一种适用于宽扁金属型材调直装置的滚轮控制方法与流程
本发明属于矫直,具体涉及一种适用于宽扁金属型材调直装置的滚轮控制方法。
背景技术:
1、随着世界工业发展水平的不断提高,汽车行业的蓬勃发展,人们对板材的需求量急剧上升,尤其是宽扁金属型材,据统计资料显示,20世纪90年代,世界人均宽扁金属型材消费量是50kg,发达国家人均消费达200kg,以发达国家消费趋势来看,我国宽扁金属型材消费量处于急剧上升阶段。由于宽扁金属型材加工简单,重量轻,可以承受较大的载荷,所以在工程上使用颇广,如建筑物的顶梁、楼板、柱子等部位,以及地下管道的支撑和保护等方面。由于不同行业对宽扁金属型材的需求不同,尤其是汽车用宽扁金属型材要求的品种范围广、规格幅度大、形状精度高、成形性能好、表面要求严,导致对宽扁金属型材规格及型号需求的多样化。同时,对宽扁金属型材的加工质量也提出了更高的要求。宽扁金属型材在轧制、冷却及剪切过程中,由于塑性变形不均、加热和冷却不均、剪切以及运输和堆放等原因,必然产生不同程度的弯曲、瓢曲、浪形、镰弯和歪扭的塑性变形、或内部产生残余应力,这在成为合格的产品之前,都必须采用矫直机进行矫直加工,矫正形状和消除残余应力。传统的矫直工艺都是由工人师傅根据经验和估计去反复试校和反复测量,这种做法不仅效率低,校直精度差,劳动强度高,同时,也影响零件的工作性能,质量不能保证。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种适用于宽扁金属型材调直装置的滚轮控制方法,解决了现有矫直工艺都是由工人师傅根据经验和估计去反复试校和反复测量而导致效率低,校直精度差,劳动强度高的问题。
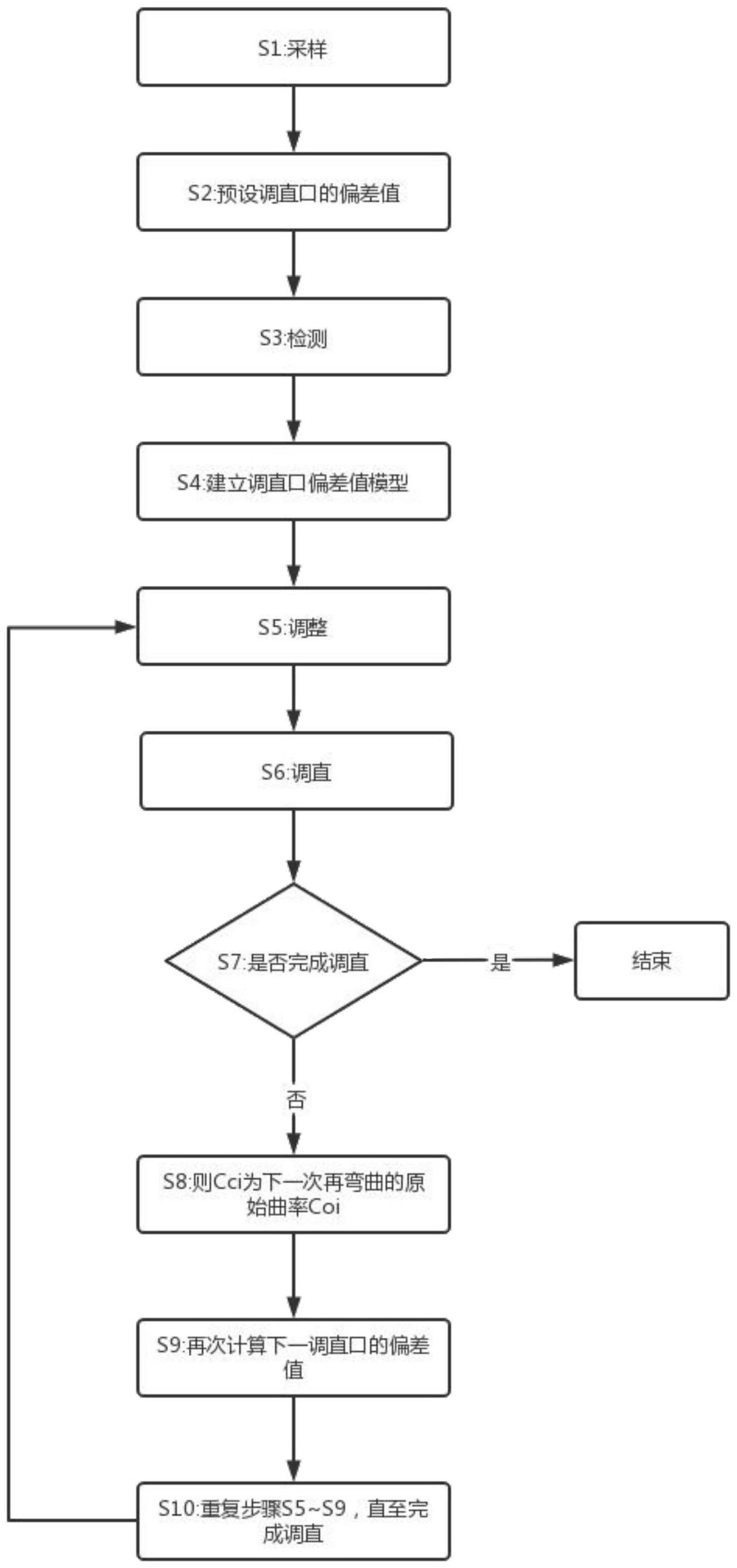
2、本发明的目的可以通过以下技术方案实现:一种适用于宽扁金属型材调直装置的滚轮控制方法,包括调直机构和检测机构,所述调直机构包括固定架和安装于固定架顶面的若干膜架组件,任一膜架组件包括调直组件和平整组件,所述调直组件可调节的与型材的两侧壁抵接,所述平整组件可调节的与型材的顶面和底面抵接,所述调直组件和平整组件围成调直口,若干所述调直口交错设置;检测机构安装于位于调直机构的进料端并对型材的弯曲度进行检测并与调直机构通信连接;还包括以下步骤:
3、s1:采样,对宽扁金属型材的样品进行检测,获得宽扁金属型材纯弹性弯曲时的挠度数值fi;
4、s2:预设调直口的偏差值,将第1调直口与第2调直口之间的中心距离记为a1,调直轮半径记为r;
5、s3:检测,对宽扁金属型材的弯曲率进行检测并将其最大的弯曲率记为原始弯曲率co1;
6、s4:建立偏差值模型,将s1-s3的数据带入模型进行计算获得第i+1调直口;
7、s5:调整,根据偏差值调整调直口的位置;
8、s6:调直,对型材进行调直并判断是否完成调直;
9、s7:判断是否完成调直,是,则结束调直且cci=cpi-cfi为0,否,则执行下一步骤,式中,cfi为第i滚轮下的相对弹复率,cpi为第i调直轮与第i+1调直轮的相对弯曲率,cci为残余曲率;
10、s8:则cci为下一次再弯曲的原始曲率coi;
11、s9:再次计算下一调直口的偏差值;
12、s10:重复步骤s5~s9,直至完成调直。
13、作为本发明的一种优选技术方案,所述调直机构还包括支撑架和固定框,所述支撑架安装于固定架的顶面,所述固定框安装于支撑架的顶部,所述调直组件包括两第一电机和两调直轮,两所述第一电机分别安装于固定框的相对两侧壁并与两调直轮连接,所述平整组件包括两平整轮和两第二电机,两所述第二电机分别安装于固定框的顶面和底面并与两平整轮连接,两所述调直轮与两平整轮围成调直口。
14、作为本发明的一种优选技术方案,所述支撑架的底部还设置若干定位件,所述固定架的顶面开设有若干定位孔,若干所述定位件呈矩形阵列安装于支撑架的底部且其一端位于定位孔内。
15、作为本发明的一种优选技术方案,所述定位件包括定位座和定位球,所述定位座安装于支撑架的底部,所述定位座的底面开设有滑槽,所述定位球滑动设置于滑槽内,所述定位球在支撑架安装时与定位孔抵接。
16、作为本发明的一种优选技术方案,在步骤s4中,偏差值模型为fyi=2kfifi,式中,czi为第i调直口下的相对总弯曲率。
17、作为本发明的一种优选技术方案,在步骤s4中,式中,mj为宽扁金属型材纯弹性弯曲时的弹性极限弯曲力矩,e为被矫宽扁金属型材的弹性模量;j为被矫宽扁金属型材的横截面惯性矩;t为两相邻调直口的间距。
18、作为本发明的一种优选技术方案,在步骤s4中,式中,b为被矫宽扁金属型材的宽度;h为被矫宽扁金属型材的厚度;σs为宽扁金属型材的屈服强度。
19、作为本发明的一种优选技术方案,步骤s3中,对宽扁金属型材的弯曲率进行检测时可采用光学检测法获得。
20、作为本发明的一种优选技术方案,在步骤s5中,通过第一电机来调整调直口的位置。
21、作为本发明的一种优选技术方案,在步骤s7中,
22、本发明的有益效果为:
23、1.通过调直组件和平整组件保证宽扁型材在调直的过程中不会出现整体尺寸发生改变的情况发生。
24、2.通过建立偏差值模型来对调直口的位置进行确定,通过对型材的初始弯曲度进行检测来获得原始曲率,通过对原始曲率的计算来获得下一调直口位置的偏差值,并将残余曲率作为下一调直口的原始曲率来获得下一调直口位置的偏差值,直到残余曲率为零,这时就代表该型材已经完成调直,解决了现有矫直工艺都是由工人师傅根据经验和估计去反复试校和反复测量而导致效率低,校直精度差,劳动强度高的问题。
技术特征:
1.一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:包括调直机构和检测机构,所述调直机构包括固定架和安装于固定架顶面的若干膜架组件,任一膜架组件包括调直组件和平整组件,所述调直组件可调节的与型材的两侧壁抵接,所述平整组件可调节的与型材的顶面和底面抵接,所述调直组件和平整组件围成调直口,若干所述调直口交错设置;检测机构安装于位于调直机构的进料端并对型材的弯曲度进行检测并与调直机构通信连接;还包括以下步骤:
2.根据权利要求1所述的一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:所述调直机构还包括支撑架和固定框,所述支撑架安装于固定架的顶面,所述固定框安装于支撑架的顶部,所述调直组件包括两第一电机和两调直轮,两所述第一电机分别安装于固定框的相对两侧壁并与两调直轮连接,所述平整组件包括两平整轮和两第二电机,两所述第二电机分别安装于固定框的顶面和底面并与两平整轮连接,两所述调直轮与两平整轮围成调直口。
3.根据权利要求2所述的一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:所述支撑架的底部还设置若干定位件,所述固定架的顶面开设有若干定位孔,若干所述定位件呈矩形阵列安装于支撑架的底部且其一端位于定位孔内。
4.根据权利要求3所述的一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:所述定位件包括定位座和定位球,所述定位座安装于支撑架的底部,所述定位座的底面开设有滑槽,所述定位球滑动设置于滑槽内,所述定位球在支撑架安装时与定位孔抵接。
5.根据权利要求1所述的一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:在步骤s4中,偏差值模型为fyi=2kfifi,式中,czi为第i调直口下的相对总弯曲率。
6.根据权利要求5所述的一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:在步骤s4中,式中,mj为宽扁金属型材纯弹性弯曲时的弹性极限弯曲力矩,e为被矫宽扁金属型材的弹性模量;j为被矫宽扁金属型材的横截面惯性矩;t为两相邻调直口的间距。
7.根据权利要求5所述的一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:在步骤s4中,式中,b为被矫宽扁金属型材的宽度;h为被矫宽扁金属型材的厚度;σs为宽扁金属型材的屈服强度。
8.根据权利要求1所述的一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:步骤s3中,对宽扁金属型材的弯曲率进行检测时可采用光学检测法获得。
9.根据权利要求1所述的一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:在步骤s5中,通过第一电机来调整调直口的位置。
10.根据权利要求1所述的一种适用于宽扁金属型材调直装置的滚轮控制方法,其特征在于:在步骤s7中,
技术总结
本发明涉及一种适用于宽扁金属型材调直装置的滚轮控制方法,属于矫直技术领域。包括调直机构和检测机构,所述调直机构包括固定架和安装于固定架顶面的若干膜架组件,任一膜架组件包括调直组件和平整组件,所述调直组件可调节的与型材的两侧壁抵接,所述平整组件可调节的与型材的顶面和底面抵接,所述调直组件和平整组件围成调直口,若干所述调直口交错设置;检测机构安装于位于调直机构的进料端并对型材的弯曲度进行检测并与调直机构通信连接,本发明解决了现有矫直工艺效率低,校直精度差,劳动强度高的问题。
技术研发人员:刘孝东,钟展扬,陈铭钊
受保护的技术使用者:广州众山精密科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!