食品空罐自动化生产线及其方法与流程
本发明涉及智能化生产,尤其涉及一种食品空罐自动化生产线及其方法。
背景技术:
1、在食品行业中,空罐的自动化生产是一个重要的环节。空罐通常由马口铁制成,而焊接是将马口铁制成圆筒形状的关键步骤。焊接质量的好坏直接关系到空罐的密封性和强度,因此在实际进行食品空罐的生产过程中,需要对马口铁的焊接质量进行准确可靠的检测。
2、然而,传统的马口铁焊接质量检测方案主要依赖于人工目视检查,检测结果容易受到操作人员主观判断的影响,不同的操作人员可能会有不一致的判断结果,导致检测结果的可靠性和一致性较低。并且,人工目视检查需要耗费大量的时间和人力资源,特别是对于大规模生产的情况下,无法满足高效率的生产需求,而且,人工检查速度较慢,容易出现疲劳和疏漏,影响检测的准确性和全面性。此外,传统的检测方案通常难以检测到微小的焊接缺陷或细微的质量问题,导致空管的密封性和强度难以达到应有要求,降低了食品空罐的生产质量。
3、因此,期望一种优化的食品空罐自动化生产方案。
技术实现思路
1、本发明实施例提供一种食品空罐自动化生产线及其方法,在通过低压大电流电阻焊对所述成圆马口铁进行焊接处理以得到马口铁圆筒后,通过摄像头采集马口铁圆筒焊接区域图像,并在后端引入图像处理和视觉分析算法来进行所述马口铁圆筒焊接区域图像的分析以进行焊接质量的自动化检测,通过这样的方式,能够避免人工目视检测带来的低效率和低精准度的问题,从而提高焊接质量检测的准确性、效率和实时性,提升食品空罐的生产效率和产品质量。
2、本发明实施例还提供了一种食品空罐自动化生产方法,其包括:
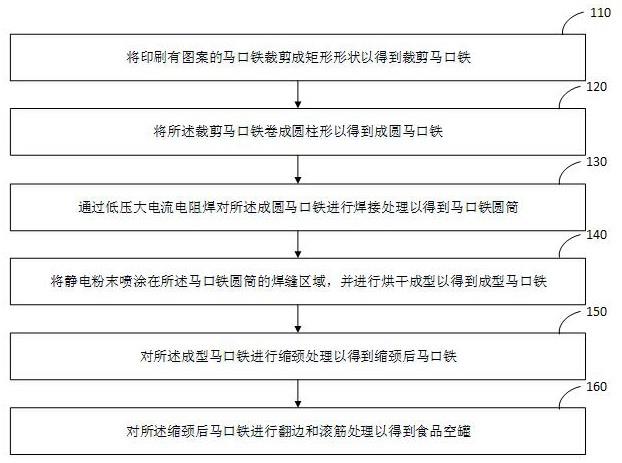
3、将印刷有图案的马口铁裁剪成矩形形状以得到裁剪马口铁;
4、将所述裁剪马口铁卷成圆柱形以得到成圆马口铁;
5、通过低压大电流电阻焊对所述成圆马口铁进行焊接处理以得到马口铁圆筒;
6、将静电粉末喷涂在所述马口铁圆筒的焊缝区域,并进行烘干成型以得到成型马口铁;
7、对所述成型马口铁进行缩颈处理以得到缩颈后马口铁;
8、对所述缩颈后马口铁进行翻边和滚筋处理以得到食品空罐。
9、本发明实施例还提供了一种食品空罐自动化生产线,其包括:
10、裁剪模块,用于将印刷有图案的马口铁裁剪成矩形形状以得到裁剪马口铁;
11、卷制模块,用于将所述裁剪马口铁卷成圆柱形以得到成圆马口铁;
12、焊接处理模块,用于通过低压大电流电阻焊对所述成圆马口铁进行焊接处理以得到马口铁圆筒;
13、烘干成型模块,用于将静电粉末喷涂在所述马口铁圆筒的焊缝区域,并进行烘干成型以得到成型马口铁;
14、缩颈处理模块,用于对所述成型马口铁进行缩颈处理以得到缩颈后马口铁;
15、翻边和滚筋处理模块,用于对所述缩颈后马口铁进行翻边和滚筋处理以得到食品空罐。
技术特征:
1.一种食品空罐自动化生产方法,其特征在于,包括:
2.根据权利要求1所述的食品空罐自动化生产方法,其特征在于,通过低压大电流电阻焊对所述成圆马口铁进行焊接处理以得到马口铁圆筒,包括:
3.根据权利要求2所述的食品空罐自动化生产方法,其特征在于,对所述马口铁圆筒焊接区域图像进行图像特征分析以得到焊接特征,包括:
4.根据权利要求3所述的食品空罐自动化生产方法,其特征在于,对所述多个焊接局部特征向量进行相似度拓扑特征分析以得到余弦相似度拓扑特征矩阵,包括:
5.根据权利要求4所述的食品空罐自动化生产方法,其特征在于,对所述多个焊接局部特征向量和所述余弦相似度拓扑矩阵进行关联编码以得到拓扑焊接全局特征矩阵作为所述焊接特征,包括:将所述多个焊接局部特征向量和所述余弦相似度拓扑特征矩阵通过图神经网络模型以得到所述拓扑焊接全局特征矩阵。
6.根据权利要求5所述的食品空罐自动化生产方法,其特征在于,基于所述焊接特征,确定焊接质量是否符合预定要求,包括:
7.根据权利要求6所述的食品空罐自动化生产方法,其特征在于,对所述拓扑焊接全局特征矩阵进行特征分布优化以得到优化拓扑焊接全局特征矩阵,包括:
8.根据权利要求7所述的食品空罐自动化生产方法,其特征在于,对所述第一级联特征向量和所述第二级联特征向量进行非齐次希尔伯特面上空间自适应点学习以得到优化第二级联特征向量,包括:
9.一种食品空罐自动化生产线,其特征在于,包括:
10.根据权利要求9所述的食品空罐自动化生产线,其特征在于,所述焊接处理模块,包括:
技术总结
本发明公开了一种食品空罐自动化生产线及其方法,在通过低压大电流电阻焊对所述成圆马口铁进行焊接处理以得到马口铁圆筒后,通过摄像头采集马口铁圆筒焊接区域图像,并在后端引入图像处理和视觉分析算法来进行所述马口铁圆筒焊接区域图像的分析以进行焊接质量的自动化检测,通过这样的方式,能够避免人工目视检测带来的低效率和低精准度的问题,从而提高焊接质量检测的准确性、效率和实时性,提升食品空罐的生产效率和产品质量。
技术研发人员:邱溪东,邱家森,陈克明
受保护的技术使用者:漳州嘉亿制罐有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!