一种新能源汽车铜排冲压件模具的制作方法
本发明属于冲压件模具相关,具体涉及一种新能源汽车铜排冲压件模具。
背景技术:
1、冲压模具是在冲压加工中,将材料加工成零件或半成品的一种特殊工艺装备,又称为冷冲压模具,冷冲压就是在室温下,利用安装在压力机上的模具对材料施加压力,在顶模与底模的合模过程中,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。运用在新能源汽车上的铜排,可以用作重要导电部件的连接件。也可用作充电的插头。常见的新能源汽车铜排冲压件模具结构复杂,无法完成特定形状的新能源汽车铜排冲压件的冲压制备。
技术实现思路
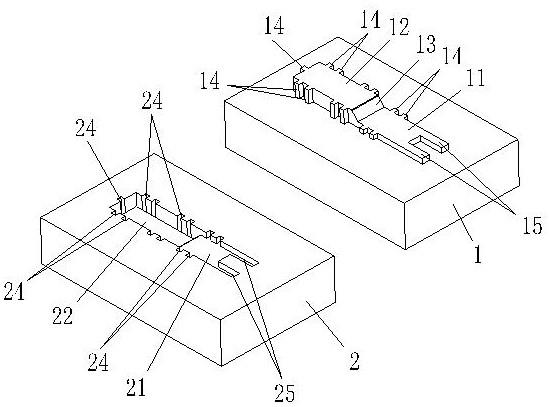
1、为实现上述目的,本发明提供如下技术方案:一种新能源汽车铜排冲压件模具,包括上冲模具和下模具,所述上冲模具上设有第一凸面和第二凸面,所述第一凸面和第二凸面之间通过连接凸面连接在一起,所述第一凸面的两侧分别设有两个侧凸起,所述第二凸面的两侧分别设有四个侧凸起,所述第二凸面的末端设有一个侧凸起,所述第一凸面的前端设有两个凸条,所述下模具上设有第一凹槽和第二凹槽,所述第一凹槽和第二凹槽之间通过连接凹面连接在一起,所述第一凸面、第二凸面和连接凸面分别与第一凹槽、第二凹槽和连接凹面相对应,所述第一凹槽的两侧相对应侧凸起设有侧凹槽,所述第二凹槽的两侧相对应侧凸起设有侧凹槽,所述第二凹槽的末端相对应侧凸起设有侧凹槽,所述第一凹槽的前端相对应凸条设有凸条槽。
2、优选的所述连接凸面与水平面形成的夹角度数为35度。
3、优选的所述第一凹槽的深度为2厘米,所述第二凹槽的深度为5厘米。
4、优选的所述上冲模具和下模具由304不锈钢材料制备而成。
5、优选的所述凸条的长度为6厘米。
6、优选的所述两个凸条之间的距离为3厘米。
7、本发明请求保护的一种新能源汽车铜排冲压件模具,该新能源汽车铜排冲压件模具在使用过程中,将待冲压的铜板放置在下模具上,上冲模具向下冲压,冲压出特定形状的铜排,上冲模具上设有第一凸面、第二凸面、连接凸面、侧凸起和凸条与下模具上设有第一凹槽、第二凹槽、连接凹面、侧凹槽和凸条槽相对应,冲压出设定形状的铜排。该新能源汽车铜排冲压件模具结构设计科学合理,能够一次冲压出特定形状的铜排,减少了冲压成本,适合推广使用。
技术特征:
1.一种新能源汽车铜排冲压件模具,包括上冲模具(1)和下模具(2),其特征在于,所述上冲模具(1)上设有第一凸面(11)和第二凸面(12),所述第一凸面(11)和第二凸面(12)之间通过连接凸面(13)连接在一起,所述第一凸面(11)的两侧分别设有两个侧凸起(14),所述第二凸面(12)的两侧分别设有四个侧凸起(14),所述第二凸面(12)的末端设有一个侧凸起(14),所述第一凸面(11)的前端设有两个凸条(15),所述下模具(2)上设有第一凹槽(21)和第二凹槽(22),所述第一凹槽(21)和第二凹槽(22)之间通过连接凹面(23)连接在一起,所述第一凸面(11)、第二凸面(12)和连接凸面(13)分别与第一凹槽(21)、第二凹槽(22)和连接凹面(23)相对应,所述第一凹槽(21)的两侧相对应侧凸起(14)设有侧凹槽(24),所述第二凹槽(22)的两侧相对应侧凸起(14)设有侧凹槽(24),所述第二凹槽(22)的末端相对应侧凸起(14)设有侧凹槽(24),所述第一凹槽(21)的前端相对应凸条(15)设有凸条槽(25)。
2.根据权利要求1所述的一种新能源汽车铜排冲压件模具,其特征在于:所述连接凸面(13)与水平面形成的夹角度数为35度。
3.根据权利要求1所述的一种新能源汽车铜排冲压件模具,其特征在于:所述第一凹槽(21)的深度为2厘米,所述第二凹槽(22)的深度为5厘米。
4.根据权利要求1所述的一种新能源汽车铜排冲压件模具,其特征在于:所述上冲模具(1)和下模具(2)由304不锈钢材料制备而成。
5.根据权利要求1所述的一种新能源汽车铜排冲压件模具,其特征在于:所述凸条(15)的长度为6厘米。
6.根据权利要求1所述的一种新能源汽车铜排冲压件模具,其特征在于:所述两个凸条(15)之间的距离为3厘米。
技术总结
本发明公开了一种新能源汽车铜排冲压件模具,该新能源汽车铜排冲压件模具,包括上冲模具和下模具,所述上冲模具上设有第一凸面和第二凸面,所述第一凸面和第二凸面之间通过连接凸面连接在一起,所述第一凸面的两侧分别设有两个侧凸起,所述第二凸面的两侧分别设有四个侧凸起,所述第二凸面的末端设有一个侧凸起,所述第一凸面的前端设有两个凸条,所述下模具上设有第一凹槽和第二凹槽,所述第一凹槽和第二凹槽之间通过连接凹面连接在一起,所述第一凸面、第二凸面和连接凸面分别与第一凹槽、第二凹槽和连接凹面相对应。该新能源汽车铜排冲压件模具结构设计科学合理,能够一次冲压出特定形状的铜排,减少了冲压成本,适合推广使用。
技术研发人员:曹和平,刘家科,王兴成,彭奇,蒋云,张冬梅,齐朋磊,陈双喜
受保护的技术使用者:苏州冲融金属制品有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!