一种钎焊焊接的浸润结构和浸润方法与流程
本发明涉及钎焊焊接领域,具体涉及一种钎焊焊接的浸润结构和浸润方法。
背景技术:
1、目前,在靶材和背板进行焊接时通常会采用钎焊的方式进行焊接,从而实现靶材和背板的连接,进而得到可以进行使用的靶材组件。
2、如cn114101829a公开了一种靶材钎焊方法,包括将靶坯与背板的绑定面进行粗糙度处理以及喷涂镍合金处理,随后将背板放平,并于其上依次放置铟片、靶坯,再将稳压电源的正极、负极分别与靶坯、背板连接,通电加热使铟片熔化为铟熔液,铟熔液流动填充靶坯、背板绑定面的镍合金层;随后撤去电压、自然冷却,完成背板与靶坯的绑定。由于整个过程不受加热平台尺寸的限制,并且铟片可采用拼接的铟片,进一步扩展了可绑定的靶材的尺寸。
3、如cn116038050a公开了一种钛铝合金靶材与铝合金背板的钎焊方法,所述钎焊方法包括如下步骤:(1)钛铝合金靶材的焊接面依次经喷砂处理与镀镍处理,得到预处理钛铝合金靶材;(2)将净化铝合金背板与步骤(1)所得预处理钛铝合金靶材分别独立地进行浸润处理,得到浸润铝合金背板与浸润钛铝合金靶材;(3)将步骤(2)所得浸润钛铝合金靶材与浸润铝合金背板扣合,在加压条件下冷却后得到钛铝合金靶材组件。该方案通过对钛铝合金靶材的焊接面进行预处理,搭配合理的浸润工艺参数与冷却方式,所得钛铝合金靶材组件的焊接结合率与结合强度较高,可以满足作为溅射材料的高品质要求。
4、然而当前的焊接过程中在进行浸润后仍存在焊接后焊接头的焊接结合率差的问题。
技术实现思路
1、鉴于现有技术中存在的问题,本发明的目的在于提供一种钎焊焊接的浸润结构和浸润方法,以解决焊接后焊接头的焊接结合率差的问题。
2、为达此目的,本发明采用以下技术方案:
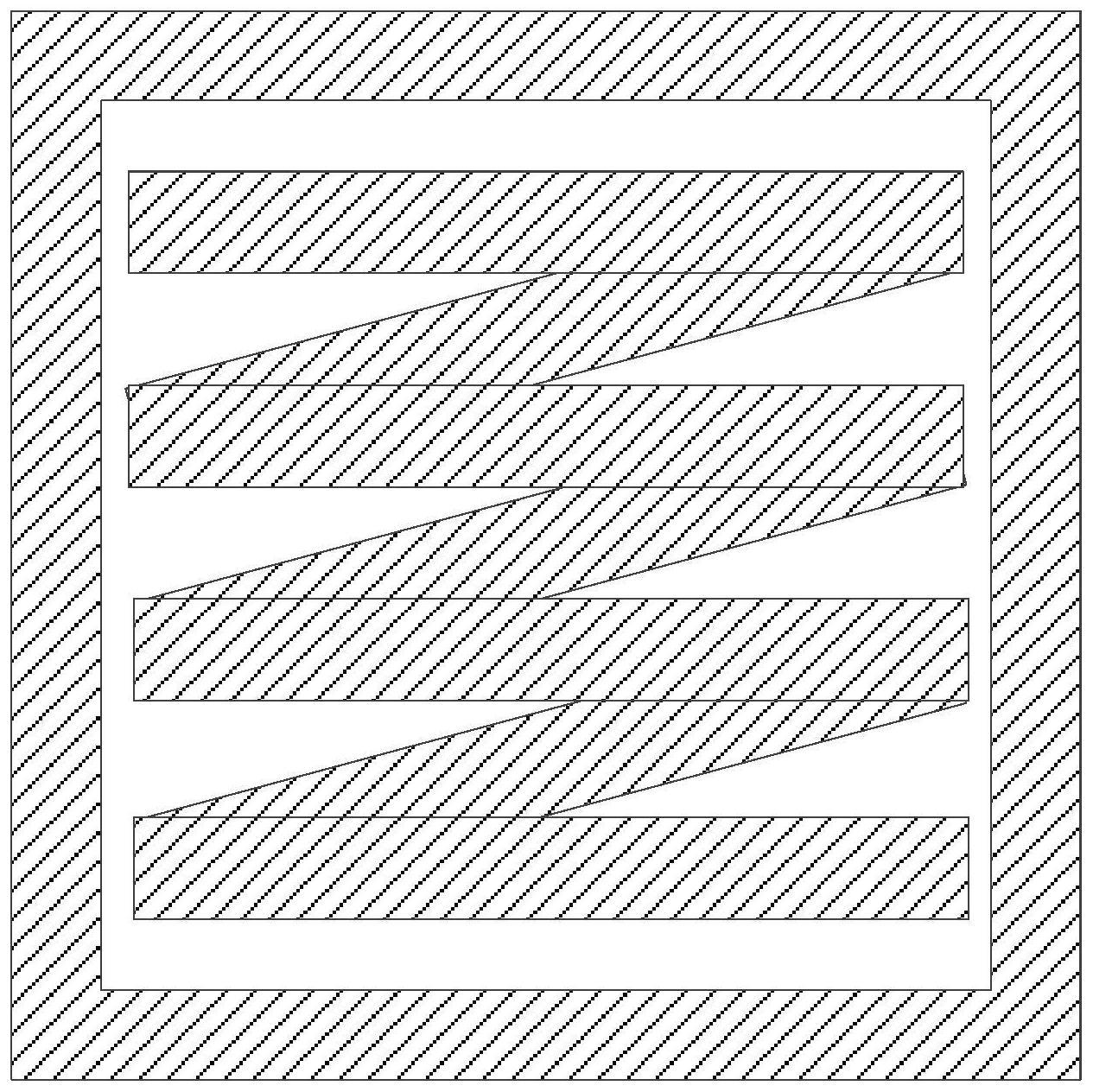
3、第一方面,本发明提供了一种钎焊焊接的浸润结构,所述浸润结构包括带状浸润区和设置于所述带状浸润区中的折线浸润区;
4、所述浸润结构的浸润面积为焊接面面积的75-85%;
5、所述折线浸润区包括平行线浸润子区和设置于平行线浸润子区之间的斜线浸润子区;
6、所述斜线浸润子区与平行线浸润子区中中心线之间的夹角为30-45°。
7、本发明提供的浸润结构,通过对钎焊过程中钎料浸润层的设计,通过采用特定设计的浸润结构,利用两个独立的浸润区,提升了钎料的浸润效果,从而保证了焊接后焊接头的焊接结合率,有利于焊接对象的绑定。
8、作为本发明优选的技术方案,所述带状浸润区中带的宽度为焊接面等效圆直径的16-17%。
9、优选地,所述带状浸润区的外边缘与焊接面的边缘相重叠。
10、作为本发明优选的技术方案,所述平行线浸润子区中相邻平行线之间的垂直宽度为焊接面等效圆直径的16-17%。
11、作为本发明优选的技术方案,所述平行线浸润子区中直线带区的宽度为焊接面等效圆直径的16-17%。
12、作为本发明优选的技术方案,所述斜线浸润子区中直线带区的宽度为焊接面等效圆直径的16-17%。
13、第二方面,本发明提供了一种钎焊焊接的浸润方法,所述浸润方法包括依据第一方面所述浸润结构进行浸润作业,包括带状浸润作业和折线浸润作业;
14、所述带状浸润作业为依据带状浸润区的形状进行浸润;
15、所述折线浸润作业为依据折线浸润区的形状进行浸润。
16、作为本发明优选的技术方案,所述带状浸润作业至少进行4次。
17、作为本发明优选的技术方案,所述折线浸润作业至少进行3次。
18、作为本发明优选的技术方案,所述浸润作业中超声波的功率为700-900w。
19、优选地,所述浸润作业中的作业温度为290-310℃。
20、作为本发明优选的技术方案,所述浸润方法包括依据第一方面所述浸润结构进行浸润作业,包括带状浸润作业和折线浸润作业;
21、所述带状浸润作业为依据带状浸润区的形状进行浸润;所述带状浸润作业至少进行4次;
22、所述折线浸润作业为依据折线浸润区的形状进行浸润;所述折线浸润作业至少进行3次;
23、所述浸润作业中超声波的功率为700-900w;
24、所述浸润作业中的作业温度为290-310℃。
25、与现有技术方案相比,本发明具有以下有益效果:
26、本发明提供的浸润结构,通过采用两个特定的浸润区相配合,实现了钎焊焊接面的高效浸润,有利于保证钎焊的焊接结合率,所得焊接接头的焊接结合率可达100%,有效地提升了钎焊焊接的稳定性。
技术特征:
1.一种钎焊焊接的浸润结构,其特征在于,所述浸润结构包括带状浸润区和设置于所述带状浸润区中的折线浸润区;
2.如权利要求1所述浸润结构,其特征在于,所述带状浸润区中带的宽度为焊接面等效圆直径的16-17%;
3.如权利要求1或2所述浸润结构,其特征在于,所述平行线浸润子区中相邻平行线之间的垂直宽度为焊接面等效圆直径的16-17%。
4.如权利要求1-3任一项所述浸润结构,其特征在于,所述平行线浸润子区中直线带区的宽度为焊接面等效圆直径的16-17%。
5.如权利要求1-4任一项所述浸润结构,其特征在于,所述斜线浸润子区中直线带区的宽度为焊接面等效圆直径的16-17%。
6.一种钎焊焊接的浸润方法,其特征在于,所述浸润方法包括依据权利要求1-5任一项所述浸润结构进行浸润作业,包括带状浸润作业和折线浸润作业;
7.如权利要求1-6任一项所述浸润方法,其特征在于,所述带状浸润作业至少进行4次。
8.如权利要求1-7任一项所述浸润方法,其特征在于,所述折线浸润作业至少进行3次。
9.如权利要求1-8任一项所述浸润方法,其特征在于,所述浸润作业中超声波的功率为700-900w;
10.如权利要求1-9任一项所述浸润方法,其特征在于,所述浸润方法包括依据权利要求1-5任一项所述浸润结构进行浸润作业,包括带状浸润作业和折线浸润作业;
技术总结
本发明涉及一种钎焊焊接的浸润结构和浸润方法,所述浸润结构包括带状浸润区和设置于所述带状浸润区中的折线浸润区;所述浸润结构的浸润面积为焊接面面积的75‑85%;所述折线浸润区包括平行线浸润子区和设置于平行线浸润子区之间的斜线浸润子区;所述斜线浸润子区与平行线浸润子区中中心线之间的夹角为30‑45°。本发明提供的浸润结构,通过对钎焊过程中钎料浸润层的设计,通过采用特定设计的浸润结构,利用两个独立的浸润区,提升了钎料的浸润效果,从而保证了焊接后焊接头的焊接结合率,有利于焊接对象的绑定。
技术研发人员:姚力军,潘杰,叶裕辉,王学泽
受保护的技术使用者:宁波江丰电子材料股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!