一种集装箱波浪板焊接装置及焊接方法与流程
本发明涉及钢结构制作,尤其涉及一种集装箱波浪板焊接装置及焊接方法。
背景技术:
1、集装箱波浪板使用的钢板厚度一般在1.4mm~1.8mm之间,属于标准集装箱材质,一般集装箱波浪板需要若干块集装箱标准波浪板拼焊而成,例如40尺高箱的顶板需要8张标准波浪板拼接而成。为了保证集装箱的结构质量能够达到iicl国际标准(不漏光、不漏雨、箱门,地板完好)的要求,集装箱波浪板的拼板焊接的焊缝外观成型及质量要求是保证集装箱密封性的重要条件之一。然而目前,大多数集装箱厂家的波浪板拼板焊接均采用市面上常见的波浪板焊接装置,但是这些波浪板焊接装置一方面结构相对复杂,采购成本较高,另一方面具有焊接效率低以及方便性也有待改进的问题。
技术实现思路
1、针对上述存在的问题,本发明公开了一种集装箱波浪板焊接装置及焊接方法,以解决现有技术中波浪板焊接装置成本高,焊接效率低的问题。
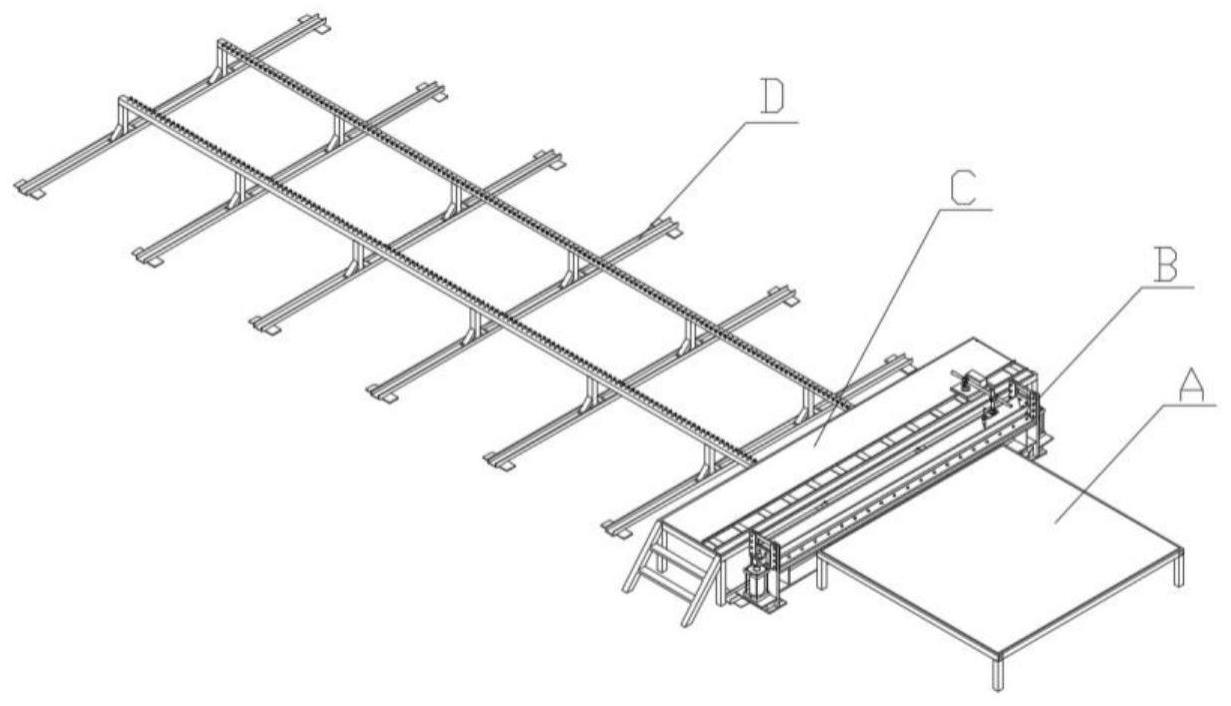
2、一方面,本发明公开了一种集装箱波浪板焊接装置,包括:送料平台、波浪板压紧装置、波浪板自动焊平台和出料平台;
3、所述波浪板压紧装置设置于所述送料平台和所述出料平台之间,所述波浪板自动焊平台临近所述波浪板压紧装置设置于所述出料平台上;
4、所述波浪板压紧装置包括型钢平台、铜排夹板、铜排、波浪板压板和升降机构,所述铜排设置于所述型钢平台上表面的中部,所述铜排夹板位于所述铜排的两侧,所述波浪板压板位于所述铜排之上,且所述波浪板压板的两端均设置有一所述升降机构以带动所述波浪板压板上下升降;
5、所述波浪板自动焊平台包括自动焊平台板、位于所述自动焊平台板上的半自动小车轨道和位于所述半自动小车轨道上的半自动小车,且所述半自动小车沿所述半自动小车轨道可滑动,所述半自动小车上通过焊枪调节装置固定有气保焊枪,且所述气保焊枪垂直设置于所述铜排之上,所述半自动小车用于调节所述气保焊枪在x轴方向上的位移,所述焊枪调节装置用于调节所述气保焊枪在y轴方向和z轴方向上的位移。
6、在其中的一些实施例中,所述半自动小车上设置有配重块。
7、在其中的一些实施例中,所述焊枪调节装置包括横向轴套和与所述横向轴套固定连接的竖向轴套;
8、所述半自动小车上设置有水平杆,且所述水平杆垂直于所述半自动小车轨道的延伸方向,所述水平杆位于所述所述波浪板压紧装置上方的一端套设于所述横向轴套内,且所述横向轴套可沿所述水平杆移动或固定;
9、所述气保焊枪包括底座和位于所述焊枪底座一侧的焊枪本体,所述底座的另一端固定有竖杆,所述竖杆穿设于所述竖向轴套内且沿所述竖向轴套上下移动或固定。
10、在其中的一些实施例中,所述型钢平台为工字钢,且所述工字钢的两侧均设置有多个内隔板。
11、在其中的一些实施例中,所述升降机构包括立板垫板、压紧装置立板、压板滑块、压板连接板和气缸;
12、所述压紧装置立板固定在所述立板垫板上,且两个所述升降机构的两个所述压紧装置立板分别固定在所述型钢平台的两端,所述压紧装置立板的上部开设有滑口,所述滑口内设置有可沿所述滑口上下滑动的压板滑块,所述气缸设置于所述立板垫板上,且所述气缸的活塞通过气缸连接块与所述压板滑块的外侧相连接,且两个所述升降机构的两个所述压板滑块的内侧分别固定在所述波浪板压板的两端。
13、在其中的一些实施例中,所述滑口的两侧均设置有双夹板,所述压板滑块的两侧设置于所述滑口两侧的双夹板内并沿所述双夹板可滑动。
14、在其中的一些实施例中,所述压板滑块的外侧通过压板连接板与所述气缸连接块相连接,且所述压板连接板与所述气缸连接块之间通过销轴相连接。
15、在其中的一些实施例中,所述出料平台包括出料平台轨道、出料平台架、轴和轴承;
16、多个所述出料平台轨道均平行于波浪板压紧装置设置,所述出料平台架包括二个相对设置的出料平台胎架,两个所述出料平台胎架均设置于所述出料平台轨道上并可沿所述出料平台轨道滑动,所述出料平台胎架的上表面沿所述出料平台胎架的长度方向设置有多个轴,且每个所述轴上均设置有轴承。
17、另一方面,本发明还公开了一种集装箱波浪板焊接方法,基于上述的集装箱波浪板焊接装置,所述方法包括如下步骤:
18、将两张波浪板放置到所述送料平台上,并在将两张波浪板对齐后,利用点焊的方式将两张波浪板固定在一起;
19、将点焊后的两张波浪板向出料平台方向输送,使得两张波浪板的对接缝与波浪板压紧装置的铜排的中心线对齐;
20、通过升降机构带动所述波浪板压板向下运动以压紧波浪板;
21、调整波浪板自动焊平台上半自动小车在半自动小车轨道上的位置,使得半自动小车能够沿着与两张波浪板的对接缝平行线的方向上运动;
22、通过调整焊枪调节装置,使得气保焊枪伸出的焊丝正好位于两张波浪板的对接缝的正上方;
23、开始焊接两张波浪板的对接缝,并在该对接缝焊接完成后通过升降机构带动所述波浪板压板向上运动以释放波浪板,并将拼接好的波浪板推到所述出料平台上,开始进行第三张波浪板的拼接,直到集装箱所有波浪板拼接完成。
24、在其中的一些实施例中,在利用点焊的方式将两张波浪板固定在一起后,所述方法还包括将点焊焊缝磨平处理的步骤。
25、与现有技术相比,上述发明至少具有如下优点或者有益效果之一:
26、一、本发明通过将半自动小车与气保焊枪结合起来作为自动焊接设备,同时辅以合理的拼板工艺与焊接工艺,能够满足集装箱波浪板的焊接质量要求与焊缝密闭性要求。同时辅以可横向调节位置的出料平台胎架,可以满足不同宽度的集装箱波浪板的焊接与出料,具有较强的实用性;该焊接装置及焊接方法,提高了集装箱波浪板的焊接质量和作业效率。
27、二、成本低,实用性强;本发明的焊接装置结构紧凑简洁、通过调整出料平台两出料平台胎架之间的距离,可以适用不同宽度规格(1.5m~4m之间的调节范围)集装箱波浪板,具有较高的实用价值。
28、三、高效性;通过本发明的焊接装置结构及焊接方法,提高了集装箱波浪板的焊接质量从而避免拼板焊缝返修,提高了作业效率,使集装箱的波浪板拼板焊接作业有很高的效率。
技术特征:
1.一种集装箱波浪板焊接装置,其特征在于,包括:送料平台、波浪板压紧装置、波浪板自动焊平台和出料平台;
2.如权利要求1所述的集装箱波浪板焊接装置,其特征在于,所述半自动小车上设置有配重块。
3.如权利要求1所述的集装箱波浪板焊接装置,其特征在于,所述焊枪调节装置包括横向轴套和与所述横向轴套固定连接的竖向轴套;
4.如权利要求1所述的集装箱波浪板焊接装置,其特征在于,所述型钢平台为工字钢,且所述工字钢的两侧均设置有多个内隔板。
5.如权利要求1所述的集装箱波浪板焊接装置,其特征在于,所述升降机构包括立板垫板、压紧装置立板、压板滑块、压板连接板和气缸;
6.如权利要求5所述的集装箱波浪板焊接装置,其特征在于,所述滑口的两侧均设置有双夹板,所述压板滑块的两侧设置于所述滑口两侧的双夹板内并沿所述双夹板可滑动。
7.如权利要求5所述的集装箱波浪板焊接装置,其特征在于,所述压板滑块的外侧通过压板连接板与所述气缸连接块相连接,且所述压板连接板与所述气缸连接块之间通过销轴相连接。
8.如权利要求1所述的集装箱波浪板焊接装置,其特征在于,所述出料平台包括出料平台轨道、出料平台架、轴和轴承;
9.一种集装箱波浪板焊接方法,其特征在于,基于如权利要求1~8所述的集装箱波浪板焊接装置,所述方法包括如下步骤:
10.如权利要求9所述的集装箱波浪板焊接方法,其特征在于,在利用点焊的方式将两张波浪板固定在一起后,所述方法还包括将点焊焊缝磨平处理的步骤。
技术总结
本发明涉及钢结构制作技术领域,尤其涉及一种集装箱波浪板焊接装置及焊接方法,该焊接装置包括:送料平台、波浪板压紧装置、波浪板自动焊平台和出料平台;本发明通过将半自动小车与气保焊枪结合起来作为自动焊接设备,同时辅以合理的拼板工艺与焊接工艺,能够满足集装箱波浪板的焊接质量要求与焊缝密闭性要求。同时辅以可横向调节位置的出料平台胎架,可以满足不同宽度的集装箱波浪板的焊接与出料,具有较强的实用性;该焊接装置及焊接方法,提高了集装箱波浪板的焊接质量和作业效率。
技术研发人员:刘鑫鑫,丁柏林,葛绍峰,程俊彪,赵淑荣
受保护的技术使用者:中冶(上海)钢结构科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!