用等高垫铁固定超大型低速柴油机机座的方法与流程
本发明涉及机械加工领域,尤其是一种超大型低速船用柴油机机座加工用等高垫铁的设计和使用方法。
背景技术:
1、船用低速柴油机的机座为整体焊接件,对于9x92b超大型低速柴油机,由于其机座尺寸、重量超大,整体重量达240吨左右,长度接近20米,宽度接近6米。机座常规的装夹方式是将很多块等高垫铁放在机座两侧底板面的下方,然后使用压杠、支撑杆、t型螺母、连接螺栓和螺母,从侧方将机座固定在机床的工作台上。因此需要宽度方向留有一定的空间,才能固定工件。现在9x92b型机座的宽度已经达到现有龙门铣机床工作台的宽度极限,宽度方向留不出任何多余的空间。因此如何装夹9x92b型机座就成为急需解决的问题。
技术实现思路
1、本发明是针对机座装夹难的问题,设计制作了一种等高垫铁,用等高垫铁固定超大型低速柴油机机座的方法,可以有效的解决机座装夹难题。
2、本发明的技术解决方案是:
3、本发明用等高垫铁固定超大型低速柴油机机座的方法,其特征在于:等高垫铁为铸铁件,内部有空腔,侧面板和底面板都有正方形的开窗,等高垫铁的上平面开有t型槽,侧面有加工出的基准面,底面板有通过螺栓压块固定在工作台伸出的连接条;等高垫铁的上平面开有t型槽,尺寸同机床工作台的t型槽完全一致,t型槽在宽度方向的位置与机座底板面螺栓连接孔对应;等高垫铁沿着工作台宽度方向两端上面排列设置,并在排列设置的等高垫铁底面板相对的连接条和底面板开窗内测的连接条设置压杠及压扛下面的支撑杆,上端带有螺纹配合固定螺母的连接螺栓穿过压扛的通孔,下端于工作台的t型槽螺母螺纹连接;螺栓通过机座底面板上的螺栓连接孔,六方螺母、垫片、调整垫与t型螺母连接,将机座固定到等高垫铁上。相比传统装夹方法,使用本发明等高垫铁,机座可以直接装夹固定在等高垫铁上,节省了工作台宽度方向大量的空间。底面板开窗,在减重的同时,还提供了将等高垫铁固定装夹在机床工作台上的连接条,减少了所用工作平台的空间。
4、等高垫铁的上平面开有t型槽,尺寸同机床工作台的t型槽完全一致,t型槽在宽度方向的位置与机座底板面螺栓连接孔对应。等高垫铁为铸铁件,内部有空腔,侧面板和底面板都有正方形的开窗,等高垫铁的上平面开有t型槽,侧面有加工出的基准面,底面板有通过螺栓压块固定在工作台伸出的连接条。相比传统装夹方法,使用本发明等高垫铁,机座可以直接装夹固定在等高垫铁上,节省了工作台宽度方向大量的空间。
5、底面板开窗,在减重的同时,还提供了将等高垫铁固定装夹在机床工作台上的连接条,减少了所用工作平台的空间。
6、等高垫铁的上平面开有t型槽,尺寸同机床工作台的t型槽完全一致,t型槽在宽度方向的位置与机座底板面螺栓连接孔对应。
7、本发明的用等高垫铁固定超大型低速柴油机机座的方法,固定机座的连接螺栓比常规装夹方法长度尺寸要短很多,比传统装夹方法要更稳定、更安全。固定机座需要的等高垫铁的数量仅需原方法的1/3,与机座底面板的接触面积更大,加工稳定性更好。
8、等高垫铁为铸铁件,腔体采用空心设计,侧面板和底面板都有正方形的开窗,用于减重和吊装。同时,底面板开窗留出空间,用于在内部将等高垫装夹固定在机床工作台上。
9、等高垫铁的上平面开有t型槽,尺寸同机床工作台的t型槽完全一致,机座可以通过底面孔,利用专用装夹工装,将机座直接固定在等高垫铁上。从而实现不需要宽度方向额外的空间,解决常规方法无法装夹的问题。同时,固定机座的连接螺栓更短,稳定性比传统装夹方法要更稳定、更安全。
10、机座和等高垫铁之间是通过机座底面板上已经加工完的螺栓连接孔,使用t型螺母、螺栓、垫片、调整垫、六方螺母,穿过机座螺栓连接孔,将机座固定到等高垫铁上。
11、本发明登高垫铁的侧面有加工基准面,用于摆放垫铁时找直线正使用,等高垫铁的摆放位置可以更加准确。
技术特征:
1.一种用等高垫铁固定超大型低速柴油机机座的方法,其特征在于:等高垫铁为铸铁件,内部有空腔,侧面板和底面板都有正方形的开窗,等高垫铁的上平面开有t型槽,侧面有加工出的基准面,底面板有通过螺栓压块固定在工作台伸出的连接条;等高垫铁的上平面开有t型槽,尺寸同机床工作台的t型槽完全一致,t型槽在宽度方向的位置与机座底板面螺栓连接孔对应;等高垫铁沿着工作台宽度方向两端上面排列设置,并在排列设置的等高垫铁底面板相对的连接条和底面板开窗内测的连接条设置压杠及压扛下面的支撑杆,上端带有螺纹配合固定螺母的连接螺栓穿过压扛的通孔,下端于工作台的t型槽螺母螺纹连接;螺栓通过机座底面板上的螺栓连接孔,六方螺母、垫片、调整垫与t型螺母连接,将机座固定到等高垫铁上。相比传统装夹方法,使用本发明等高垫铁,机座可以直接装夹固定在等高垫铁上,节省了工作台宽度方向大量的空间。
2.根据权利要求1所述的用等高垫铁固定超大型低速柴油机机座的方法,其特征在于:底面板开窗,在减重的同时,还提供了将等高垫铁固定装夹在机床工作台上的连接条,减少了所用工作平台的空间。
3.根据权利要求1所述的用等高垫铁固定超大型低速柴油机机座的方法,其特征在于:等高垫铁的上平面开有t型槽,尺寸同机床工作台的t型槽完全一致,t型槽在宽度方向的位置与机座底板面螺栓连接孔对应。
4.根据权利要求1所述的用等高垫铁固定超大型低速柴油机机座的方法,其特征在于:固定机座的连接螺栓比常规装夹方法长度尺寸要短很多,比传统装夹方法要更稳定、更安全。
5.根据权利要求1所述的用等高垫铁固定超大型低速柴油机机座的方法,其特征在于:固定机座需要的等高垫铁的数量仅需原方法的1/3,与机座底面板的接触面积更大,加工稳定性更好。
技术总结
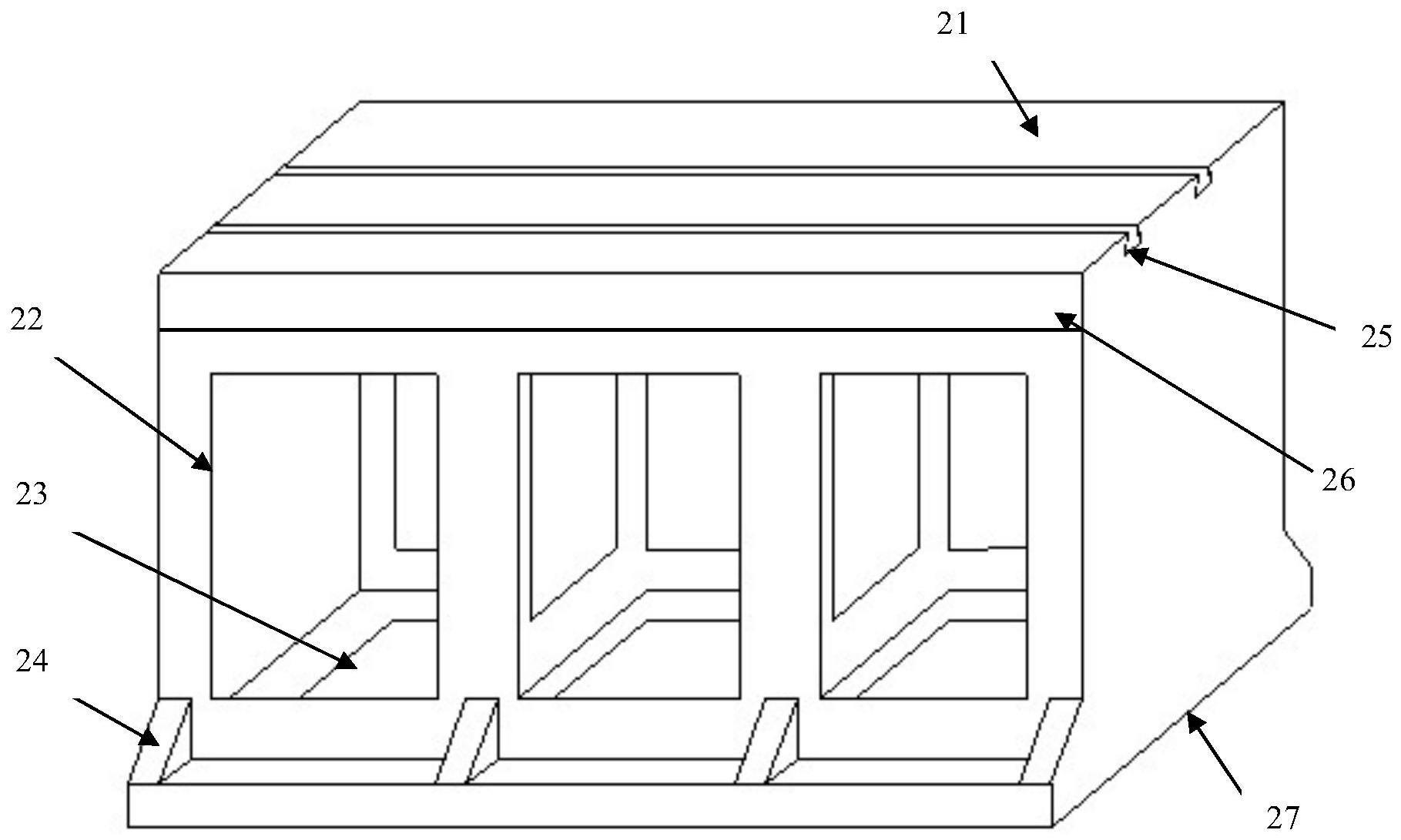
用等高垫铁固定超大型低速柴油机机座的方法,在等高垫铁有侧面开窗孔(22)、底面开窗孔(23),底面板有伸出的连接条,通过螺栓和压块固定在工作台上,底面板(27)宽度略大于上平面,与机座的接触面积更大,加工稳定性更好。等高垫铁上平面开有和机床工作台尺寸一致的T型槽,通过机座底板的连接螺栓孔,可以将机座直接固定在等高垫铁上,宽度方向不需要额外的空间进行装夹,解决了超大型低速柴油机机座的装夹难题。
技术研发人员:张广瑞,王贤辉,任超,金少平,龙东波,崔茂策
受保护的技术使用者:大连船用柴油机有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!