一种宽扁金属型材调直装置及方法与流程
本发明属于金属型材调直,具体涉及一种宽扁金属型材调直装置及方法。
背景技术:
1、在金属材料型材成型加工过程中,产品的调直是型材加工中必不可少的工艺环节,产品的直线度状况直接影响到后续产品加工,无论是动力调直或被动调直工艺,传统的调直工艺设备对于材料的结构尺寸有一定的局限性,对于宽扁型材的调直没有好的有效方法,(厚、宽比较大,比如4*100mm)特别是宽度方向调直比较困难或根本无法调直,强行调直甚至会导致材料变形、尺寸缩小等。
2、例如公开号为cn205684521u的中国专利,公开了一种金属板材整平装置,包括工作平台和安装在工作平台侧面的驱动装置,工作平台上成直线设有去毛刺机构、调直机构以及与驱动装置相连的三辊整平机构。
3、上述装置虽然依次经过第一去毛刺装置、三辊整平机构、第二去毛刺装置和调直机构等机构进行一次去毛剌,整平、二次去毛刺和调直,分步去掉大颗料和小颗粒毛刺对毛刺边缘的表面进行圆滑过度并对板材进行逐步调直,对板材进旋转挤压受力均匀使板材平整且厚度均匀,对经剪板机剪切造成的板材扭曲侧弯具有非常好的矫直整平效果。但是该装置在进行调直时采用的左右两组调直轮来对板材进行调直的,而这对宽扁型材进行调直时只会对宽度方向进行调直,而在对宽度方向进行调直时无法保证型材的整体尺寸,会在对宽度方向进行调直时导致型材的厚度发生改变。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种宽扁金属型材调直装置及方法,解决了现有的调直装置在对宽扁型材进行调直时无法保证型材的整体尺寸不发生改变的问题。
2、本发明的目的可以通过以下技术方案实现:一种宽扁金属型材调直装置,包括调直机构和检测机构;
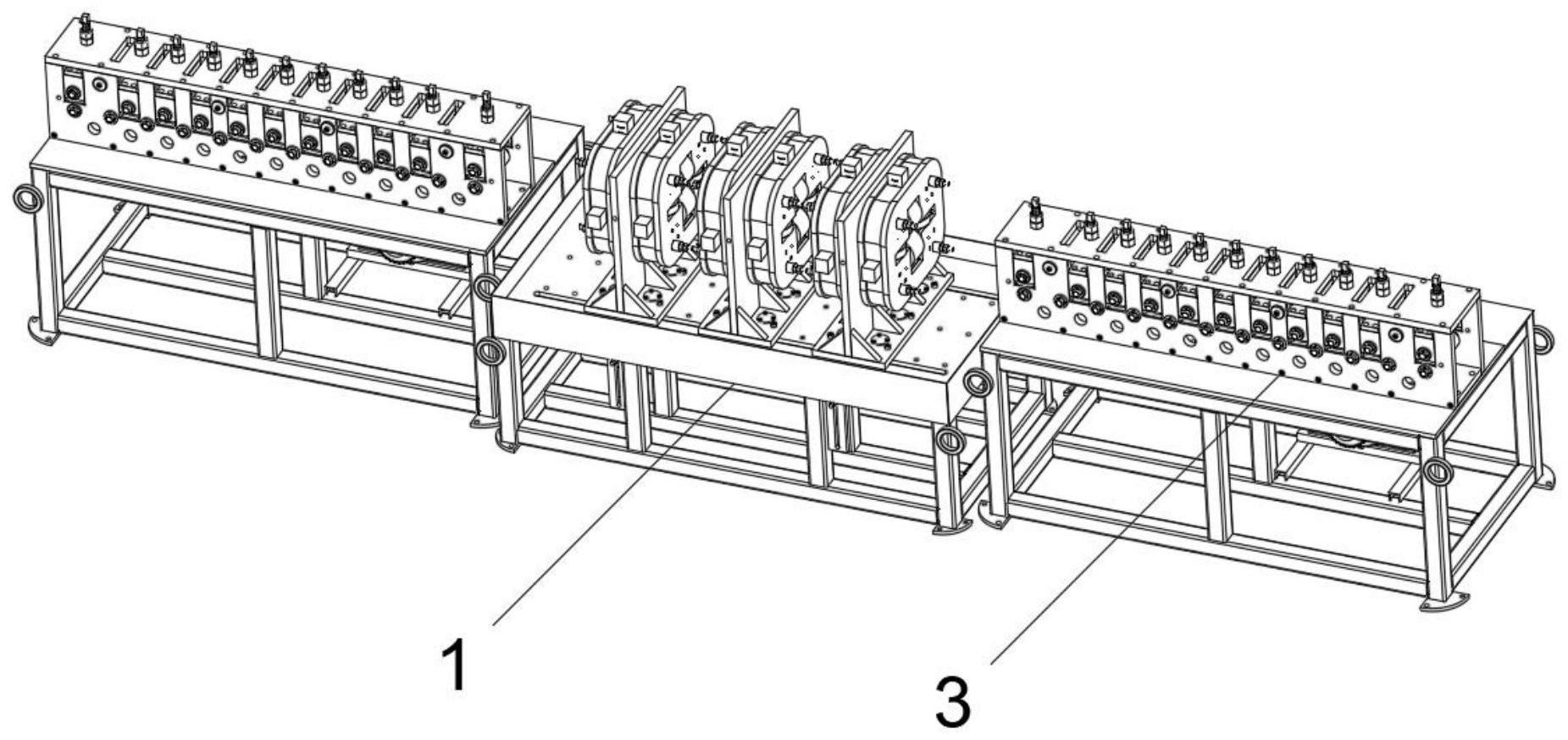
3、调直机构,所述调直机构包括固定架和安装于固定架顶面的若干膜架组件,任一膜架组件包括调直组件和平整组件,所述调直组件可调节的与型材的两侧壁抵接,所述平整组件可调节的与型材的顶面和底面抵接,所述调直组件和平整组件围成调直口,若干所述调直口交错设置;
4、检测机构,所述检测机构安装于位于调直机构的进料端并对型材的弯曲度进行检测并与调直机构通信连接。
5、作为本发明的一种优选技术方案,所述调直机构还包括支撑架和固定框,所述支撑架安装于固定架的顶面,所述固定框安装于支撑架的顶部,所述调直组件包括两第一电机和两调直轮,两所述第一电机分别安装于固定框的相对两侧壁并与两调直轮连接,所述平整组件包括两平整轮和两第二电机,两所述第二电机分别安装于固定框的顶面和底面并与两平整轮连接,两所述调直轮与两平整轮围成调直口,所述第一电机和第二电机均与检测机构通信连接。
6、作为本发明的一种优选技术方案,所述支撑架的底部还设置若干定位件,所述固定架的顶面开设有若干定位孔,若干所述定位件呈矩形阵列安装于支撑架的底部且其一端位于定位孔内。
7、作为本发明的一种优选技术方案,所述定位件包括定位座和定位球,所述定位座安装于支撑架的底部,所述定位座的底面开设有滑槽,所述定位球滑动设置于滑槽内,所述定位球在支撑架安装时与定位孔抵接。
8、作为本发明的一种优选技术方案,所述调整机构的进料端和出料端均设置有动力机构,所述动力机构包括机架、支撑框、若干校平组件、驱动电机和齿轮组,所述驱动电机安装于机架的底部,所述支撑框安装于机架的顶面,若干所述校平组件安装于支撑框顶面且校平端位于支撑框内,所述驱动电机与齿轮组连接,所述齿轮组与若干校平组件连接,型材从若干所述校平组件的校平端穿过进入调直机构。
9、作为本发明的一种优选技术方案,所述校平组件包括两矫直轮和调节杆,所述调节杆安装于支撑框的顶面并与一矫直轮连接,另一所述矫直轮均转动设置于支撑框的相对两内侧壁并与齿轮组连接,两所述矫直轮的轴线均水平设置且位于同一竖直面。
10、作为本发明的一种优选技术方案,所述检测机构设置有两组,两所述检测机构对称的安装于支撑框的相对两内侧壁并对经过的型材两侧进行弯曲度检测。
11、作为本发明的一种优选技术方案,所述检测机构包括伸缩杆、固定管、弹簧和激光传感器,所述固定管安装于支撑框的内侧壁,所述伸缩杆的底部位于固定管内并与固定管滑动连接,所述伸缩杆的顶部与型材抵接,所述弹簧位于固定管内并与伸缩杆的底部抵接,所述激光传感器安装于固定管的内底部并检测与伸缩杆的底部之间的距离。
12、作为本发明的一种优选技术方案,所述伸缩杆的顶部为锥形,所述校平组件将型材推动进入调直机构中时型材挤压伸缩杆的顶部。
13、基于上述的一种宽扁金属型材调直装置,本发明还提出一种宽扁金属型材调直方法,具体步骤如下:
14、s1:进料,将型材放入动力机构中开始进料;
15、s2:校平,动力机构中的校平组件对型材进行平整处理并将型材往调节机构进行输送;
16、s3:检测,检测机构对校平组件中移动的型材进行侧面的弯曲度检测;
17、s4:校准,检测结果经过处理后传输至调直机构,调直机构中的膜架组件根据处理结果与预设的偏移值进行比对后调整调直口的中心偏移值;
18、s5:调直,型材通过膜架组件完成调直过程;
19、s6:下料,位于调直机构下料端的动力机构将型材从调直机构中拉出完成下料过程。
20、本发明的有益效果为:
21、1.通过调节机构中的膜架组件来对宽扁型材进行调直,通过调直组件和平整组件保证宽扁型材在调直的过程中不会出现整体尺寸发生改变的情况发生。
22、2.通过检测机构对宽扁型材侧边的弯曲度进行检测,并将检测结果传输到调直机构中,让膜架组件调直口的偏移值与检测结果进行比对后调整调直口的偏移值来保持宽扁型材的调直效果,避免需要反复对调直口的偏移值进行调整而降低工作效率。
技术特征:
1.一种宽扁金属型材调直装置,其特征在于:包括调直机构和检测机构;
2.根据权利要求1所述的一种宽扁金属型材调直装置,其特征在于:所述调直机构还包括支撑架和固定框,所述支撑架安装于固定架的顶面,所述固定框安装于支撑架的顶部,所述调直组件包括两第一电机和两调直轮,两所述第一电机分别安装于固定框的相对两侧壁并与两调直轮连接,所述平整组件包括两平整轮和两第二电机,两所述第二电机分别安装于固定框的顶面和底面并与两平整轮连接,两所述调直轮与两平整轮围成调直口,所述第一电机和第二电机均与检测机构通信连接。
3.根据权利要求2所述的一种宽扁金属型材调直装置,其特征在于:所述支撑架的底部还设置若干定位件,所述固定架的顶面开设有若干定位孔,若干所述定位件呈矩形阵列安装于支撑架的底部且其一端位于定位孔内。
4.根据权利要求3所述的一种宽扁金属型材调直装置,其特征在于:所述定位件包括定位座和定位球,所述定位座安装于支撑架的底部,所述定位座的底面开设有滑槽,所述定位球滑动设置于滑槽内,所述定位球在支撑架安装时与定位孔抵接。
5.根据权利要求1所述的一种宽扁金属型材调直装置,其特征在于:所述调整机构的进料端和出料端均设置有动力机构,所述动力机构包括机架、支撑框、若干校平组件、驱动电机和齿轮组,所述驱动电机安装于机架的底部,所述支撑框安装于机架的顶面,若干所述校平组件安装于支撑框顶面且校平端位于支撑框内,所述驱动电机与齿轮组连接,所述齿轮组与若干校平组件连接,型材从若干所述校平组件的校平端穿过进入调直机构。
6.根据权利要求5所述的一种宽扁金属型材调直装置,其特征在于:所述校平组件包括两矫直轮和调节杆,所述调节杆安装于支撑框的顶面并与一矫直轮连接,另一所述矫直轮均转动设置于支撑框的相对两内侧壁并与齿轮组连接,两所述矫直轮的轴线均水平设置且位于同一竖直面。
7.根据权利要求5所述的一种宽扁金属型材调直装置,其特征在于:所述检测机构设置有两组,两所述检测机构对称的安装于支撑框的相对两内侧壁并对经过的型材两侧进行弯曲度检测。
8.根据权利要求5所述的一种宽扁金属型材调直装置,其特征在于:所述检测机构包括伸缩杆、固定管、弹簧和激光传感器,所述固定管安装于支撑框的内侧壁,所述伸缩杆的底部位于固定管内并与固定管滑动连接,所述伸缩杆的顶部与型材抵接,所述弹簧位于固定管内并与伸缩杆的底部抵接,所述激光传感器安装于固定管的内底部并检测与伸缩杆的底部之间的距离。
9.根据权利要求8所述的一种宽扁金属型材调直装置,其特征在于:所述伸缩杆的顶部为锥形,所述校平组件将型材推动进入调直机构中时型材挤压伸缩杆的顶部。
10.一种宽扁金属型材调直方法,用于上述权利要求5至9任一项所述的一种宽扁金属型材调直装置,其特征在于,包括以下步骤:
技术总结
本发明涉及一种宽扁金属型材调直装置及方法,属于金属型材调直技术领域。包括调直机构和检测机构;调直机构,所述调直机构包括固定架和安装于固定架顶面的若干膜架组件,任一膜架组件包括调直组件和平整组件,所述调直组件可调节的与型材的两侧壁抵接,所述平整组件可调节的与型材的顶面和底面抵接,所述调直组件和平整组件围成调直口,若干所述调直口交错设置;检测机构安装于位于调直机构的进料端并对型材的弯曲度进行检测并与调直机构通信连接,本发明通过检测机构对宽扁型材侧边的弯曲度进行检测,让膜架组件调整调直口的偏移值来保持宽扁型材的调直效果,避免了需要反复对调直口的偏移值进行调整而降低工作效率。
技术研发人员:刘孝东,钟展扬,陈铭钊
受保护的技术使用者:广州众山精密科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!