一种用于五轴机床R-test检测的误差检测结果可视化方法与流程
本发明涉及五轴机床误差检测,特别是涉及一种用于五轴机床r-test检测的误差检测结果可视化方法。
背景技术:
1、五轴机床是一种具有复杂曲面加工能力的制造装备,是航空航天、光学器件等制造领域的核心技术装备。r-test检测是一种较为常用的五轴机床精度检测仪器,主要原理是利用五轴机床的rtcp功能(rotation tool centre point,部分厂商与科研机构译为绕刀尖点旋转功能或刀尖点编程功能),操作机床设定刀尖位置固定、只运行旋转轴的特定指令,通过对设定为位置固定但实际发生微小位移的刀尖点进行测量,能够反映出机床的精度状态。目前r-test检测方案已被国家标准和iso国际标准收录,并在业界广泛推广。
2、对于r-test检测,将检测结果进行图形化展示,一方面能够直观的展示检测结果所包含的精度信息,另一方面可以支撑基于检测结果图像特征的误差溯源或误差补偿的研究,具有重要的学术意义和工程价值。目前针对r-test检测的误差检测结果可视化,相关研究较少,目前没有统一的标准模式。工业界常用的方法,如荷兰的机床检测设备制造商ibsprecision engineering的r-test仪器产品手册“ibs precision engineering. machinequalification tools:position inspector, https://www.ibspe.com/machine-qualification”中展示的,主要是将机床工件坐标系下x、y、z方向下的误差检测结果绘制为“误差-时间”曲线,该种方法能够展示误差检测结果在各个方向上的波动情况,并且可以通过误差与时间轴的对应关系将误差与其发生时的状态关联起来,但对于误差数据图像的展示不够清晰直观,图像特征的反映不够明显,难以根据图像特征指导误差的溯源和抑制。
3、学术界主要使用的方法,类似于论文“jiang z, wang w, li q, et al.evaluation of the dynamic performance for five-axis cnc machine tools basedon rtcp, proceedingsof asme international mechanical engineering congress andexposition. 2015”、“丁启程,王伟,姜忠,等.五轴机床rtcp检测的轨迹生成与性能比较.机械工程学报,2019”所使用的图像,是将误差检测结果绘制为刀尖点偏差的三维轨迹图像,该方法能够直观的展示误差的图像特征,但无法展示误差发生的时刻,因此难以展示误差与其发生状态的关联。
4、综上所述,上述两种方法各有优势,但均在对误差检测结果信息的展示完整度、误差图像特征明显程度等方面有进一步提升的空间,值得进一步研究改进。
技术实现思路
1、为解决上述技术问题,本发明提出了一种用于五轴机床r-test检测的误差检测结果可视化方法,将误差信息转化为极坐标形式,将误差数据进行极坐标网格化展示,能够充分地展示检测结果信息和图像特征。
2、本发明是通过采用下述技术方案实现的:
3、一种用于五轴机床r-test检测的误差检测结果可视化方法,包括以下步骤:
4、s1. 对机床执行r-test检测,提取在机床坐标系xyz三个方向上的有效误差检测数据以及检测数据所包含的时间轴t;
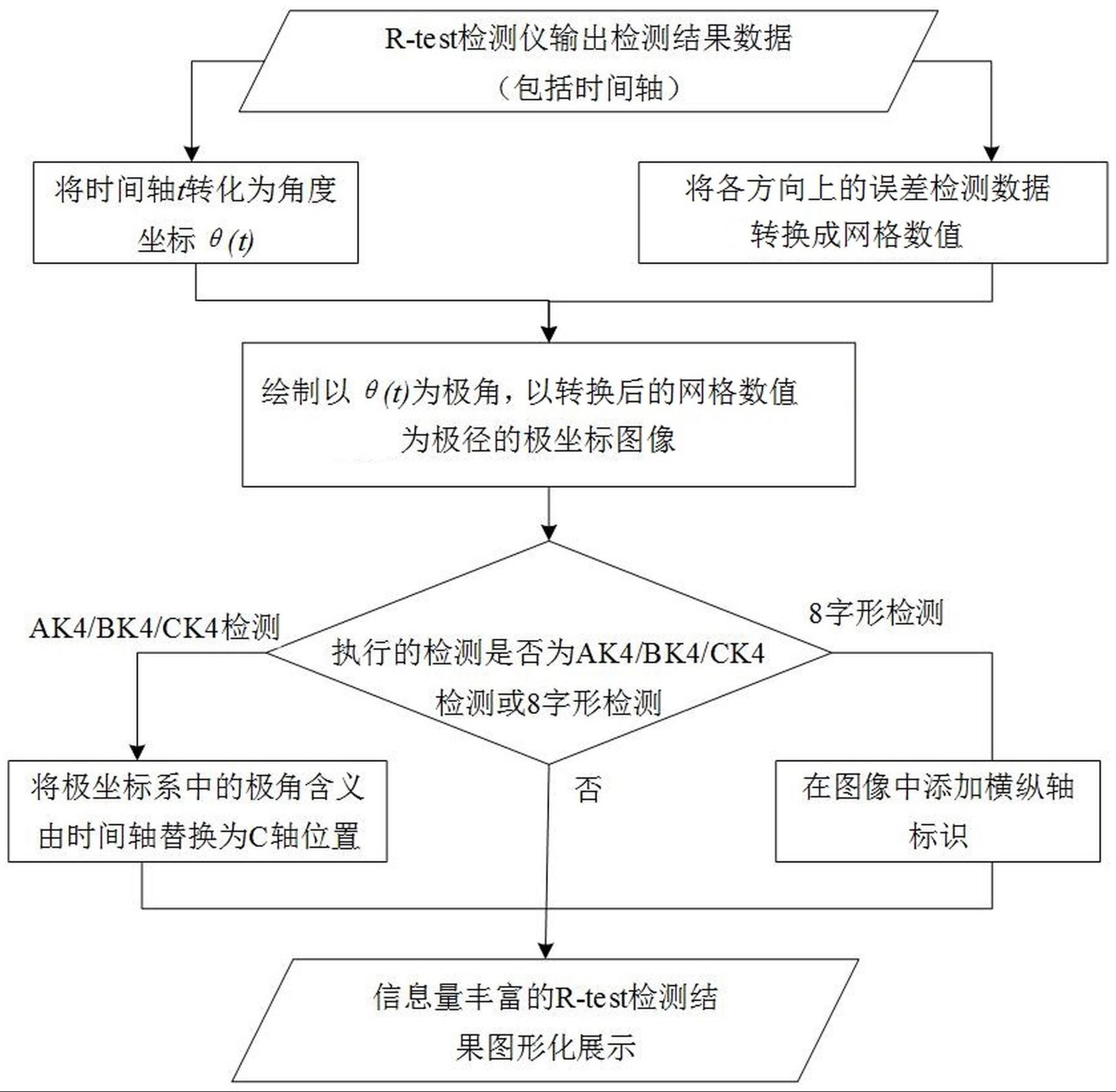
5、s2. 根据检测总时长将时间轴 t转换为角度坐标;将各方向上的误差检测数据转换成网格数值;
6、s3. 以角度坐标为极角变量,以转换后的网格数值为极径,绘制极坐标图像。
7、所述步骤s2中,根据检测总时长将时间轴 t转换为角度坐标的转换方法为:。
8、所述步骤s2中,将各方向上的误差检测数据转换成网格数值的转换方法为:
9、,
10、式中,为转换后的网格数值,为各方向上的误差检测数据,x为机床坐标系x方向,y为机床坐标系y方向,z为机床坐标系z方向。
11、所述极坐标图像中,使用不同颜色的线条代表x、y、z方向上的误差检测数据。
12、还包括步骤s4,判断执行的检测是否为ak4/bk4/ck4检测或8字形检测,若为ak4/bk4/ck4检测,则将极坐标系中的极角含义由时间轴 t替换为c轴位置;若为8字形检测,在步骤s3中绘制的极坐标图像中添加横纵轴标识。
13、极坐标系中的极角含义由时间轴 t替换为c轴位置时,还需要更改极角数值标记,将新构成的图像与步骤s3中绘制的极坐标图像共同作为r-test检测结果的图形化展示。
14、所述横纵轴标识覆盖范围为极坐标的零刻度圆水平方向和竖直方向的直径,数值范围为检测过程中ac两旋转轴能到达的最大正负角度。
15、零刻度圆上任意位置对应到横纵轴即表示两个旋转轴的实时位置。
16、与现有技术相比,本发明的有益效果表现在:
17、1、本发明将误差信息转化为极坐标形式,将误差数据进行极坐标网格化展示,能够充分地展示检测结果信息和图像特征,具体的,对各方向上检测结果的幅值和几何特征均具有良好的展示效果,具有误差信息展示充分、图像特征明显、便于数据分析等优势。
18、2、本发明中,使用不同颜色的线条代表x、y、z方向上的误差检测数据,检测结果信息展示更加明显。
19、3、本申请的基础方案可以为所有r-test检测的普适性应用,还能对部分标准化检测进行特化,例如在该基础方案上进行微调,使其能适用于ak4/bk4/ck4检测和8字形检测,能展示额外的附加信息,使得对检测结果信息的展现更加完整。
技术特征:
1.一种用于五轴机床r-test检测的误差检测结果可视化方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种用于五轴机床r-test检测的误差检测结果可视化方法,其特征在于:所述步骤s2中,根据检测总时长将时间轴t转换为角度坐标的转换方法为:
3.根据权利要求2所述的一种用于五轴机床r-test检测的误差检测结果可视化方法,其特征在于:所述步骤s2中,将各方向上的误差检测数据转换成网格数值的转换方法为:
4.根据权利要求1所述的一种用于五轴机床r-test检测的误差检测结果可视化方法,其特征在于:所述极坐标图像中,使用不同颜色的线条代表x、y、z方向上的误差检测数据。
5.根据权利要求3或4所述的一种用于五轴机床r-test检测的误差检测结果可视化方法,其特征在于:还包括步骤s4,判断执行的检测是否为ak4/bk4/ck4检测或8字形检测,若为ak4/bk4/ck4检测,则将极坐标系中的极角含义由时间轴t替换为c轴位置;若为8字形检测,在步骤s3中绘制的极坐标图像中添加横纵轴标识。
6.根据权利要求5所述的一种用于五轴机床r-test检测的误差检测结果可视化方法,其特征在于:极坐标系中的极角含义由时间轴t替换为c轴位置时,还需要更改极角数值标记,将新构成的图像与步骤s3中绘制的极坐标图像共同作为r-test检测结果的图形化展示。
7.根据权利要求5所述的一种用于五轴机床r-test检测的误差检测结果可视化方法,其特征在于:所述横纵轴标识覆盖范围为极坐标的零刻度圆水平方向和竖直方向的直径,数值范围为检测过程中ac两旋转轴能到达的最大正负角度。
8.根据权利要求7所述的一种用于五轴机床r-test检测的误差检测结果可视化方法,其特征在于:零刻度圆上任意位置对应到横纵轴即表示两个旋转轴的实时位置。
技术总结
本发明涉及五轴机床误差检测技术领域,特别是涉及一种用于五轴机床R‑test检测的误差检测结果可视化方法,包括:对机床执行R‑test检测,提取在机床坐标系XYZ三个方向上的有效误差检测数据以及检测数据所包含的时间轴,根据检测总时长将时间轴转换为角度坐标;将各方向上的误差检测数据转换成网格数值;以角度坐标为极角变量,以转换后的网格数值为极径,绘制极坐标图像。通过本可视化方法,能够充分地展示检测结果信息和图像特征。
技术研发人员:刘大炜,丁启程,陶文坚,蒋云峰,虎瑛,谢睿
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!