一种微电子用Sn58Bi钎料合金微互连焊点的时效强化工艺
本发明涉及微互连焊点时效强化,具体涉及一种微电子用sn58bi钎料合金微互连焊点的时效强化工艺。
背景技术:
1、随着高性能计算、深度学习和5g通信等领域的出现,使得封装技术不断向高密度集成发展,芯片间的异质异构封装集成扮演着重要作用。微互连焊点是实现芯片间的高密度互连主体,其可靠性是维持电子产品优异性能的重要保障。其中,强度是影响可靠性的途径之一,决定着材料在实际中的应用前景。
2、微互连焊点的强度受服役环境影响。时效是微焊点服役环境中常伴随的过程,是用来描述材料在一定温度下经过保温等处理后,有关结构和性能随时间变化的过程,可通过控制时效温度和时效时间影响微互连焊点中的原子迁移、晶体重排和固溶相变等微观机制,进而调控材料的微观组织,改善钎料合金的性能、提高钎料合金及其微互连焊点的剪切强度。因此,时效处理的工艺参数在研究微互连焊点剪切强度提升上是十分重要的。
3、sn58bi焊料具有低熔点(138℃)、良好的润湿性和较低的价格等方面的优势,是微电子领域中被广泛应用的焊接材料。然而,对应于电子产品中sn58bi钎料合金微互连焊点真实的老化趋势,传统工艺方法在时效处理后微互连焊点的强度是随着时效处理时间的增加而逐渐下降。此外,一些高强度sn58bi钎料合金微互连焊点采用双时效工艺,在高温和低温两个区间进行时效处理,高温区时效可获得高弥散析出相的形核点,在此基础上,低温区时效获得高弥散分布的析出相,两个温区结合起来可获得更高的合金剪切强度,但该工艺方法较为复杂,如温度、时效时间等对于剪切强度的影响是复杂而多变的,会受到合金组成、热处理过程和具体应用要求等因素的影响,且不利于工业应用。因此,亟待提出一种工艺方法简易且经济高效的sn58bi钎料合金微互连焊点时效强化工艺,以提高sn58bi钎料合金微互连焊点的剪切强度,且具备良好的工业应用前景。
技术实现思路
1、针对上述问题,本发明提出一种微电子用sn58bi钎料合金微互连焊点的时效强化工艺,以提高sn58bi钎料合金微互连焊点的剪切强度,工艺方法简易且经济高效,同时具备良好的工业应用前景。
2、本发明提供了一种微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于,包括如下步骤:
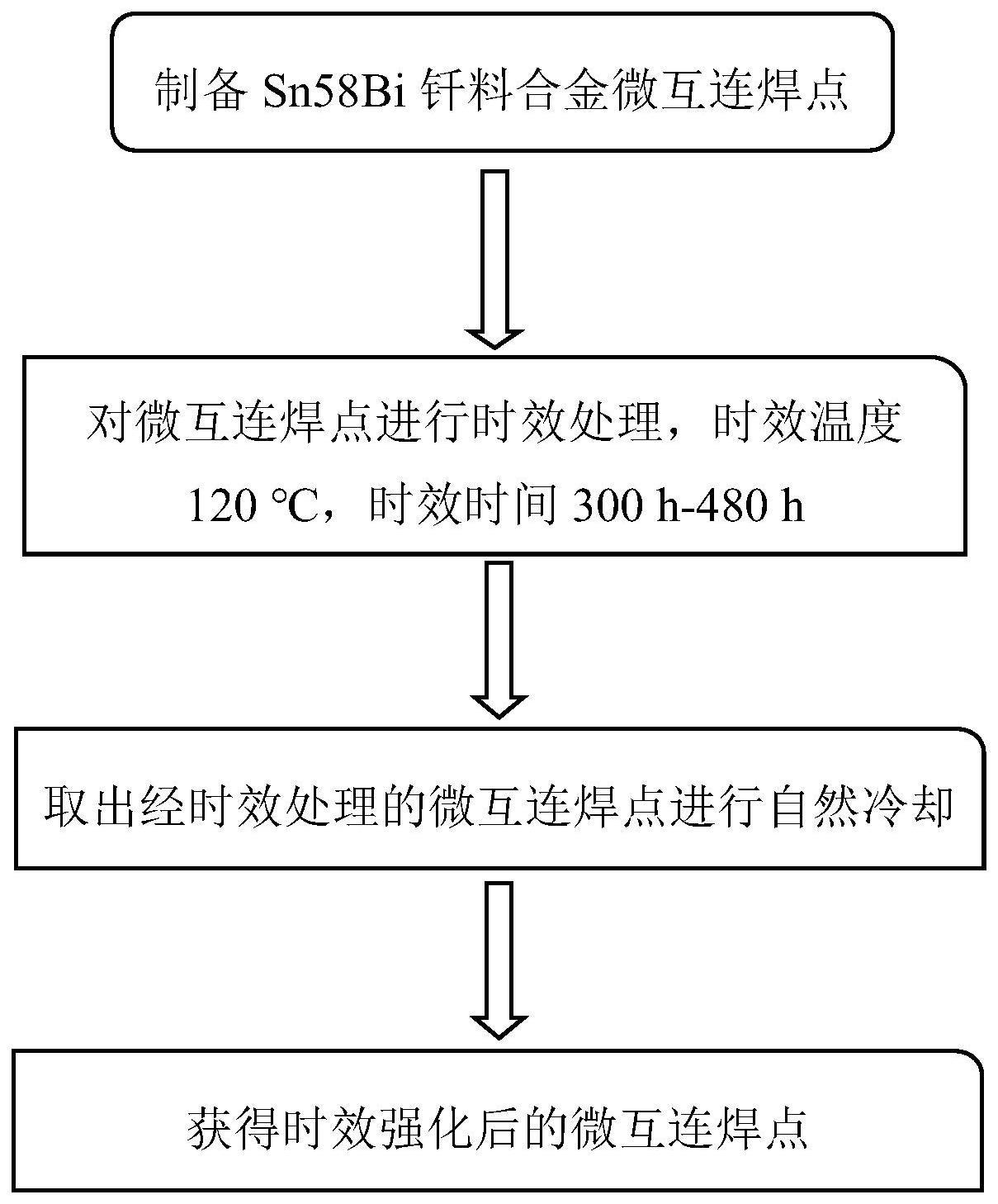
3、s1:制备sn58bi钎料合金微互连焊点;将sn58bi钎料合金通过钎焊技术与上下铜基底连接,制备成互连高度为500μm的微互连焊点试样;
4、s2:时效处理;将步骤s1中制备成功的微互连焊点试样放入到时效炉中并加热到120℃,并进行时效温度120℃保温;时效时间为300h-480h;
5、s3:冷却;将步骤s2中经过时效处理的微互连焊点试样从时效炉中取出,置于空气中自然冷却至室温25℃;
6、s4:获得经时效强化的微互连焊点试样,其剪切强度不低于55.0mpa。
7、优选地,步骤s2中,所述微互连焊点试样经时效处理后生成了亚晶界取向差为1.12°的bi亚晶结构,bi亚晶结构的亚晶壁阻碍了位错的移动。
8、优选地,步骤s3中,经过步骤s2时效处理的微互连焊点试样自然冷却至室温25℃后,bi在sn相中呈超饱和固溶状态。
9、优选地,所述bi在sn相中呈的超饱和固溶状态会驱动固溶于sn相中的bi元素析出,形成杆状富bi析出相。
10、优选地,所述bi在sn相中呈的超饱和固溶状态会驱动固溶于sn相中的bi元素析出,形成球状富bi析出相。
11、优选地,步骤s3中,经过步骤s2时效处理的微互连焊点试样自然冷却至室温25℃后,imc层中一次回流的厚度为2.8μm-3.5μm,二次回流的厚度为3.4μm-4.0μm。
12、优选地,步骤s3中,经过步骤s2时效处理的微互连焊点试样自然冷却至室温25℃后,富bi相的平均宽度相尺寸为2.5μm-4.7μm。
13、优选地,步骤s3中,经过步骤s2时效处理的微互连焊点试样自然冷却至室温25℃后,富sn相的平均宽度相尺寸为2.7μm-3.6μm。
14、优选地,所述杆状富bi析出相的平均宽度相尺寸为0.2μm-0.7μm。
15、优选地,所述球状富bi析出相的平均直径相尺寸为0.5μm-2.3μm。
16、本发明具有如下的有益效果:
17、1、该技术方案通过对sn58bi钎料合金微互连焊点进行时效强化处理,提高了sn58bi钎料合金微互连焊点的剪切强度;同时工艺方法简易且经济高效,同时具备良好的工业应用前景。
18、2、该时效强化工艺可使sn58bi钎料合金组织内产生亚晶,亚晶对位错运动的阻碍作用可使微互连焊点剪切强度提升。
19、3、界面金属间化合物(intermetallic compound,imc)层不断增厚,使得微互连焊点中的bi相对含量上升,bi在sn相中呈超饱和固溶状态,微互连焊点剪切强度也会因固溶强化作用而提升。
20、4、因微互连焊点的能量自发地趋向于更低状态,超饱和固溶状态会驱动固溶于sn相中的bi元素析出,形成富bi析出相,这一析出相会使微互连焊点剪切强度因析出强化作用而提升。
技术特征:
1.一种微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于:
3.根据权利要求1所述的微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于:
4.根据权利要求3所述的微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于:
5.根据权利要求3所述的微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于:
6.根据权利要求1所述的微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于:
7.根据权利要求1所述的微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于:
8.根据权利要求1所述的微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于:
9.根据权利要求4所述的微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于:
10.根据权利要求5所述的微电子用sn58bi钎料合金微互连焊点的时效强化工艺,其特征在于:
技术总结
本发明公开一种微电子用Sn58Bi钎料合金微互连焊点的时效强化工艺,采用了时效强化工艺处理手段,通过探索微互连焊点在时效温度和时间变化情况下的力学性能,归纳总结出微互连焊点时效强化的时效温度和时效时间,即微互连焊点在120℃时效300h‑480h后经自然冷却,可得到强度提升的微互连焊点。本发明实现了通过调控微互连焊点中Bi相的存在状态及形态等来提升微互连焊点的剪切强度,为提升工业钎料合金热处理和电子产品可靠性提供参考,同时为电子工业带来更大的经济效益。
技术研发人员:李望云,莫兰清,何思亮,位松,秦红波,黄家强
受保护的技术使用者:桂林电子科技大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!