工装主体的端面为倒角设计。
7、进一步的,所述进气管为铜管。
8、进一步的,还包括保护盖,所述保护盖置于接触保护工装主体的中心,用于套设在喷嘴内圆上。
9、一种航空发动机燃油喷嘴的激光焊保护方法,包括以下步骤:
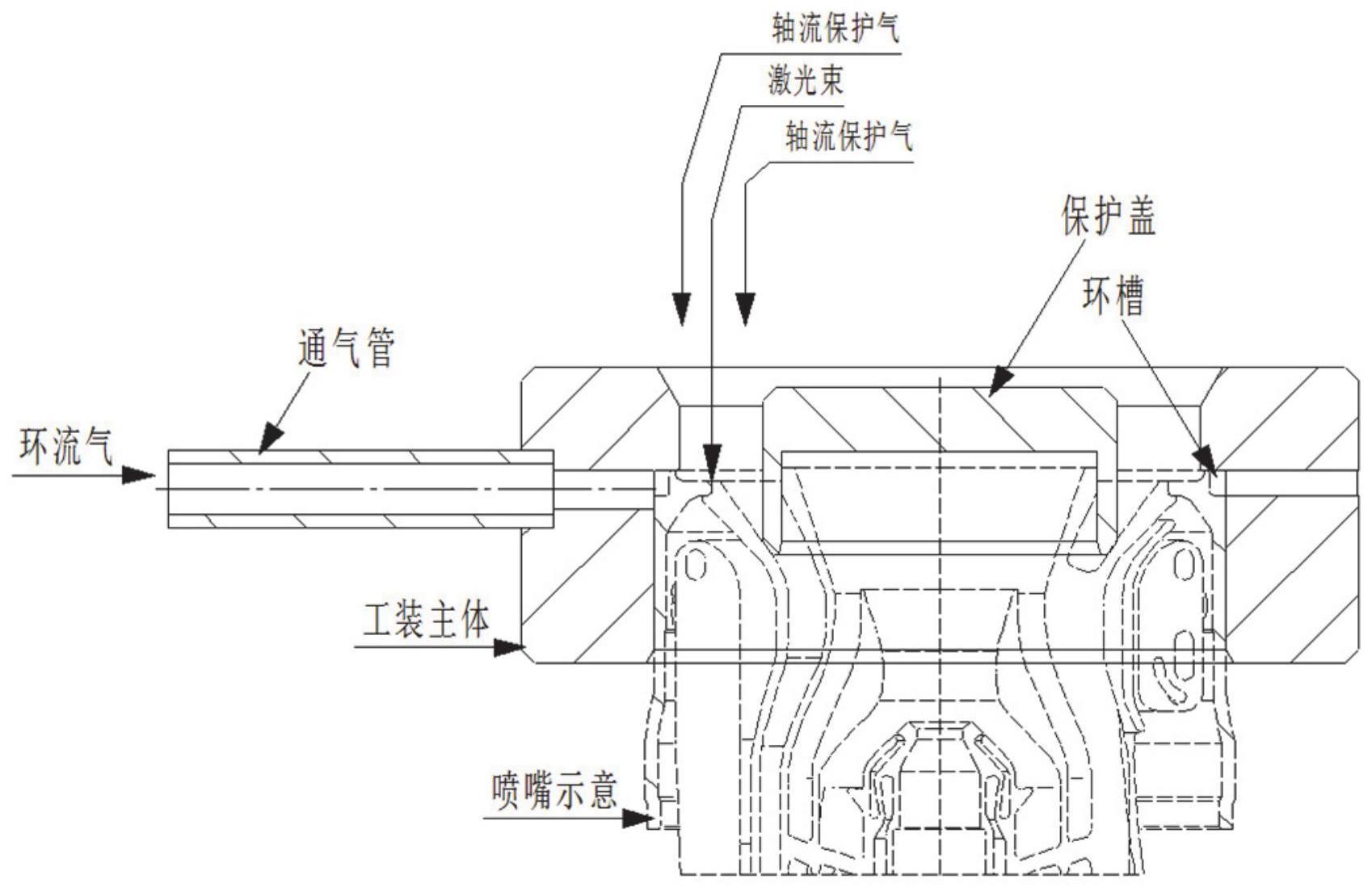
10、1)将所述喷嘴套装本发明所述的接触保护工装中,喷嘴端面与所述台阶进行定位,台阶与围绕焊缝周围的薄壁壳体部分形成环槽作为环流通路,台阶另一侧的喷嘴与保护工装主体1之间的空间作为轴流通道;
11、2)预通环流气,通过进气管将氩气引入环流通道;
12、3)通过轴流通道通入轴流保护气,之后开启激光焊机,激光通过轴流通道对按预定轨迹对喷嘴进行焊接;
13、4)冷却后停止环流气供给;
14、5)抬起保护工装,将喷嘴零件取出。
15、进一步的,步骤(1)还包括将喷嘴盖上保护盖的内圆上。
16、进一步的,步骤(2)中,通入氩气流量为10~12l/min,持续30s以上,之后将流量调整为2~5l/min。
17、进一步的,步骤(3)中,预通轴流气2s后再开始焊接,轴流气的流量为16~20l/min;轴流保护气为氩气;
18、在焊接过程结束后,轴流保护气滞后3~6s再关闭。
19、进一步的,步骤(4)中,利用水冷或空冷进行冷却。
20、进一步的,步骤(4)中,在喷嘴及工装温度冷却至室温时,延后3min以上停止环流气的供给。
21、与现有技术相比,本发明具有以下有益效果:
22、本发明提供接触保护工装及航空发动机燃油喷嘴的激光焊保护方法,工装内圆部分设计台阶利用喷嘴端面定位,使台阶与围绕焊缝周围的薄壁壳体部分形成环槽作为环流气的通路,工装外壁留有环流气的进气孔和出气孔。焊接前将工装通过内圆台阶定位与喷嘴连接,再接通环流气排空环槽内的空气。焊接过程中工装上半部分聚拢轴流气保护焊缝及喷嘴内圆部分结构,工装下半部分接触喷嘴进行散热,同时采用环流气隔绝空气,本发明实现了激光焊后焊缝及热影响区表面不产生氧化色的技术效果。
23、进一步的,喷嘴内圆部分结构加装保护盖,一是可以对轴流气起到一定的聚拢作用,二是可以保护结构表面,避免激光焊接产生的金属蒸汽熔化结构表面。
技术特征:
1.一种接触保护工装,其特征在于,包括接触保护工装主体(1),接触保护工装主体(1)为环形件,接触保护工装主体(1)的内圆面上设有一圈台阶;
2.根据权利要求1所述的接触保护工装,其特征在于,所述接触保护工装主体(1)的端面为倒角设计。
3.根据权利要求1所述的接触保护工装,其特征在于,所述进气管(3)为铜管。
4.根据权利要求1-3任一项所述的接触保护工装,其特征在于,还包括保护盖(2),所述保护盖(2)置于接触保护工装主体(1)的中心,用于套设在喷嘴内圆上;保护盖(2)的材质为铜。
5.一种航空发动机燃油喷嘴的激光焊保护方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的航空发动机燃油喷嘴的激光焊保护方法,其特征在于,步骤(1)还包括将喷嘴盖上保护盖(2)的内圆上。
7.根据权利要求4所述的航空发动机燃油喷嘴的激光焊保护方法,其特征在于,步骤(2)中,通入氩气流量为10~12l/min,持续30s以上,之后将流量调整为2~5l/min。
8.根据权利要求4所述的航空发动机燃油喷嘴的激光焊保护方法,其特征在于,步骤(3)中,预通轴流气2s后再开始焊接,轴流气的流量为16~20l/min;轴流保护气为氩气;
9.根据权利要求4所述的航空发动机燃油喷嘴的激光焊保护方法,其特征在于,步骤(4)中,利用水冷或空冷进行冷却。
10.根据权利要求4所述的航空发动机燃油喷嘴的激光焊保护方法,其特征在于,步骤(4)中,在喷嘴及工装温度冷却至室温时,延后3min以上停止环流气的供给。
技术总结
本发明公开了接触保护工装及航空发动机燃油喷嘴的激光焊保护方法,属于喷嘴激光焊领域。本发明提供接触保护工装及航空发动机燃油喷嘴的激光焊保护方法,工装内圆部分设计台阶利用喷嘴端面定位,使台阶与围绕焊缝周围的薄壁壳体部分形成环槽作为环流气的通路,工装外壁留有环流气的进气孔和出气孔。焊接前将工装通过内圆台阶定位与喷嘴连接,再接通环流气排空环槽内的空气。焊接过程中工装上半部分聚拢轴流气保护焊缝及喷嘴内圆部分结构,工装下半部分接触喷嘴进行散热,同时采用环流气隔绝空气,本发明实现了激光焊后焊缝及热影响区表面不产生氧化色的技术效果。
技术研发人员:张翔,王炜,苏瑾,曹满,霍潮峰,李立
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!