一种搅拌摩擦焊缺陷修补方法与流程
本发明涉及焊接,具体是一种搅拌摩擦焊缺陷修补方法。
背景技术:
1、目前,我国轨道交通行业正处于飞速发展中。轨道交通运输在客运和货运中都占据着举足轻重的地位。近些年,高速铁路发发展迅速,高速列车技术不断发展,对车体材料和结构的要求也越来越高。铝合金因其具有轻量化、强度较高、刚度较高和耐腐蚀性好等特点,符合高速列车的需求,因此成为制造高速列车车体的主要材料。由于铝合金车体结构在焊接过程中使用传统的熔化焊方法易出现气孔、裂纹等缺陷,而搅拌摩擦焊由于是固态焊接技术,焊接过程中不会出现材料熔化现象,亦很少出现气孔、裂纹、夹杂等缺陷,因此被认为是传统熔化焊方法的一种有效替代。
2、鉴于搅拌摩擦焊固相塑性连接、低应力、无变形、单道一次焊透、低能耗并可焊接各系列铝合金等突出的工艺特点,尤其是适于大尺寸铝合金板材的优质高效拼焊。对于非热处理强化铝合金,其焊态接头强度系数≥母材本体,对于热处理强化铝合金,其焊态接头强度系数≥母材本体72%。采用搅拌摩擦焊以小拼大,可以有效解决毛坯规格不够以及机械连接所带来的结构性能质量难题,同时还可以减少结构制造中的材料损耗和数控加工工作量,提高制造效率并降低成本。
3、然而,对于搅拌摩擦焊所造成的各种缺陷,尚没有针对性的修复方法。
技术实现思路
1、本发明的目的在于提供一种搅拌摩擦焊缺陷修补方法,能够针对搅拌摩擦焊缺陷进行修复,解决因搅拌摩擦焊缺陷造成的产品可靠性下降、性能变差问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种搅拌摩擦焊缺陷修补方法,包括:
4、对搅拌摩擦焊缺陷进行机械加工;
5、利用mig对经过机械加工的搅拌摩擦焊缺陷进行修复;
6、其中,所述mig的焊接电流为195a±5%,焊接电压为24v,干伸长量为-2mm,焊接速度为5.5mm/min;mig设备的轴肩为16mm,搅拌头下压转速为2300r/min,搅拌头下压速度为20r/min,停留时间为2s,搅拌头旋转速度为2300r/min±2%,搅拌头焊接速度为1000mm/min±2%,焊速为600mm/min。
7、进一步的,利用tig对进过机械加工的搅拌摩擦焊缺陷进行修复;其中,所述tig的焊接电流为180a±5%,焊接电压为24v,焊接速度为4.5mm/min。
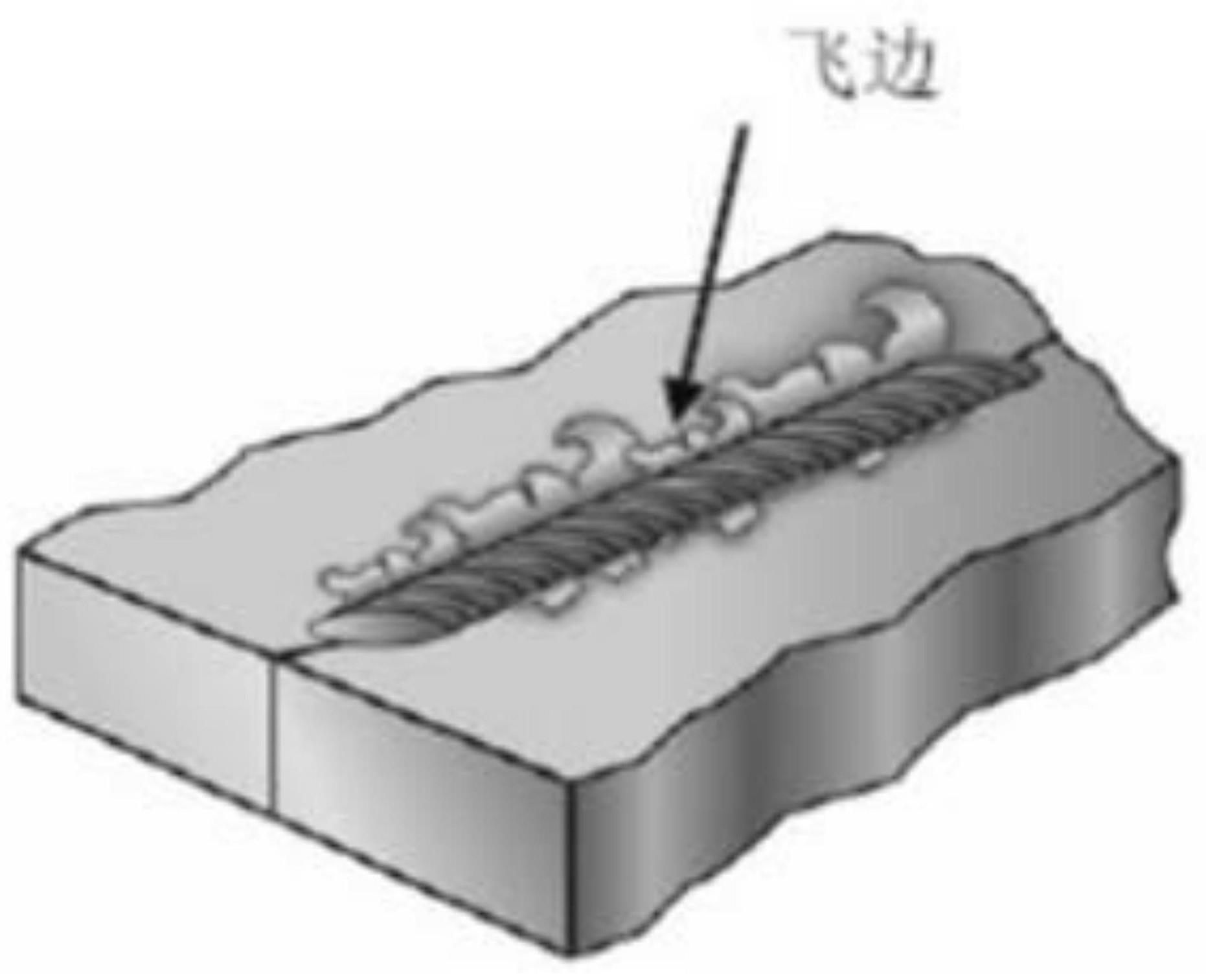
8、进一步的,所述搅拌摩擦焊缺陷包括:焊缝飞边、焊缝表面沟槽深度过大、焊缝表面塌陷及下凹过大、焊缝隧道型缺陷及焊缝夹杂物缺陷。
9、进一步的,所述搅拌摩擦焊缺陷还包括压力过小造成焊缝根部未形成连接或不完全连接导致的焊缝根部未熔合。
10、进一步的,利用更换搅拌针后的搅拌摩擦焊设备对所述搅拌摩擦焊缺陷直接进行修复;
11、当焊接4mm厚板对接时,若待焊板材带有0.2mm凸台,则更换4mm针长尺寸的搅拌针;
12、当焊接4mm厚板对接时,若待焊板材不带凸台,则更换3.8mm针长尺寸的搅拌针;
13、当焊接材料为型材并采用对搭接时,要求4mm熔深并带有0.2mm凸台,则更换5.5mm针长尺寸的搅拌针;
14、其中,所述搅拌摩擦焊缺陷为搅拌针尺寸选择不当造成焊缝根部未形成连接或不完全连接导致的焊缝根部未熔合。
15、进一步的,重新校核搅拌针与焊缝中心线的相对位置,控制搅拌针相对于焊缝中心线的偏移量小于或等于搅拌针轴肩尺寸的1/3,利用重新校核后的搅拌摩擦焊设备对所述搅拌摩擦焊缺陷直接进行修复;其中,所述搅拌摩擦焊缺陷为搅拌针偏离焊缝中心线造成焊缝横向偏移导致的相对或换算熔深不足。
16、进一步的,利用原位fssw对搅拌摩擦焊缺陷进行修复,其中,所述搅拌摩擦焊缺陷为局部微裂纹或局部孔洞构成的小尺寸点状缺陷;
17、利用排挖+同质焊丝固相填丝+fssw对搅拌摩擦焊缺陷进行修复,其中,所述搅拌摩擦焊缺陷为局部沟槽或小尺寸匙孔构成的小尺寸点状缺陷。
18、进一步的,利用排挖+mig/tig+fssw对搅拌摩擦焊缺陷进行修复,其中,所述搅拌摩擦焊缺陷为局部裂纹或大尺寸匙孔构成的大尺寸点状缺陷;
19、利用清根+mig/tig+fssw对搅拌摩擦焊缺陷进行修复,其中,所述搅拌摩擦焊缺陷为表面沟槽构成的大尺寸点状缺陷。
20、与现有技术相比,本发明的有益效果是:
21、本发明提供的搅拌摩擦焊缺陷修补方法,能够针对搅拌摩擦焊的各种不同缺陷类型进行修复,操作简单,能够解决因搅拌摩擦焊的各种不同缺陷类型造成的产品可靠性下降、性能变差等直接影响焊缝质量而影响到整个焊接结构的问题,同时为企业降低了生产成本和财产损失。
技术特征:
1.一种搅拌摩擦焊缺陷修补方法,其特征在于,包括:
2.根据权利要求1所述的搅拌摩擦焊缺陷修补方法,其特征在于,利用tig对进过机械加工的搅拌摩擦焊缺陷进行修复;其中,所述tig的焊接电流为180a±5%,焊接电压为24v,焊接速度为4.5mm/min。
3.根据权利要求1或2任一项所述的搅拌摩擦焊缺陷修补方法,其特征在于,所述搅拌摩擦焊缺陷包括:焊缝飞边、焊缝表面沟槽深度过大、焊缝表面塌陷及下凹过大、焊缝隧道型缺陷及焊缝夹杂物缺陷。
4.根据权利要求2所述的搅拌摩擦焊缺陷修补方法,其特征在于,所述搅拌摩擦焊缺陷还包括压力过小造成焊缝根部未形成连接或不完全连接导致的焊缝根部未熔合。
5.根据权利要求1所述的搅拌摩擦焊缺陷修补方法,其特征在于,利用更换搅拌针后的搅拌摩擦焊设备对所述搅拌摩擦焊缺陷直接进行修复;
6.根据权利要求1所述的搅拌摩擦焊缺陷修补方法,其特征在于,重新校核搅拌针与焊缝中心线的相对位置,控制搅拌针相对于焊缝中心线的偏移量小于或等于搅拌针轴肩尺寸的1/3,利用重新校核后的搅拌摩擦焊设备对所述搅拌摩擦焊缺陷直接进行修复;其中,所述搅拌摩擦焊缺陷为搅拌针偏离焊缝中心线造成焊缝横向偏移导致的相对或换算熔深不足。
7.根据权利要求1所述的搅拌摩擦焊缺陷修补方法,其特征在于,利用原位fssw对搅拌摩擦焊缺陷进行修复,其中,所述搅拌摩擦焊缺陷为局部微裂纹或局部孔洞构成的小尺寸点状缺陷;
8.根据权利要求1所述的搅拌摩擦焊缺陷修补方法,其特征在于,利用排挖+mig/tig+fssw对搅拌摩擦焊缺陷进行修复,其中,所述搅拌摩擦焊缺陷为局部裂纹或大尺寸匙孔构成的大尺寸点状缺陷;
技术总结
本发明涉及焊接技术领域,具体是一种搅拌摩擦焊缺陷修补方法,包括:对搅拌摩擦焊缺陷进行机械加工;利用MIG对经过机械加工的搅拌摩擦焊缺陷进行修复;其中,所述MIG的焊接电流为195A±5%,焊接电压为24V,干伸长量为‑2mm,焊接速度为5.5mm/min;MIG设备的轴肩为16mm,搅拌头下压转速为2300r/min,搅拌头下压速度为20r/min,停留时间为2s,搅拌头旋转速度为2300r/min±2%,搅拌头焊接速度为1000mm/min±2%,焊速为600mm/min。本发明提供的搅拌摩擦焊缺陷修补方法,能够解决因搅拌摩擦焊缺陷造成的产品可靠性下降、性能变差问题。
技术研发人员:火巧英,韩如冰,丁洁琼,王小康,夏宁,杜欢欢,杨腾,常建国,王骏
受保护的技术使用者:南京中车浦镇城轨车辆有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!