一种燃气涡轮压气机机匣的焊接定位装置及定位方法与流程
本发明属于燃气涡轮机匣加工,涉及一种燃气涡轮压气机机匣的焊接定位装置及定位方法。
背景技术:
1、燃气涡轮发动机弱刚性机匣是燃气涡轮发动机的重要承力部件,起着连接、承载、支撑及包容发动机的作用,机匣尺寸较大、结构复杂、呈薄壁结构、刚性较弱,在焊接过程中容易产生焊接变形量过大、定位精度差、夹具拆卸困难等问题。目前传统的刚性夹具设计中,存在着夹具设计周期长、效率低、操作劳动量大,定位效果差等缺点,因此,设计一种柔性化、省时省力、装夹方便的机匣焊接夹具,对机匣工件的焊接具有重要意义。
技术实现思路
1、本发明的目的在于解决现有技术中定位效果差,接过程中容易产生焊接变形量过大和夹具拆卸困难的问题,提供一种燃气涡轮压气机机匣的焊接定位装置及定位方法。
2、为达到上述目的,本发明采用以下技术方案予以实现:
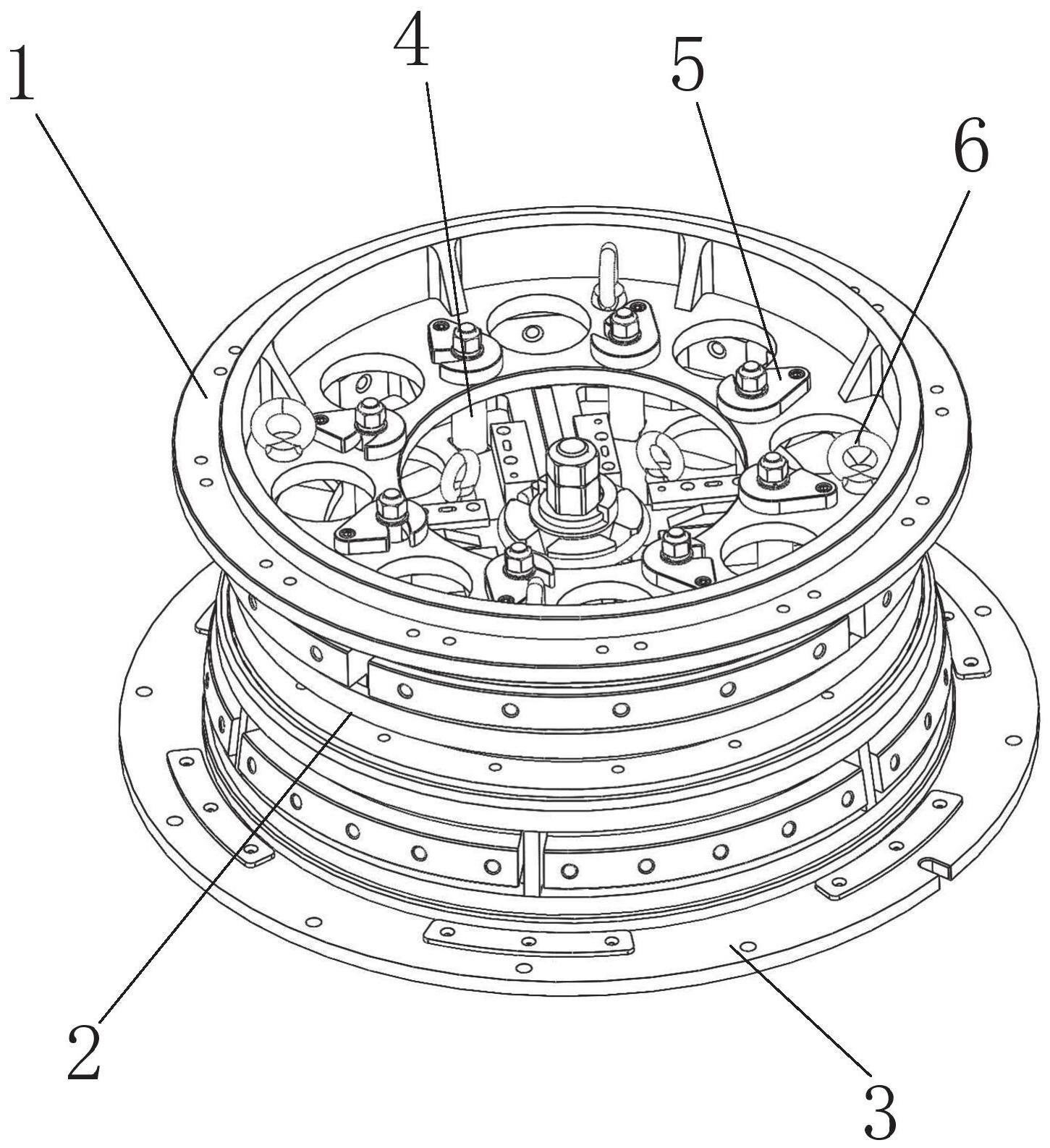
3、一种燃气涡轮压气机机匣的焊接定位装置,包括由上至下依次连接的机匣上总成、机匣中总成和机匣下总成,机匣上总成、机匣中总成和机匣下总成内依次贯穿胀芯轴组件;
4、所述机匣上总成、机匣中总成和机匣下总成的外侧套设待焊接的机匣工件,所述机匣中总成和机匣下总成内均周向分布胀芯,所述胀芯能够沿着机匣中总成和机匣下总成径向滑动,所述胀芯一端与胀芯轴组件相抵,另一端与待焊接的机匣工件的内侧壁相抵;
5、所述待焊接的机匣工件的外侧相抵机匣保持架组件,所述机匣保持架组件与机匣上总成连接。
6、本发明的进一步改进在于:
7、所述胀芯轴组件包括胀芯轴,胀芯轴贯穿机匣中总成和机匣下总成;
8、所述胀芯轴轴向依次套设有第一胀芯套和第二胀芯套;
9、所述第一胀芯套与机匣中总成内的胀芯对应相抵;
10、所述第二胀芯套与机匣下总成内的胀芯对应相抵;
11、所述第一胀芯套通过第一紧胀螺母固定,所述述第二胀芯套通过第二紧胀螺母固定。
12、所述机匣中总成内部周向设置有四个机匣上胀芯,
13、机匣上胀芯的两侧设置有上压板,机匣上胀芯能够沿着上压板滑动;
14、所述机匣上胀芯端部与第一胀芯套的侧壁相抵,所述第一胀芯套的端口设置有台阶面,所述台阶面与机匣上胀芯相靠近的端面相抵;
15、所述四个机匣上胀芯靠近第一胀芯套端部的外侧套设有第一卡簧,所述第一卡簧用于收缩拉紧四个机匣上胀芯。
16、所述机匣下总成的内部周向设置有四个机匣下胀芯,所述机匣下胀芯的两侧设置有下压板,所述机匣下胀芯能够沿着下压板滑动;
17、所述机匣下胀芯的端部与第二胀芯套的侧壁相抵,机匣下胀芯的端口设置有台阶面,所述台阶面与机匣下胀芯相靠近的端面相抵;
18、所述四个机匣下胀芯靠近第二胀芯套的端部外侧套设有第二卡簧,所述第二卡簧用于收缩拉紧四个机匣下胀芯。
19、所述机匣中总成内设置螺栓,所述螺栓贯穿机匣上总成;
20、机匣中总成和机匣上总成通过螺栓连接。
21、所述机匣下总成的上端设置有机匣换装垫片,所述机匣换装垫片与待焊接的机匣工件相抵。
22、所述机匣保持架组件包括机匣保持架座,所述机匣保持架座与机匣上总成连接,所述机匣保持架座上端设置有弹簧夹;
23、机匣保持架座转动连接机匣保持架轴,机匣保持架轴下端连接机匣保持架连接柱,所述机匣保持架连接柱连接机匣保持架压紧块,所述机匣保持架压紧块与待焊接的机匣工件的外侧壁相抵;
24、当机匣保持架轴沿着机匣保持架座转动时,机匣保持架轴能够卡设在弹簧夹内。
25、所述待焊接的机匣工件的外侧套设环形法兰,所述环形法兰套设在待焊接的机匣工件的外侧;
26、所述机匣保持架压紧块与环形法兰的外侧壁相抵。
27、所述机匣中总成的侧壁贯穿第一柱台外侧螺栓,机匣中总成通过第一柱台外侧螺栓与待焊接的机匣工件连接;
28、所述机匣下总成的侧壁上贯穿第二柱台外侧螺栓,所述机匣下总成与待焊接的机匣工件通过第二柱台外侧螺栓连接。
29、一种燃气涡轮压气机机匣的焊接定位方法,包括以下步骤:
30、将机匣上总成、匣中总成和机匣下总成固定;
31、将机匣工件套设在机匣上总成、匣中总成和机匣下总成的外侧,保证机匣工件的上端与机匣上总成的端口的下端面相抵,机匣工件的下端与机匣下总成的底部端面相抵;
32、拧紧胀芯轴组件,使匣中总成和机匣下总成内的胀芯逐渐向远离胀芯轴组件的一端滑动,直至胀芯与机匣工件的内侧壁相抵;
33、将机匣保持架组件安装到机匣上总成上,使机匣保持架组件与机匣工件的外侧壁相抵;
34、开始焊接。
35、与现有技术相比,本发明具有以下有益效果:
36、本发明公开了一种燃气涡轮压气机机匣的焊接定位装置,机匣上总成、机匣中总成和机匣下总成位于待焊接的机匣工件的内部配合外部的机匣保持架组件内外相抵支撑,在机匣中总成和机匣下总成的内部周向分布胀芯,胀芯与胀芯轴组件相抵,当拧紧或松开胀芯轴组件时,可以推动胀芯径向滑动,进而实现与待焊接的机匣工件的抵紧或分离,机匣上总成、机匣中总成和机匣下总成对待焊接的机匣工件的内部支撑既能避免在焊接中造成工件的形变,还能配合机匣保持架组件保证工件的夹持定位,定位的精准性高。
37、进一步的,本发明中,机匣保持架座与机匣上总成固连,机匣保持架压紧块用于固定,并通过机匣保持架轴和机匣保持架连接柱能够沿着机匣保持架座转动,使机匣保持架轴能够卡设在弹簧夹,定位和拆卸都比较方便,节省了拆卸时间。
38、本发明公开了一种燃气涡轮压气机机匣的焊接定位方法,将待焊接的机匣工件套设在机匣上总成、机匣中总成和机匣下总成的外侧,并通过内部的胀芯对待焊接的机匣工件的内侧壁进行抵紧,外部通过机匣保持架组件对工件进行固定,内外夹持配合,将工件固定在中间,既能实现对工件的内撑,减少焊接过程中的形变,还能通过外部夹持实现精准定位。
技术特征:
1.一种燃气涡轮压气机机匣的焊接定位装置,其特征在于,包括由上至下依次连接的机匣上总成(1)、机匣中总成(2)和机匣下总成(3),机匣上总成(1)、机匣中总成(2)和机匣下总成(3)内依次贯穿胀芯轴组件;
2.根据权利要求1所述的一种燃气涡轮压气机机匣的焊接定位装置,其特征在于,所述胀芯轴组件包括胀芯轴(20),胀芯轴(20)贯穿机匣中总成(2)和机匣下总成(3);
3.根据权利要求1所述的一种燃气涡轮压气机机匣的焊接定位装置,其特征在于,所述机匣中总成(2)内部周向设置有四个机匣上胀芯(7),
4.根据权利要求2所述的一种燃气涡轮压气机机匣的焊接定位装置,其特征在于,所述机匣下总成(3)的内部周向设置有四个机匣下胀芯(14),所述机匣下胀芯(14)的两侧设置有下压板(15),所述机匣下胀芯(14)能够沿着下压板(15)滑动;
5.根据权利要求1所述的一种燃气涡轮压气机机匣的焊接定位装置,其特征在于,所述机匣中总成(2)内设置螺栓(4),所述螺栓(4)贯穿机匣上总成(1);
6.根据权利要求1所述的一种燃气涡轮压气机机匣的焊接定位装置,其特征在于,所述机匣下总成(3)的上端设置有机匣换装垫片(13),所述机匣换装垫片(13)与待焊接的机匣工件(23)相抵。
7.根据权利要求1所述的一种燃气涡轮压气机机匣的焊接定位装置,其特征在于,所述机匣保持架组件(24)包括机匣保持架座(26),所述机匣保持架座(26)与机匣上总成(1)连接,所述机匣保持架座(6)上端设置有弹簧夹(31);
8.根据权利要求7所述的一种燃气涡轮压气机机匣的焊接定位装置,其特征在于,所述待焊接的机匣工件(23)的外侧套设环形法兰(25),所述环形法兰(25)套设在待焊接的机匣工件(23)的外侧;
9.根据权利要求1所述的一种燃气涡轮压气机机匣的焊接定位装置,其特征在于,所述机匣中总成(2)的侧壁贯穿第一柱台外侧螺栓(33),机匣中总成(2)通过第一柱台外侧螺栓(33)与待焊接的机匣工件(23)连接;
10.一种燃气涡轮压气机机匣的焊接定位方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种燃气涡轮压气机机匣的焊接定位装置及定位方法,机匣上总成、机匣中总成和机匣下总成位于待焊接的机匣工件的内部配合外部的机匣保持架组件内外相抵支撑,在机匣中总成和机匣下总成的内部周向分布胀芯,胀芯与胀芯轴组件相抵,当拧紧或松开胀芯轴组件时,可以推动胀芯径向滑动,进而实现与待焊接的机匣工件的抵紧或分离,机匣上总成、机匣中总成和机匣下总成对待焊接的机匣工件的内部支撑既能避免在焊接中造成工件的形变,还能配合机匣保持架组件保证工件的夹持定位,定位的精准性高。
技术研发人员:赵春蓉,贺建波,王继虎,于龙飞,张姝丽,薛骏,吴易明,王汉晨
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!