基于结构特征的复杂结构放电电化学复合加工方法及装置
本发明涉及电解电火花复合加工领域,特别是涉及基于结构特征的复杂结构放电电化学复合加工方法及装置。
背景技术:
1、随着航空航天技术的发展,对于航空航天零件的加工制造提出了更高的要求,尤其是对于复杂结构零件的加工。这些零件结构复杂,截面形状多样,含凸台、曲面和深宽比大的结构,且对于加工数量的需求较大,对于加工的要求进一步提高,传统的数控铣削技术很难达到理想的加工效果。
2、电火花加工是在工作液中,利用正负两极间产生的火花放电来将多余金属材料蚀除,从而使零件达到预定的形状、尺寸以及表面质量。在电火花加工过程中,工具电极与工件不接触、无宏观作用力,因此可加工任何导电材料。但加工表面往往存在重铸层,影响加工表面质量和加工精度,且只有当加工间隙达到数十微米时,火花放电才会发生,加工过程中产生大量火花放电产物,火花放电产物的堆积会降低放电加工效率。
3、电解加工是在工作液中利用阳极在电解池中发生电化学溶解,从而对材料进行去除,从而使零件达到预定的形状、尺寸以及表面质量。在电解加工过程中不存在宏观作用力,且在加工过程中工具电极几乎无损耗,可长期使用。但电解加工表面存在严重的杂散腐蚀,加工定域性差,不能保证较高的加工精度,且相比于火花放电加工,电解加工的材料去除率较低。
4、放电-电化学复合加工是基于优势互补的原则,在合适的工作液条件下,允许火花放电加工和电解加工都可顺利发生。当加工间隙足够小时,火花放电加工对工件高效材料去除,随着材料被去除,加工区域加工间隙变大,电解加工随之发生,对火花放电加工形成的重铸层以及基体材料进行去除。电极形状可根据工件结构特征进行设计,整个加工过程中同时包含火花放电加工和电解加工,在提高效率的同时改善了加工表面质量。
技术实现思路
1、本发明的目的是提供基于结构特征的复杂结构放电电化学复合加工装置,以解决现有技术存在的问题。
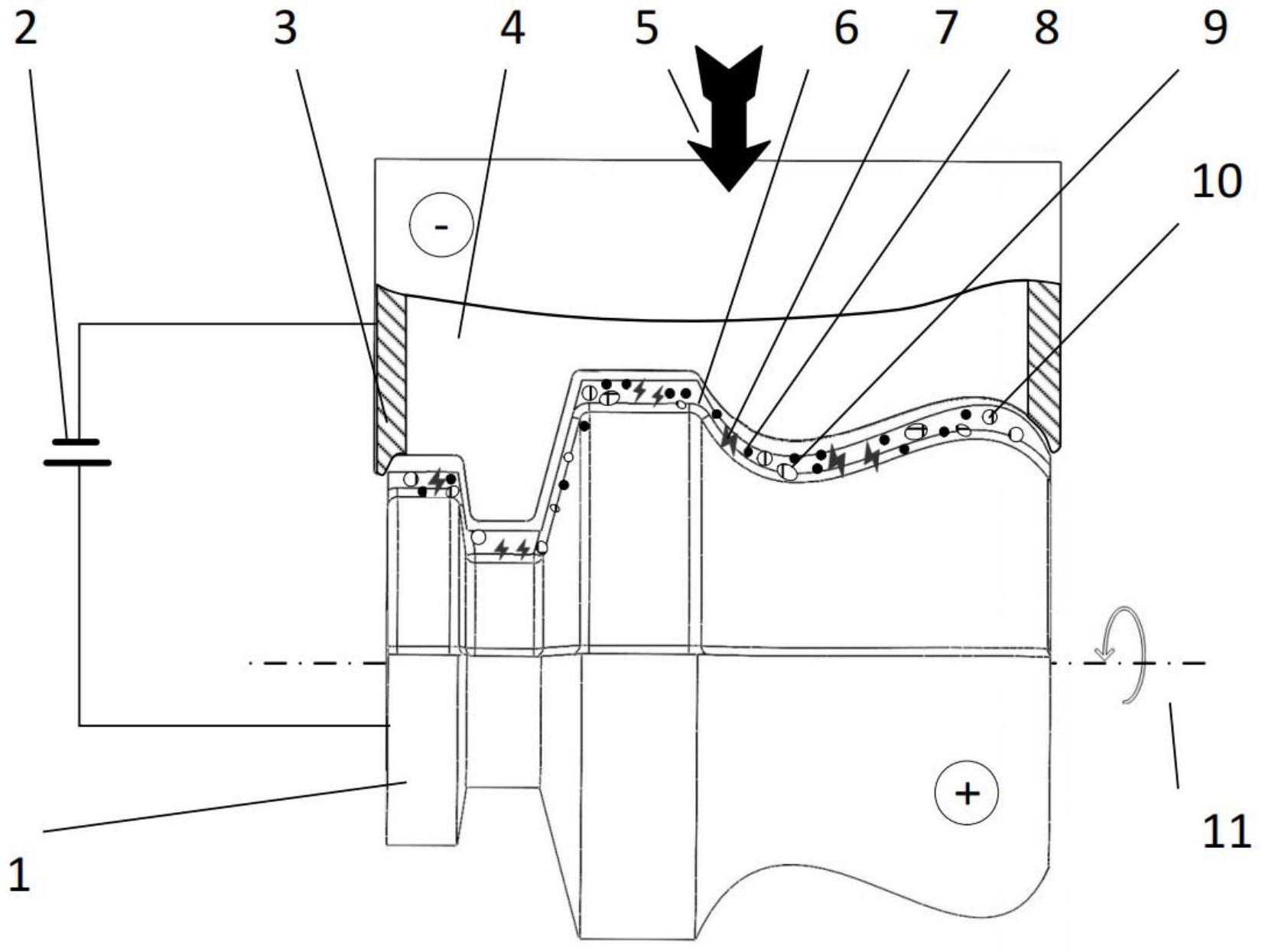
2、为实现上述目的,本发明提供了如下方案:本发明提供基于结构特征的复杂结构放电电化学复合加工装置,包括:
3、工件,所述工件为复杂回转体结构;
4、工具电极,所述工具电极的形状与所述工件的外轮廓形状相适配;所述工具电极上开设有出液口,所述出液口用于向所述工件与所述工具电极的加工间隙内填充工作液;
5、电源,所述电源的正极与所述工件连接,所述电源的负极与所述工具电极连接。
6、根据本发明提供的基于结构特征的复杂结构放电电化学复合加工装置,所述工作液为氯化钠溶液或硝酸钠溶液,所述氯化钠溶液、硝酸钠溶液的浓度均大于等于5%。
7、根据本发明提供的基于结构特征的复杂结构放电电化学复合加工装置,所述工具电极的材料为黄铜、紫铜、铜钨合金、石墨或铈钨合金中的一种或多种;工件的材料为钛合金、高温合金、不锈钢、金属基复合材料中的一种或多种。
8、基于结构特征的复杂结构放电电化学复合加工方法,包括飞行式加工方法和切入式加工方法,所述切入式加工方法包括如下步骤:
9、步骤一:工件接电源正极,工具电极本体接电源负极,工作液由工具电极出液口喷出进入工具电极与工件的加工间隙内;
10、步骤二:工具电极沿工件法向方向进给,工件静止,当工具电极进给到与工件距离小于电火花放电的加工间隙时,工具电极与工件在工作液环境下产生放电,对工件表面的材料进行去除;
11、步骤三:随着电火花放电加工的进行,工具电极端面与工件之间的加工间隙逐渐增大,产生电解作用,工具电极端面与工件之间的加工间隙内产生气泡和絮状电解产物,工具电极持续沿着工件法向方向进给,维持工具电极端面与工件之间的加工间隙的宽度能够允许进行电火花放电行为的宽度值范围内,工具电极进给时,工具电极侧面与工件之间以电火花放电加工为主,随着工具电极持续进给,工具电极两侧面与工件之间的加工间隙逐渐增大,电化学溶解加工逐渐取代电火花放电加工,并在工具电极侧面与工件之间的加工间隙内产生气泡和絮状电解产物,同时电化学溶解加工过程中将电火花放电加工过程产生的重铸层去除掉;
12、步骤四:当工具电极进给到特定深度后,工具电极停止向工件内部进给,此时工件开始按照预定转速开始旋转;工具电极侧面与工件的加工间隙维持在能够允许进行电火花放电行为的宽度范围内,同时工具电极端面与工件之间的加工间隙内由于电火花放电加工持续去除工件上的材料,工件与工具电极之间的加工间隙增大,电化学溶解加工过程增强,电火花放电加工过程减弱;
13、步骤五:当工件完成一个周向加工过程后,对加工过程进行调整,重复步骤二到五,对工件进行高效精密加工。
14、所述飞行式加工方法包括如下步骤:
15、步骤一:工件接电源正极,工具电极本体接电源负极,工作液由工具电极出液口喷出进入工具电极与工件的加工间隙内;
16、步骤二:工具电极沿着工件径向方向进给,工具电极进给到与工件距离小于电火花放电加工需要的加工间隙时,工具电极与工件在工作液环境下产生火花放电,对工件表面的材料进行去除,工具电极保持当前位置不再进给,该过程以电火花放电加工为主,伴随少量电化学溶解加工,随后工件按照预定转速转动;
17、步骤三:随着电火花放电加工的进行,工具电极端面与工件之间的加工间隙增大,电解液在放电环境中对工件表面产生电解作用,工件与工具电极端面之间的加工间隙内出现气泡和电解产生的絮状产物,随着工具电极端面与工件之间的加工间隙持续增大,工具电极与工件的放电作用减弱,电化学溶解加工过程中将电火花放电加工过程产生的重铸层去除掉;
18、步骤四:工当工件完成一个周向加工过程后,对加工过程进行调整,重复步骤二到四,实现对于工件的高效精密加工。
19、本发明公开了以下技术效果:
20、本发明可在加工过程中同时包含火花放电加工和电解加工,基于优势互补的原则,在提高效率的同时提高了加工表面精度;工具电极可根据工件结构特征进行设计制造,可实现同一工件的批量制造;可根据实际加工需要调整加工方式,选用切入式加工或飞行式加工;可根据实际加工需要调整工作液浓度,调整火花放电加工和电解加工的比例,更好的适应加工需求。
技术特征:
1.基于结构特征的复杂结构放电电化学复合装置,其特征在于,包括:
2.根据权利要求1所述的基于结构特征的复杂结构放电电化学复合装置,其特征在于:所述工作液(5)为氯化钠溶液或硝酸钠溶液,所述氯化钠溶液、硝酸钠溶液的浓度均大于等于5%。
3.根据权利要求1所述的基于结构特征的复杂结构放电电化学复合装置,其特征在于:所述工具电极(3)的材料为黄铜、紫铜、铜钨合金、石墨或铈钨合金中的一种或多种;工件(1)的材料为钛合金、高温合金、不锈钢、金属基复合材料中的一种或多种。
4.基于结构特征的复杂结构放电电化学复合加工方法,基于权利要求1-3任一项所述的基于结构特征的复杂结构放电电化学复合装置,其特征在于,包括飞行式加工方法和切入式加工方法,所述切入式加工方法包括如下步骤:
技术总结
本发明公开基于结构特征的复杂结构放电电化学复合加工方法及装置,包括:工件,工件为复杂回转体结构;工具电极,工具电极的形状与工件的外轮廓形状相适配;工具电极上开设有出液口,出液口用于向工件与工具电极的加工间隙内填充工作液;电源,电源的正极与工件连接,电源的负极与工具电极连接。本发明根据复杂回转体结构的结构特点设计制作了工具电极,依靠火花放电加工对材料进行高效去除,利用电化学溶解对火花放电加工后的重铸层以及基体材料进行去除,提高材料去除率,改善加工表面质量,实现了对复杂结构的高效精密加工。
技术研发人员:金子乾,马曰红,房晓龙,曲宁松
受保护的技术使用者:南京航空航天大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!