本发明创造属于管组件加工技术,本发明目的是提供用于一种航空发动机燃油分管组件全位置自动氩弧焊的焊接夹块。
背景技术:
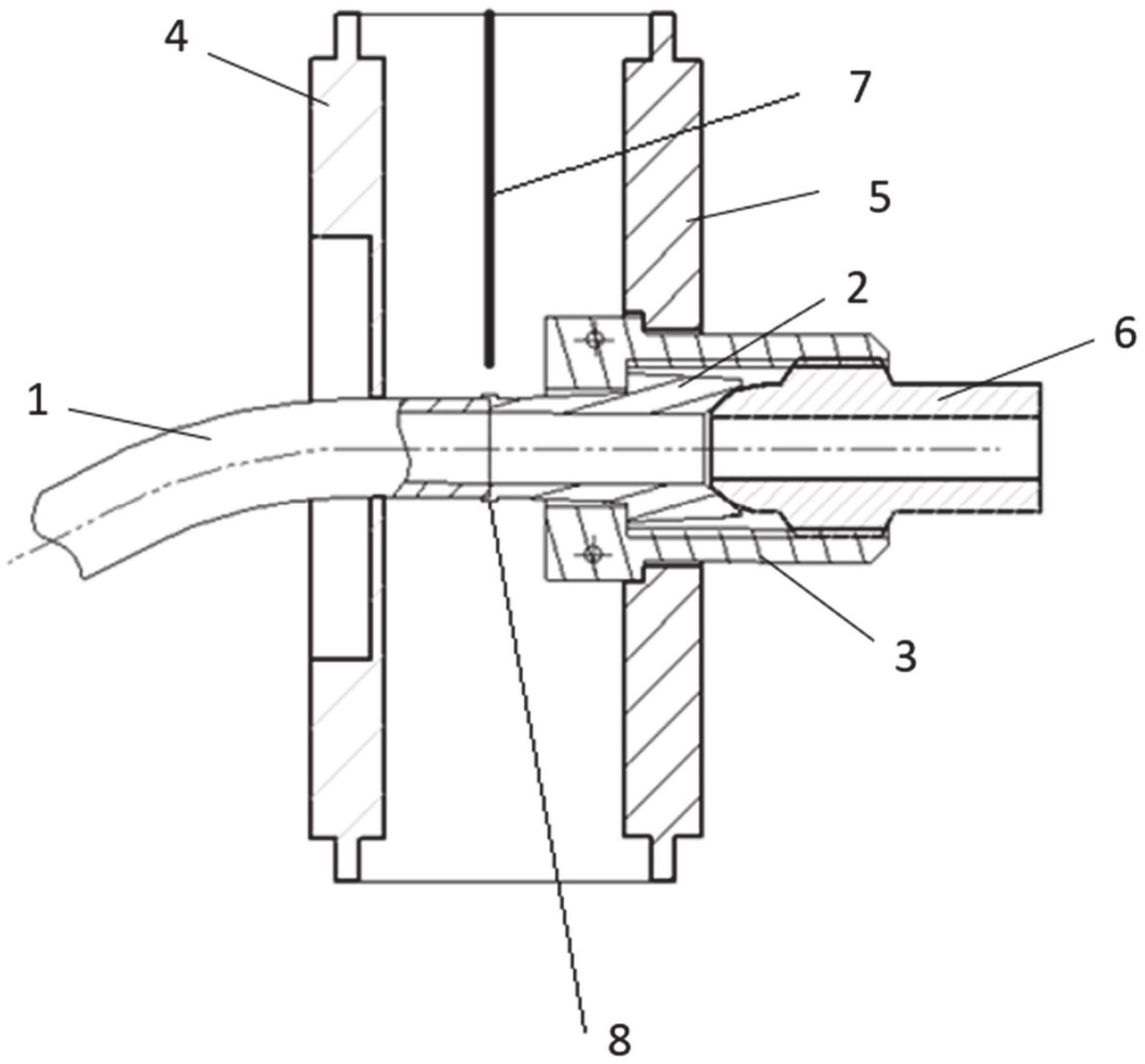
1、现有技术中,焊接工艺一般采用手工氩弧焊缝,存在手工氩弧焊受操作者技能影响大,内腔焊缝背面尺寸差异较大,导致对燃油总管流量试验时流量一致性造成影响的问题;为了避免上述问题,采用封闭式焊钳的自动氩弧焊机进行焊接,但是在焊接过程中,一般情况下要求焊接夹块的夹持距离不能太小,例如某航空发动机燃油分管组件由接嘴2和分油管1氩弧焊接而成,如图1所示,分油管1距离待焊处的直线段较短仅为5.5mm,锥面接嘴2距离待焊处的直线段为7.5mm,同时由于螺帽3的装配,直线段仅3.2mm,夹持距离太短,采用封闭式焊钳的自动氩弧焊机时,一般结构的焊接夹块无法使用,无法实现燃油分管组件的全位置自动焊接;因此,亟需必须设计专用焊接夹块才能够对该条焊缝进行全位置自动氩弧焊。
技术实现思路
1、针对现有技术中存在的问题,本发明提供一种用于燃油分管组件的自动氩弧焊的焊接夹块,能够快速准确对燃油分管组件进行可靠加持的焊接夹块,实现了燃油分管组件的全位置自动焊接,消除了影响燃油总管流量一致性差的因素。
2、本发明是通过以下技术方案来实现:
3、一种用于燃油分管组件的自动氩弧焊的焊接夹块,包括
4、分油管夹块、螺帽夹块和定位螺栓;
5、所述分油管夹块安装在焊钳上用于对燃油分管组件的分油管固定,所述螺帽夹块安装在焊钳上用于对燃油分管组件的的螺帽固定,所述定位螺栓与螺帽螺纹连接,且定位螺栓的端部与燃油分管组件的接嘴相抵,实现燃油分管组件的接嘴和螺帽的同心定位,从而对接嘴和分油管连接氩弧焊缝处实现全位置自动氩弧焊焊接。
6、优选的,所述分油管夹块的螺帽夹块的材料均为不锈钢。
7、所述分油管夹块包括分油管上夹块和分油管下夹块,所述分油管上夹块和分油管下夹块安装在焊钳上;焊接时,分油管上夹块和分油管下夹块对称设置,相互配合将分油管夹持固定。
8、优选的,所述分油管夹块的螺帽夹块的材料均为不锈钢。
9、所述分油管夹块的定位面上设置有通孔a,且通孔a的内径尺寸与分油管的外径尺寸相同。
10、优选的,所述分油管夹块的螺帽夹块的材料均为不锈钢。
11、所述定位面的边缘设置有内凹的压紧面a;所述压紧面a上设置有与焊钳连接的卡槽a。
12、优选的,所述分油管夹块的螺帽夹块的材料均为不锈钢。
13、所述螺帽夹块包括螺帽上夹块和螺帽下夹块,所述螺帽上夹块和螺帽下夹块分别安装在焊钳上;焊接时,螺帽上夹块和螺帽下夹块对称设置,相互配合将螺帽夹持固定。
14、优选的,所述分油管夹块的螺帽夹块的材料均为不锈钢。
15、所述螺帽夹块的定位面上设置有台阶槽和通孔b,所述台阶槽和通孔b中心线相重合。
16、优选的,所述分油管夹块的螺帽夹块的材料均为不锈钢。
17、所述螺帽夹块的定位面的边缘设置有内凹的压紧面b;压紧面b上设置有用于与焊钳连接的卡槽b。
18、优选的,所述分油管夹块的螺帽夹块的材料均为不锈钢。
19、所述定位螺栓包括夹持段和固定段,所述定位螺栓的加持段与燃油分管组件的锥面接嘴相重合接触;所述定位螺栓的固定段两侧设置有凸起,所述凸起上的螺纹与螺帽的内部螺纹紧密配合连接,实现螺帽与定位螺栓的固定。
20、优选的,所述分油管夹块的螺帽夹块的材料均为不锈钢。
21、所述定位螺栓的内部设置有中心孔。
22、优选的,所述分油管夹块的螺帽夹块的材料均为不锈钢。
23、与现有技术相比,本发明具有以下有益的技术效果:
24、本发明提供了一种用于航空发动机燃油分管组件的自动焊夹块,包括分油管夹块、螺帽夹块和定位螺栓;分油管夹块安装在焊钳上用于对燃油分管组件的分油管固定,螺帽夹块安装在焊钳上用于对燃油分管组件的的螺帽固定,定位螺栓与螺帽螺纹连接,将待焊的锥面接嘴夹持转化为对螺帽的夹持,且定位螺栓的端部与燃油分管组件的接嘴相抵,实现燃油分管组件的接嘴和螺帽的同心定位,从而对接嘴和分油管连接氩弧焊缝处实现全位置自动氩弧焊焊接,本发明提供的焊接夹块可与封闭式焊钳良好配合,能够快速准确对燃油分管组件进行可靠加持,实现了燃油分管组件的全位置自动焊接,焊缝形成了良好的焊缝,焊接效率提高8倍以上,消除了影响燃油总管流量一致性差的因素。
25、进一步,本发明设计了定位螺栓的加持段利用已经拧紧的定位螺栓,实现对锥面接嘴和螺帽的同心,且螺帽夹块的压紧面的通孔内径和螺帽外径尺寸相同,保证螺帽夹块和螺帽外径良好配合实现稳定可靠夹持。
26、进一步,本发明分油管夹块的定位面的通孔内径和分油管外径尺寸相同,保证分油管夹块和分油管外径良好配合实现可靠定位。
技术特征:1.一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,包括
2.根据权利要求1所述的一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,所述分油管夹块(4)包括分油管上夹块(41)和分油管下夹块(42),所述分油管上夹块(41)和分油管下夹块(42)安装在焊钳上;焊接时,分油管上夹块(41)和分油管下夹块(42)对称设置,相互配合将分油管(1)夹持固定。
3.根据权利要求1所述的一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,所述分油管夹块(4)的定位面上设置有通孔a(43),且通孔a(43)的内径尺寸与分油管(1)的外径尺寸相同。
4.根据权利要求1所述的一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,所述分油管夹块(4)的定位面的边缘设置有内凹的压紧面a;所述压紧面a上设置有与焊钳连接的卡槽a(44)。
5.根据权利要求1所述的一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,所述螺帽夹块(5)包括螺帽上夹块(51)和螺帽下夹块(52),所述螺帽上夹块(51)和螺帽下夹块(52)分别安装在焊钳上;焊接时,螺帽上夹块(51)和螺帽下夹块(52)对称设置,相互配合将螺帽(3)夹持固定。
6.根据权利要求1所述的一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,所述螺帽夹块(5)的定位面上设置有台阶槽和通孔b(53),所述台阶槽和通孔b(53)中心线相重合。
7.根据权利要求1所述的一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,所述螺帽夹块(5)的定位面的边缘设置有内凹的压紧面b;压紧面b上设置有用于与焊钳连接的卡槽b(54)。
8.根据权利要求1所述的一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,所述定位螺栓(6)包括夹持段和固定段,所述定位螺栓(6)的加持段与燃油分管组件的接嘴(2)相重合接触;所述定位螺栓(6)的固定段两侧设置有凸起(62),所述凸起(62)上的螺纹与螺帽(3)的内部螺纹紧密配合连接,实现螺帽(3)与定位螺栓(6)的固定。
9.根据权利要求1所述的一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,所述定位螺栓(6)的内部设置有中心孔(61)。
10.根据权利要求1所述的一种用于燃油分管组件的自动氩弧焊的焊接夹块,其特征在于,所述分油管夹块(4)的螺帽夹块(5)的材料均为不锈钢。
技术总结本发明提供了一种用于航空发动机燃油分管组件的自动焊夹块,包括分油管夹块、螺帽夹块和定位螺栓;分油管夹块安装在焊钳上用于对燃油分管组件的分油管固定,螺帽夹块安装在焊钳上用于对燃油分管组件的的螺帽固定,定位螺栓与螺帽螺纹连接,本发明将待焊的接嘴夹持转化为对螺帽的夹持,且定位螺栓的端部与燃油分管组件的接嘴相抵,实现燃油分管组件的接嘴和螺帽的同心定位,从而对接嘴和分油管连接氩弧焊缝处实现全位置自动氩弧焊焊接,该焊接夹块可与封闭式焊钳良好配合,能够快速准确对燃油分管组件进行可靠加持,实现了燃油分管组件的全位置自动焊接,形成了良好的焊缝,焊接效率提高8倍以上,消除了影响燃油总管流量一致性差的因素。
技术研发人员:程小宁,张强虎,王高强,王晓浩,石钰,孙辉,王璟,师胜德
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:技术公布日:2024/1/15