一种含Fe、Ho的Sn-Ag-Cu无铅焊料合金及其制备方法
本发明涉及电子封装无铅焊料合金领域,具体涉及一种含fe、ho的sn-ag-cu无铅焊料合金及其制备方法。
背景技术:
1、作为电子封装互连材料,焊料合金的发展对电子元器件顺应社会发展潮流有着举足轻重的作用。传统的含铅焊料由于其本身所具有的毒性已经遭到摒弃,取而代之的是无铅焊料合金,sn-ag-cu三元合金有着优异的热疲劳性能以及出色力学性能,成为最具有发展潜力的无铅焊料合金之一,该焊料合金也已广泛应用于各种电子设备的焊接。
2、虽然sn-ag-cu系以其良好的综合性能被认为是最有潜力代替sn-pb焊料的无铅焊料之一,但是sn-ag-cu系无铅焊料无法满足更加严峻的服役环境,所以现有很多研究侧重于在sn-ag-cu系无铅焊料中添加微量元素,以改善焊料的性能。如bi、sb、ge、in、ni、cu、p、ga、y、ce等,纳米颗粒类sno2、zro2、tio2、ag3sn、cu6sn5、gns等,它们都能在一定程度上改善合金某一方面的性能,尤其合金的力学性能。
3、然而,关于sn-ag-cu焊料合金在特殊服役环境如海洋环境由腐蚀引起的焊点可靠性问题,近年来备受关注。寻求更具耐腐蚀性的sn-ag-cu焊料合金,定会拓宽电子封装互连材料的应用范围。
4、添加合金元素能够有效的提高sn-ag-cu焊料合金的耐腐蚀性能,在现有技术中,对耐腐蚀性研究主要集中通过添加微量元素在焊料合金表面形成腐蚀产物膜层,如公开号为cn113182727a的发明专利申请-一种耐氯离子腐蚀的sn-ag-cu-nd无铅焊料合金及其制备方法,其公开了sn-ag-cu-nd的焊料合金,通过添加0.025~0.25%的nd,进而优化表面膜层成分,改善其耐腐蚀性能;上述技术方案虽然能提高一定的耐腐蚀性,但是具有很大的局限性比如仅仅提供一种耐氯离子腐蚀且对焊料的力学性能没有进一步探究,因此探寻优异综合性能的sn-ag-cu焊料合金有着重要意义。
5、正是基于上述原因,本发明提供了一种含fe、ho的sn-ag-cu无铅焊料合金及其制备方法
技术实现思路
1、本发明的目的在于提供一种含fe、ho的sn-ag-cu无铅焊料合金及其制备方法,该焊料合金具有较好的耐腐蚀性,能够在特殊环境下服役,扩宽了sn-ag-cu焊料合金的应用前景。
2、实现本发明所采用的实验方案为:
3、一种含fe、ho的sn-ag-cu无铅焊料合金,其特征为:合金各组元按质量百分比计并由以下成分组成:ag:0.5~3.5;cu:0.1~0.5;fe:0.1~0.5;ho:0.3~1.0;余量为sn。
4、本发明所述含fe、ho的sn-ag-cu无铅焊料合金的具体制备方法,包括以下步骤:
5、步骤s1,按质量比称取相应纯金属、中间合金金属物料,包括:ag:0.5~3.5wt.%、cu:0.1~0.5wt.%、fe:0.1~0.5wt.%、ho:0.3~1.0wt.%和余量的纯金属sn;
6、步骤s2,将称取的金属物料放入石墨坩埚,在将石墨坩埚放入电阻炉中进行熔炼;
7、步骤s3,将步骤s2所熔炼而成的合金浇铸于模具中进行空冷、凝固,得到含fe、ho的sn-ag-cu无铅焊料合金。
8、所述步骤s2中,将坩埚置于充满保护性气体氛围的电阻炉中进行熔炼,熔炼温度850-950℃,并在熔炼过程中进行间歇式搅拌以及除渣。
9、所述步骤s2中,采用中间合金的方式,将fe-ho中间合金加入到熔体中,其中中间合金fe与ho的质量百分比为1∶(1.0~4.0)。
10、所述步骤s3中,模具的材质为al2o3且模具预热至220℃。
11、所述的保护性气体为氮气,保温时间为60-120min,且熔炼过程中搅拌除渣频率为20min/次。
12、本发明的有益效果在于:
13、(1)本发明所含fe、ho的sn-ag-cu无铅焊料合金,通过添加fe、ho合金元素,改善了sn-ag-cu无铅焊料合金微观结构,使得其力学性能得到一定的提升。
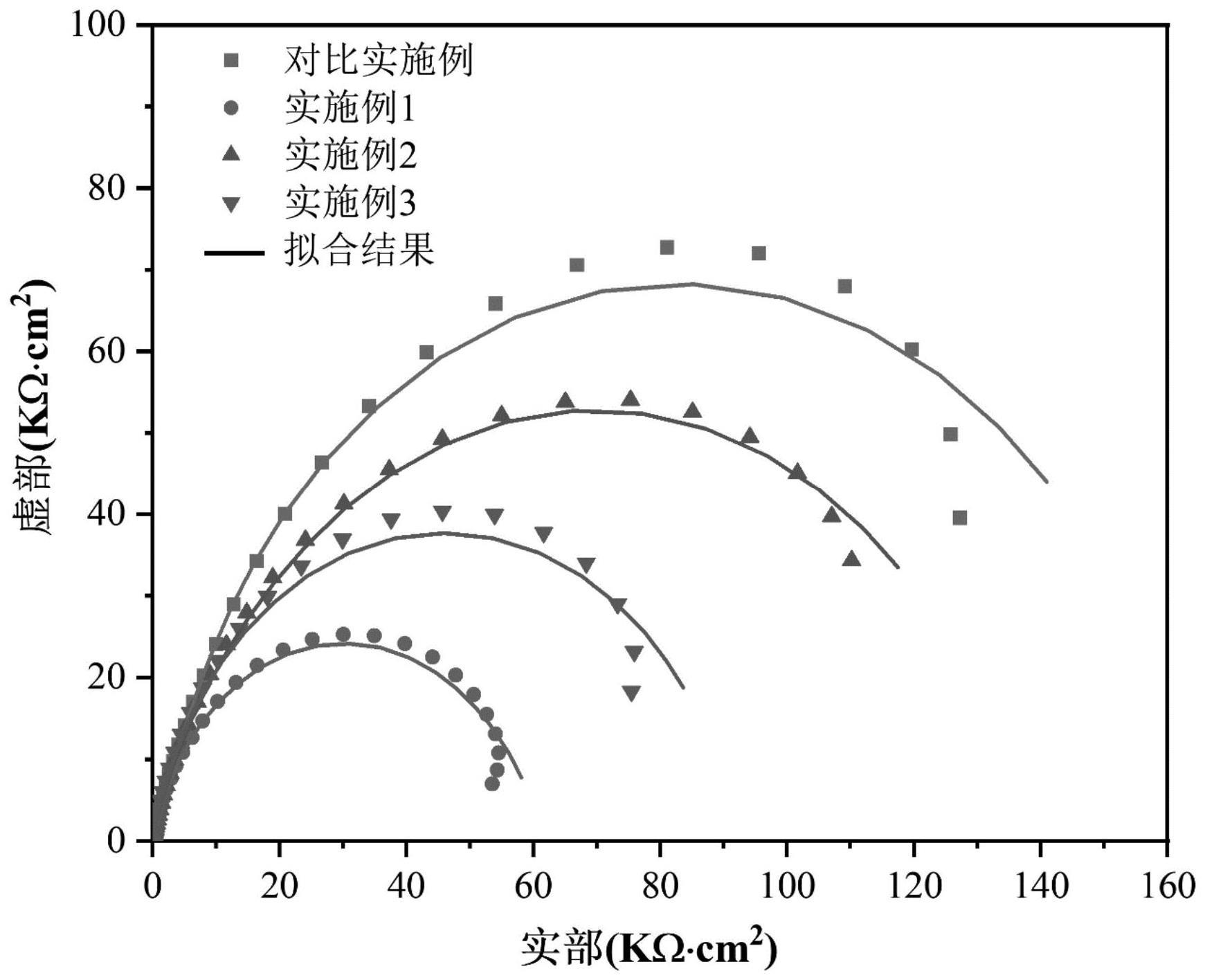
14、(2)ho元素能够弱化fe对sn-ag-cu无铅焊料合金耐腐蚀性的影响,在加入ho元素之后,腐蚀电流有所下降,阻抗有所增加。
15、(3)本发明为sn-ag-cu无铅焊料合金的发展提供了新思路、新方法,同时也为sn-ag-cu无铅焊料合金的应用提供了参考,对适应时代发展有着重要意义。
技术特征:
1.一种含fe、ho的sn-ag-cu无铅焊料合金,其特征为:所述合金包括以下质量百分比计的组分:ag 0.5~3.5;cu 0.1~0.5;fe 0.1~0.5;ho 0.3~1.0;余量为sn。
2.根据权利要求1所述的一种含fe、ho的sn-ag-cu无铅焊料合金的制备方法,其特征为,所述制备方法包括以下步骤:
3.根据权利要求2所述的制备方法,其特征为:所述步骤s2中,将坩埚置于充满保护性气体氛围的电阻炉中进行熔炼,熔炼温度850-950℃,并在熔炼过程中进行间歇式搅拌以及除渣。
4.根据权利要求2所述的制备方法,其特征为:fe与ho物料采用fe-ho中间合金,所述步骤s2中,将fe-ho中间合金加入到熔体中,其中中间合金fe与ho的质量百分比为1∶1.0~4.0。
5.根据权利要求2所述的制备方法,其特征为:所述步骤s3中,模具的材质为al2o3且模具预热至220℃。
6.根据权利要求3所述的制备方法,其特征为:所述的保护性气体为氮气,保温时间为60-120min,且熔炼过程中搅拌除渣频率为20min/次。
技术总结
本发明涉及电子封装领域,公开了一种含Fe、Ho的Sn‑Ag‑Cu无铅焊料合金及其制备方法,合金各组元按质量百分比计并由以下成分组成:Ag:0.5~3.5;Cu:0.1~0.5;Fe:0.1~0.5;Ho:0.3~1.0;余量为Sn。该焊料合金采用真空熔炼的方式,将适量的纯金属Sn、Ag、Cu、以及Fe‑Ho中间合金放入石墨坩埚中并在电阻炉中熔炼,随后浇铸于模具中空冷至室温。本发明为寻找增强Sn‑Ag‑Cu无铅钎料合金耐腐蚀性能提供了有效参考,同时该焊料合金制备方法简单,应用前景广阔。
技术研发人员:胡小武,陈斌,陈文静,唐建成,江雄心
受保护的技术使用者:南昌大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!