一种激光面罩光学面模具的加工方法与流程
本发明涉及模具领域,具体地是一种激光面罩光学面模具的加工方法。
背景技术:
1、随着汽车行业的快速发展,行业内对汽车车灯,激光雷达,hud等要求也越来越高,保证功能面的光洁度及功能作用,在制造汽车车灯,激光雷达,hud的模具时,通常粗加工后采用手工抛光工序。特别是对要求光洁度较高的工作面,用砂纸梯次进级的方式砂光。如,首选选择180目砂纸对工作面进行初步砂光,再依次选择240目、360目、600目、800目砂纸逐级砂光,最终选择1200目砂纸收光。这种方式抛光过的表面平整度很难达到要求,而且工序较为复杂。
技术实现思路
1、本发明旨在至少在一定程度上解决相关技术中的技术问题之一:提供一种激光面罩光学面模具的加工方法,能将加工后激光面罩光学面模具光洁度达到8nm的加工方法。
2、为此,本发明的一个目的在于提出一种激光面罩光学面模具的加工方法,包括如下步骤:
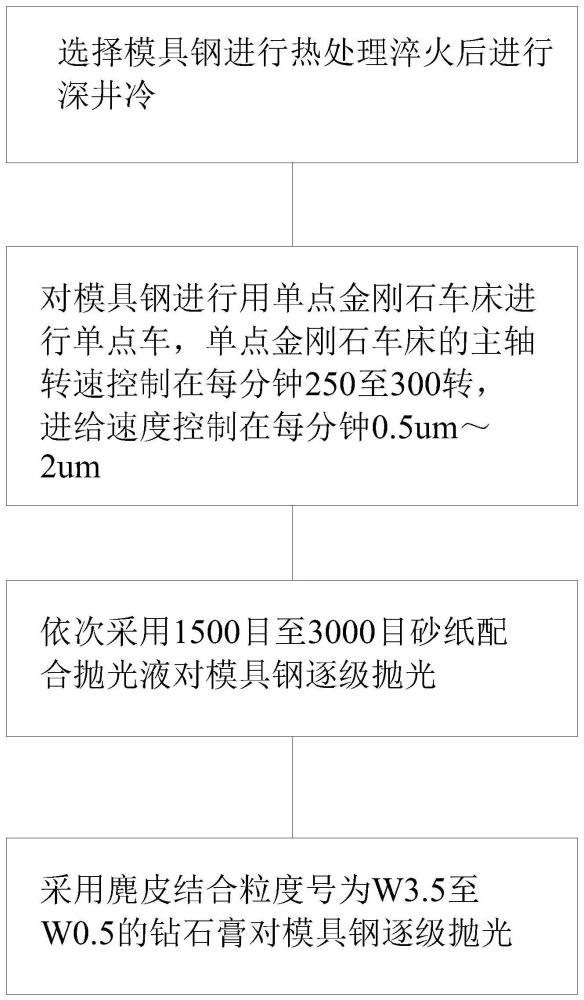
3、步骤一:选择模具钢进行热处理淬火后进行深井冷;
4、步骤二:对模具钢进行用单点金刚石车床进行单点车,单点金刚石车床的主轴转速控制在每分钟250至300转,进给速度控制在每分钟0.5um~2um;
5、步骤三:依次采用1500目至3000目砂纸配合抛光液对模具钢逐级抛光;
6、步骤四:采用麂皮结合粒度号为w3.5至w0.5的钻石膏对模具钢逐级抛光。
7、优选的,步骤一中选择表面硬度达到51hrc至53hrc的模具钢,热处理温度为780度至820度,深井冷的温度为低于-193度。
8、优选的,至少进行两次温度低于-193度的深井冷。
9、优选的,步骤三与步骤四中每个不同等级均进行至少三遍。
10、优选的,步骤三与步骤四中至少一步骤采用机械抛光臂对模具钢进行抛光。
11、优选的,所述的机械抛光臂包括夹持臂和抛光臂,所述的夹持臂依次包括转头以及摆臂,所述的抛光臂包括柔性垫、伸缩组件以及稳压组件,所述的转头转动带动模具钢旋转并与柔性垫上麂皮或砂纸抵触进行抛光。
12、优选的,伸缩组件包括若干伸缩杆,稳压组件使伸缩杆伸缩后能对柔性垫稳定支撑,使柔性垫稳定抵触在模具钢上。
13、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
14、上述技术方案具有如下优点或有益效果:首先,热处理淬火后进行深井冷得到性质稳定的模具钢,使单点车加工后,可以得到规律的大面积光洁度rms达到25-30的面,即可以直接得到规律的大面积光洁度rms达到25-30的模具钢,可以直接进行高目数的抛光,减少了低目数的砂纸打磨的需求,能直接使用1500-3000目的砂纸进行打磨,打磨后麂皮结合粒度号为w3.5至w0.5的钻石膏对模具钢逐级抛光,能快速将激光面罩光学面模具光洁度达到8nm。
技术特征:
1.一种激光面罩光学面模具的加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种激光面罩光学面模具的加工方法,其特征在于:步骤一中选择表面硬度达到51hrc至53hrc的模具钢,热处理温度为780度至820度,深井冷的温度为低于-193度。
3.根据权利要求2所述的一种激光面罩光学面模具的加工方法,其特征在于:至少进行两次温度低于-193度的深井冷。
4.根据权利要求1所述的一种激光面罩光学面模具的加工方法,其特征在于:步骤三与步骤四中每个不同等级均进行至少三遍。
5.根据权利要求1所述的一种激光面罩光学面模具的加工方法,其特征在于:步骤三与步骤四中至少一步骤采用机械抛光臂对模具钢进行抛光。
6.根据权利要求6所述的一种激光面罩光学面模具的加工方法,其特征在于:所述的机械抛光臂包括夹持臂(1)和抛光臂(2),所述的夹持臂(1)依次包括转头(11)以及摆臂(12),所述的抛光臂(2)包括柔性垫(21)、伸缩组件(22)以及稳压组件(23),所述的转头(11)转动带动模具钢旋转并与柔性垫(21)上麂皮或砂纸抵触进行抛光。
7.根据权利要求7所述的一种激光面罩光学面模具的加工方法,其特征在于:伸缩组件(22)包括若干伸缩杆(221),稳压组件(23)使伸缩杆(221)伸缩后能对柔性垫(21)稳定支撑,使柔性垫(21)稳定抵触在模具钢上。
技术总结
本发明公开了一种激光面罩光学面模具的加工方法,包括如下步骤:步骤一:选择模具钢进行热处理淬火后进行深井冷;步骤二:对模具钢进行用单点金刚石车床进行单点车,单点金刚石车床的主轴转速控制在每分钟250至300转,进给速度控制在每分钟0.5um~2um;步骤三:依次采用1500目至3000目砂纸配合抛光液对模具钢逐级抛光;步骤四:采用麂皮结合粒度号为W3.5至W0.5的钻石膏对模具钢逐级抛光。减少了低目数的砂纸打磨的需求,能直接使用1500‑3000目的砂纸进行打磨,打磨后麂皮结合粒度号为W3.5至W0.5的钻石膏对模具钢逐级抛光,能快速将激光面罩光学面模具光洁度达到8nm。
技术研发人员:孙旭科,孙仲辉,胡少伟
受保护的技术使用者:宁波锦辉光学科技有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!