一种钛合金多支板零件焊后热校形夹具及校形方法与流程
本发明涉及航空发动机制造,尤其涉及一种钛合金多支板零件焊后热校形夹具及校形方法。
背景技术:
1、航空发动机整流支承机匣为钛合金多支板零件(如图1),该零件采用了分体化结构,由机匣壳体与7个支板焊接而成,机匣壳体上有两处方孔,机匣壳体内环上环形均布有多个定位孔,在支板的端头设置有支板定位孔,焊接后,整个零件共134条焊缝,焊后各支板端头上的支板定位孔(图2)会产生角向1.5~2.5mm的变形,高度1.0~1.5mm的变形,导致零件不能正常加工,必须对其进行热校形。支板与机匣壳体采用焊接结构能有效降低结构重量,但是由于各部件结构复杂、焊接量大、焊缝多,焊后引发严重的焊接变形,造成7个支板焊后角向和高度偏移无法满足设计要求,需要对其进行整体进炉热校形。
2、在焊接后必须进行校形,在进行热处理时必须使用校形夹具。现有技术中,如公开号为cn103639247a的专利申请公开了一种钛合金薄壁筒状零件热校形夹具,校形座通过其法兰盘安装在底座,支撑座安装在底座上,其中心线与校形座的中心线重合,各衬套分别安装在组成校形座的圆筒体上设置的相应衬套安装孔中,各校形螺钉分别安装在相应衬套的螺孔中,压板的数量至少为四个,沿底座的周边等间距安装,在被校形钛合金薄壁筒状零件安装到位后,用于固定该零件位于支撑座上端面的部位。
3、但是,上述专利cn103639247a所公开的热校形夹具,并不适用于图1所述的钛合金多支板零件焊后热校形,由于没有专用热校形夹具,必须使用喷灯加热进行热校形,难度高,效率低。
技术实现思路
1、本发明的主要目的是提出一种钛合金多支板零件焊后热校形夹具及校形方法,旨在解决上述技术问题。
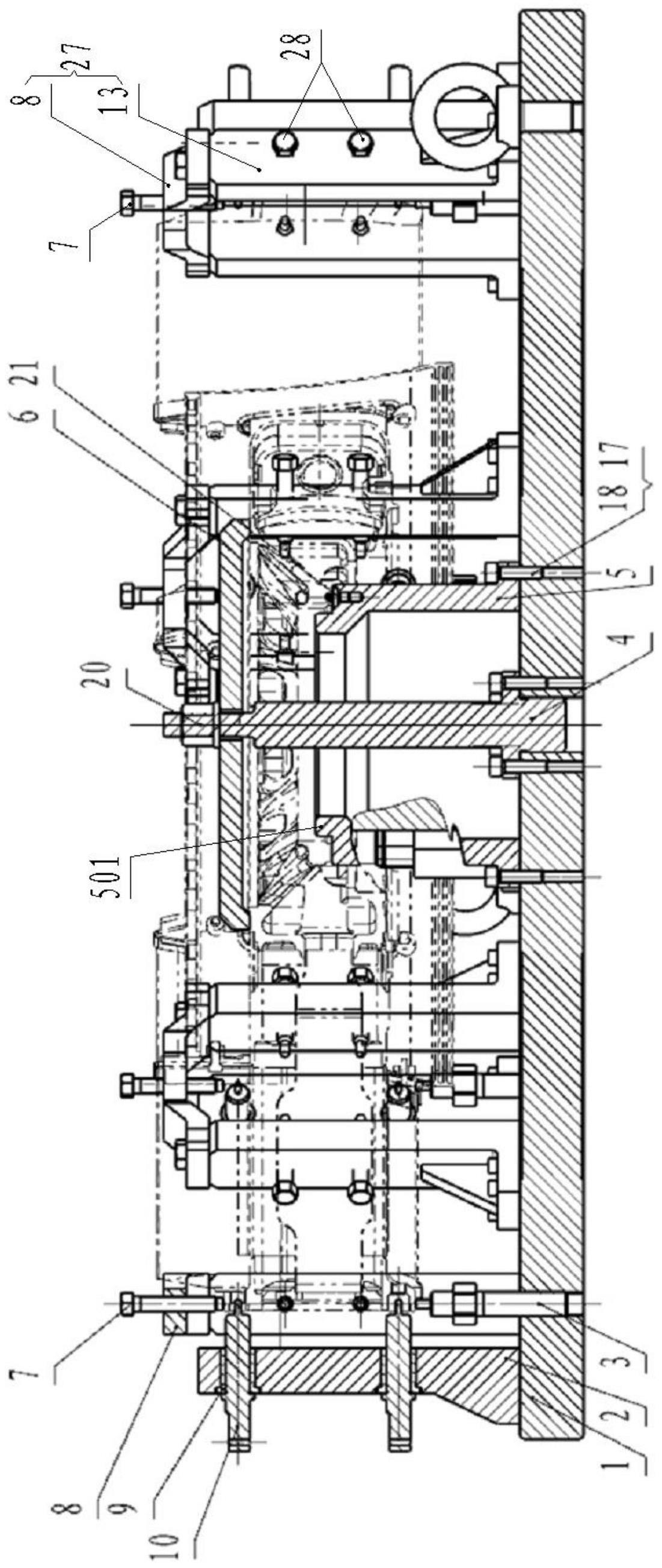
2、为实现上述目的,一方面,本发明提出一种钛合金多支板零件焊后热校形夹具,包括底板、以及固接在底板上的轴体和定位环;在定位环的上方位置处设置有压盖;轴体位于定位环的中心位置,且轴体向上延伸穿过压盖,在轴体的顶部设置有六角螺母;定位环的顶部为阶梯状形成止口和台阶面,在台阶面上设置有定位销;在底板上靠近外圈处周向均布有多个门型架,在门型架两侧的边柱上分别设置有多根侧面校形螺钉,门型架顶部横梁上设置有顶部校形螺钉;在门型架位置处的外侧设置有座体,在座体上设置有插销;在门型架内部设置有支承钉,支承钉的下端通过螺纹旋合在底板上。
3、优选的,在底板上设置两个支撑座,支撑座的顶端用于支承在钛合金多支板零件上机匣壳体的方孔中。
4、优选的,门型架上的边柱与横梁为分体式结构,横梁与边柱的顶部通过六角头螺栓连接。
5、优选的,在底板上均布有多个吊环螺钉。
6、优选的,所述座体与底板之间通过第一圆柱销、第一螺钉连接;所述定位环与底板之间通过第二螺钉、第二圆柱销连接;门型架两侧的边柱与底板之间通过螺钉连接。
7、优选的,所述止口的外圆与钛合金多支板零件上机匣壳体的内孔滑动配合。
8、优选的,所述支承钉、顶部校形螺钉、侧面校形螺钉的材料均为gh1035;插销的材料为45钢;所述底板、座体、轴体、门型架的材料均为1cr18ni9ti;所述定位环、定位销的材料为tc6。
9、另一方面,本发明还提出一种钛合金多支板零件焊后热校形方法,采用上述热校形夹具,包括以下步骤:
10、步骤s1:将钛合金多支板零件的机匣壳体安装在定位环上,使得定位环5的止口插设在机匣壳体的内孔中,机匣壳体的内端面抵靠在定位环顶部的台阶面上,且定位销插入机匣壳体的机匣定位孔中;压盖压住机匣壳体的上表面,拧紧六角螺母,将整个钛合金多支板零件进行固定,并使得钛合金多支板零件上的支板伸入至门型架内;
11、步骤s2:利用每处座体上的插销来检测钛合金多支板零件上每个支板端头上的支板定位孔的位置是否正确;若支板定位孔位置不正确,则通过支承钉和顶部校形螺钉调节支板的高度位置,通过门型架两侧的边柱上的侧面校形螺钉调整支板的角向位置,调整至插销能插入至支板定位孔为止;
12、步骤s3:卸下座体和插销;
13、步骤s4:将安装好的钛合金多支板零件和热校形夹具一起放进真空炉,确认零件放置妥当且零件及炉膛表面无污染物后关闭炉门;
14、步骤s5:抽真空,当真空度小于设定值时开始加热,加热到设定温度时保温一段时间,然后随炉冷却,出炉;
15、步骤s6:待钛合金多支板零件和夹具完全冷却后,下调支承钉,拆下顶部校形螺钉和侧面校形螺钉、拆下压盖,安装座体和插销,重新检测支板定位孔的位置是否合格,若合格,取出夹具,若不合格,则重复步骤1至步骤s5,反复进行热校形直至零件合格。
16、优选的,在步骤s1中,在底板上设置两个支撑座,支撑座的顶端插入至机匣壳体的方孔中。
17、优选的,在步骤s5中,真空度<1.33pa时开始加热,加热温度为580±10℃,保温180~200min,随炉冷却至200℃以下时,出炉空冷。
18、由于采用了上述技术方案,本发明的有益效果如下:
19、(1)根据本发明所提供的钛合金多支板零件焊后热校形夹具及校形方法,只需通过插销就能检测出各支板端头上的支板定位孔的位置是否正确,然后通过支承钉、顶部校形螺钉、以及侧面校形螺钉共同调整支板的高度及角向,起到对支板进行校形的作用,最后整体进炉热校形,有效解决了钛合金多支板复杂结构零件的焊接变形问题,提高零件质量,降低加工成本,同时提高了加工效率,保证了零件的位置精度要求。
20、(2)采用本发明所提供的钛合金多支板零件焊后热校形夹具及校形方法,对支板的校形操作简单,有效地克服了现有技术中采用喷灯加热进行热校形难度高、效率低,以及无法掌握校形后的尺寸的问题。
21、(3)在本发明中,通过利用插销对各支板端头上的支板定位孔的位置进行检测,无需利用三坐标进行反复测量,有效地提高了检测效率。
22、(4)在本发明中,通过利用支撑座的顶端插入至机匣壳体的方孔中,支承座作为零件刚性固定的支柱,对零件形成了有效支撑,保证零件在热校形时支撑的可靠性。
技术特征:
1.一种钛合金多支板零件焊后热校形夹具,其特征在于,包括底板(1)、以及固接在底板(1)上的轴体(4)和定位环(5);
2.如权利要求1所述的一种钛合金多支板零件焊后热校形夹具,其特征在于:在底板(1)上设置两个支撑座(11),支撑座(11)的顶端用于支承在钛合金多支板零件上机匣壳体的方孔中。
3.如权利要求1所述的一种钛合金多支板零件焊后热校形夹具,其特征在于:门型架(27)上的边柱(13)与横梁(8)为分体式结构,横梁(8)与边柱(13)的顶部通过六角头螺栓(19)连接。
4.如权利要求1所述的一种钛合金多支板零件焊后热校形夹具,其特征在于:在底板(1)上均布有多个吊环螺钉(16)。
5.如权利要求1所述的一种钛合金多支板零件焊后热校形夹具,其特征在于:所述座体(2)与底板(1)之间通过第一圆柱销(14)、第一螺钉(15)连接;所述定位环(5)与底板(1)之间通过第二螺钉(17)、第二圆柱销(18)连接;门型架(27)两侧的边柱(13)与底板(1)之间通过螺钉(12)连接。
6.如权利要求1所述的一种钛合金多支板零件焊后热校形夹具,其特征在于:所述止口(501)的外圆与钛合金多支板零件上机匣壳体的内孔滑动配合。
7.如权利要求1所述的一种钛合金多支板零件焊后热校形夹具,其特征在于:所述支承钉(3)、顶部校形螺钉(7)、侧面校形螺钉(28)的材料均为gh1035;插销(10)的材料为45钢;所述底板(1)、座体(2)、轴体(4)、门型架(27)的材料均为1cr18ni9ti;所述定位环(5)、定位销(21)的材料为tc6。
8.一种钛合金多支板零件焊后热校形方法,其特征在于,采用权利要求1至7任一所述的热校形夹具,包括以下步骤:
9.如权利要求8所述的一种钛合金多支板零件焊后热校形方法,其特征在于,在步骤s1中,在底板(1)上设置两个支撑座(11),支撑座(11)的顶端插入至机匣壳体(22)的方孔(23)中。
10.如权利要求8所述的一种钛合金多支板零件焊后热校形方法,其特征在于,在步骤s5中,真空度<1.33pa时开始加热,加热温度为580±10℃,保温180~200min,随炉冷却至200℃以下时,出炉空冷。
技术总结
一种钛合金多支板零件焊后热校形夹具及校形方法,热校形夹具包括底板、以及固接在底板上的轴体和定位环;在定位环的上方位置处设置有压盖;轴体位于定位环的中心位置,且轴体向上延伸穿过压盖,在轴体的顶部设置有六角螺母;定位环的顶部为阶梯状形成止口和台阶面,在台阶面上设置有定位销;在底板上靠近外圈处周向均布有多个门型架,在门型架两侧的边柱上分别设置有多根侧面校形螺钉,门型架顶部横梁上设置有顶部校形螺钉;在门型架位置处的外侧设置有座体,在座体上设置有插销;在门型架内部设置有支承钉,支承钉的下端通过螺纹旋合在底板上。本发明有效解决了钛合金多支板复杂结构零件的焊接变形问题,提高零件质量,降低加工成本。
技术研发人员:何思逸,慕安利,李文龙,谢文静,杨阳,李先号,韦正,王宇熙,文小东,陈世尧,段仲静,廖新乖,王方建,戴兴斌,曾爱,李朝江
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!