组装方法与流程
本发明涉及电子产品组装,尤其涉及组装方法。
背景技术:
1、消费电子产品的电池仓组件需配有负极弹簧及弹簧帽,其中负极弹簧弹性系数大,电池仓组件的组装空间小,且弹簧一般为异形,形状不规则,组装难度大,业内多为手动作业,组装效率低下。
技术实现思路
1、本发明的主要目的是提出一种组装方法,旨在解决现有的组装方法组装难度大、组装效率低下的问题。
2、为实现上述目的,本发明提出的一种组装方法,基于组装设备实现,所述组装设备包括机座、以及设于机座的上料机构、供料机构、第一组装机构、第二组装机构和控制装置,所述机座上设有上料工位、供料工位、第一组装工位和第二组装工位,所述上料机构包括用于拾取弹簧的取料部,所述取料部可活动地设置,所述第二组装机构包括用于拾取弹簧帽的拾取装置,所述拾取装置可活动地设置,所述组装方法的步骤包括:
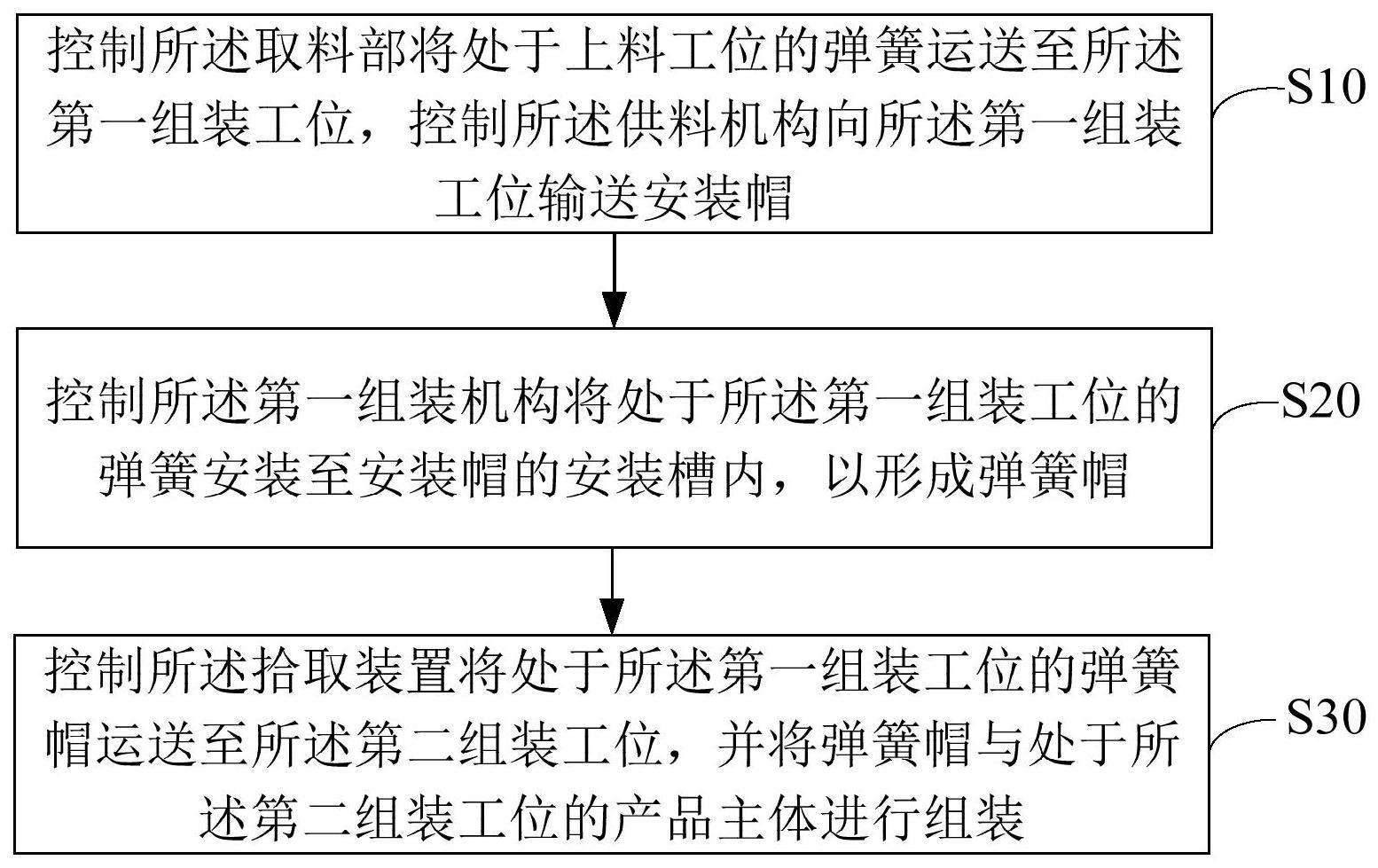
3、控制所述取料部将处于上料工位的弹簧运送至所述第一组装工位,控制所述供料机构向所述第一组装工位输送安装帽;
4、控制所述第一组装机构将处于所述第一组装工位的弹簧安装至安装帽的安装槽内,以形成弹簧帽;
5、控制所述拾取装置将处于所述第一组装工位的弹簧帽运送至所述第二组装工位,并将弹簧帽与处于所述第二组装工位的产品主体进行组装。
6、可选地,所述供料机构包括供料装置和调节组件;
7、所述控制所述取料部将处于上料工位的弹簧运送至所述第一组装工位,控制所述供料机构向所述第一组装工位提供安装帽的步骤包括:
8、所述调节组件拾取所述供料装置提供的安装帽;
9、控制所述调节组件将安装帽调整至第一预设姿态后,将其置于所述第一组装工位。
10、可选地,所述供料装置包括振盘和接料部,所述振盘设置有出料口,所述接料部的顶部设置有与所述出料口对应设置的接料槽;
11、所述调节组件包括用于拾取安装帽调节部,所述调节部可转动地设置;
12、所述控制所述调节组件调节安装帽调整至第一预设姿态后,将其置于所述第一组装工位的步骤包括:
13、控制所述振盘振动,以使得自出料口排出的安装帽以第二预设姿态输出至所述接料槽内;
14、控制所述调节部拾取所述接料槽内的安装帽,并翻转设定角度,以使得安装帽调整至第一预设姿态。
15、可选地,所述振盘和所述接料部在横向上间隔设置,所述接料槽靠近所述出料口的一侧向贯穿所述接料部,所述接料槽设置有多个,多个所述接料槽在纵向上间隔设置,所述接料部沿纵向可活动的设置,在所述接料部沿纵向活动的活动行程中,多个所述接料槽先后与所述出料口分别对位;
16、所述控制所述振盘振动,以使得自出料口排出的安装帽以第二预设姿态输出至所述接料槽内的步骤中,
17、控制所述接料部沿纵向活动,以使得自所述出料口排出的多个安装帽依次输出至对应的一所述接料槽内。
18、可选地,所述第一组装机构包括挤压机构;
19、所述控制所述第一组装机构将处于所述第一组装工位的弹簧安装至安装帽的安装槽内,以形成弹簧帽的步骤包括:
20、控制所述挤压机构将处于第一组装工位处的弹簧挤压安装至安装帽的安装槽内。
21、可选地,所述挤压机构包括在横向上间隔设置的定位杆和滑块,所述定位杆沿横向延伸且沿横向可活动地设置,所述滑块沿横向可滑动地设置;
22、所述控制所述挤压机构将处于第一组装工位处的弹簧挤压安装至安装帽的安装槽内的步骤中,
23、控制所述定位杆沿横向朝靠近所述滑块的方向活动,以使得位于所述定位杆和所述滑块之间的弹簧套设于所述定位杆的外围;
24、控制所述滑块沿横向朝靠近所述定位杆的方向活动,以使得位于所述定位杆和所述滑块之间的安装帽,与套设于所述定位杆上的弹簧套接固定。
25、可选地,所述第一组装机构还包括对应所述第一组装工位设置的承载部,所述承载部的顶部凹设有沿横向延伸的仿形槽,所述仿形槽包括在横向上连通设置的第一槽段和第二槽段;
26、所述控制所述取料部将处于上料工位的弹簧运送至所述第一组装工位,控制所述供料机构向所述第一组装工位输送安装帽的步骤中,
27、控制所述取料部将弹簧放置于所述第一槽段,控制所述供料机构将安装帽输送至所述第二槽段。
28、可选地,所述组装设备还包括位置测定装置;
29、所述控制所述拾取装置将处于所述第一组装工位的弹簧帽运送至所述第二组装工位,并将弹簧帽与处于所述第二组装工位的产品主体进行组装的步骤包括:
30、控制所述位置测定装置测定所述拾取装置输送至所述第二组装工位的弹簧帽的位置、以及处于所述第二组装工位处产品主体的位置,以获取所述拾取装置所需调整的位移量;
31、根据所述位移量控制所述拾取装置将弹簧帽与处于所述第二组装工位的产品主体进行组装。
32、可选地,所述位置测定装置包括第一图像采集系统和第二图像采集系统;
33、所述控制所述位置测定装置测定所述拾取装置输送至所述第二组装工位的弹簧帽的位置、以及处于所述第二组装工位处产品主体的位置,以获取所述拾取装置所需调整的位移量的步骤中,
34、控制所述第一图像采集系统采集所述拾取装置送至所述第二组装工位的弹簧帽的图像,以测定弹簧帽的位置;
35、控制所述第二图像采集系统采集处于所述第二组装工位的产品主体的图像,以测定产品主体的位置。
36、可选地,所述拾取装置包括夹爪和导杆,所述导杆沿上下向可活动设置;
37、所述控制所述拾取装置将处于所述第一组装工位的弹簧帽运送至所述第二组装工位,并将弹簧帽与处于所述第二组装工位的产品主体进行组装的步骤包括:
38、控制所述夹爪夹取处于所述第一组装工位的弹簧帽,并运送至所述第二组装工位;
39、控制所述导杆向下活动,以使得被夹持于所述夹爪的弹簧帽推入至产品主体的容置槽内。
40、本发明提供的技术方案中,先控制所述取料部将处于上料工位的弹簧拾取后,放置于所述第一组装工位,所述供料机构提供安装帽并输送至所述第一组装工位处,然后控制所述第一组装机构将处于所述第一组装工位的弹簧挤压安装至安装帽的安装槽内,以形成弹簧帽,最后控制所述拾取装置将弹簧帽运送至所述第二组装工位,与处于所述第二组装工位的产品主体进行组装,从而实现自动组装,以解决现有的组装方法组装难度大、组装效率低下的问题。
技术特征:
1.一种组装方法,基于组装设备实现,其特征在于,所述组装设备包括机座、以及设于机座的上料机构、供料机构、第一组装机构、第二组装机构和控制装置,所述机座上设有上料工位、供料工位、第一组装工位和第二组装工位,所述上料机构包括用于拾取弹簧的取料部,所述取料部可活动地设置,所述第二组装机构包括用于拾取弹簧帽的拾取装置,所述拾取装置可活动地设置,所述组装方法的步骤包括:
2.如权利要求1所述的组装方法,其特征在于,所述供料机构包括供料装置和调节组件;
3.如权利要求2所述的组装方法,其特征在于,所述供料装置包括振盘和接料部,所述振盘设置有出料口,所述接料部的顶部设置有与所述出料口对应设置的接料槽;
4.如权利要求3所述的组装方法,其特征在于,所述振盘和所述接料部在横向上间隔设置,所述接料槽靠近所述出料口的一侧向贯穿所述接料部,所述接料槽设置有多个,多个所述接料槽在纵向上间隔设置,所述接料部沿纵向可活动的设置,在所述接料部沿纵向活动的活动行程中,多个所述接料槽先后与所述出料口分别对位;
5.如权利要求1所述的组装方法,其特征在于,所述第一组装机构包括挤压机构;
6.如权利要求5所述的组装方法,其特征在于,所述挤压机构包括在横向上间隔设置的定位杆和滑块,所述定位杆沿横向延伸且沿横向可活动地设置,所述滑块沿横向可滑动地设置;
7.如权利要求1所述的组装方法,其特征在于,所述第一组装机构还包括对应所述第一组装工位设置的承载部,所述承载部的顶部凹设有沿横向延伸的仿形槽,所述仿形槽包括在横向上连通设置的第一槽段和第二槽段;
8.如权利要求1所述的组装方法,其特征在于,所述组装设备还包括位置测定装置;
9.如权利要求8所述的组装方法,其特征在于,所述位置测定装置包括第一图像采集系统和第二图像采集系统;
10.如权利要求1所述的组装方法,其特征在于,所述拾取装置包括夹爪和导杆,所述导杆沿上下向可活动设置;
技术总结
本发明公开一种组装方法,基于组装设备实现,组装设备包括机座、以及设于机座的上料机构、供料机构、第一组装机构、第二组装机构和控制装置,组装方法的步骤包括:控制所述取料部将处于上料工位的弹簧运送至所述第一组装工位,控制所述供料机构向所述第一组装工位输送安装帽;控制所述第一组装机构将处于所述第一组装工位的弹簧安装至安装帽的安装槽内,以形成弹簧帽;控制所述拾取装置将处于所述第一组装工位的弹簧帽运送至所述第二组装工位,并将弹簧帽与处于所述第二组装工位的产品主体进行组装,从而实现自动组装,以解决现有的组装方法组装难度大、组装效率低下的问题。
技术研发人员:杨传龙,李东岳,曹萌,高忠德,李培绪
受保护的技术使用者:歌尔股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!