一种薄壁圆筒类零件精加工的铣削装置
本发明涉及零件精加工,具体为一种薄壁圆筒类零件精加工的铣削装置。
背景技术:
1、圆筒状薄壁类零件,由于其弱刚性的特点,该类零件进行机加网格时,受圆度变形影响,零件找正复杂、网格厚度保证困难,极大地影响了零件的加工效率,目前主要综合采用优化工艺方案、调整铣削策略及参数和采用工装将零件约束在可承受的圆度范围内进行加工,目前常用的工装主要采用均布弧形顶块,从实际效果来看,具有一定效果,但是在铣削网格过程中依然需要采取试切—补偿的加工方法,加工效率较为低下,且对操作者技能水平要求较高,传统的圆筒铣薄方法有两种,一种是将圆筒与其他零部组件焊接以提高整体刚性然后再进行铣削加工,但是这种方法提高刚性的程度有限,而且圆筒本身的圆度、直线度等形位公差依旧很大,在进行铣薄时会出现让刀、减重带壁厚不均,圆筒超重等各种问题,另一种方法是将加厚带部位的圆筒替换为铣薄的锻件,并增加两条焊缝组装成圆筒,该方法的缺点是材料及人工成本较大,生产周期较长。
2、现有的薄壁圆筒类零件精加工的铣削装置,由于结构设计缺陷,存在圆筒状薄壁类零件刚度较差铣削加工时容易变形,以及铣削产生的残留废屑容易溅射造成零件内壁磨损的问题。
技术实现思路
1、本发明提供了一种薄壁圆筒类零件精加工的铣削装置,解决了上述背景技术中所提到的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种薄壁圆筒类零件精加工的铣削装置,包括
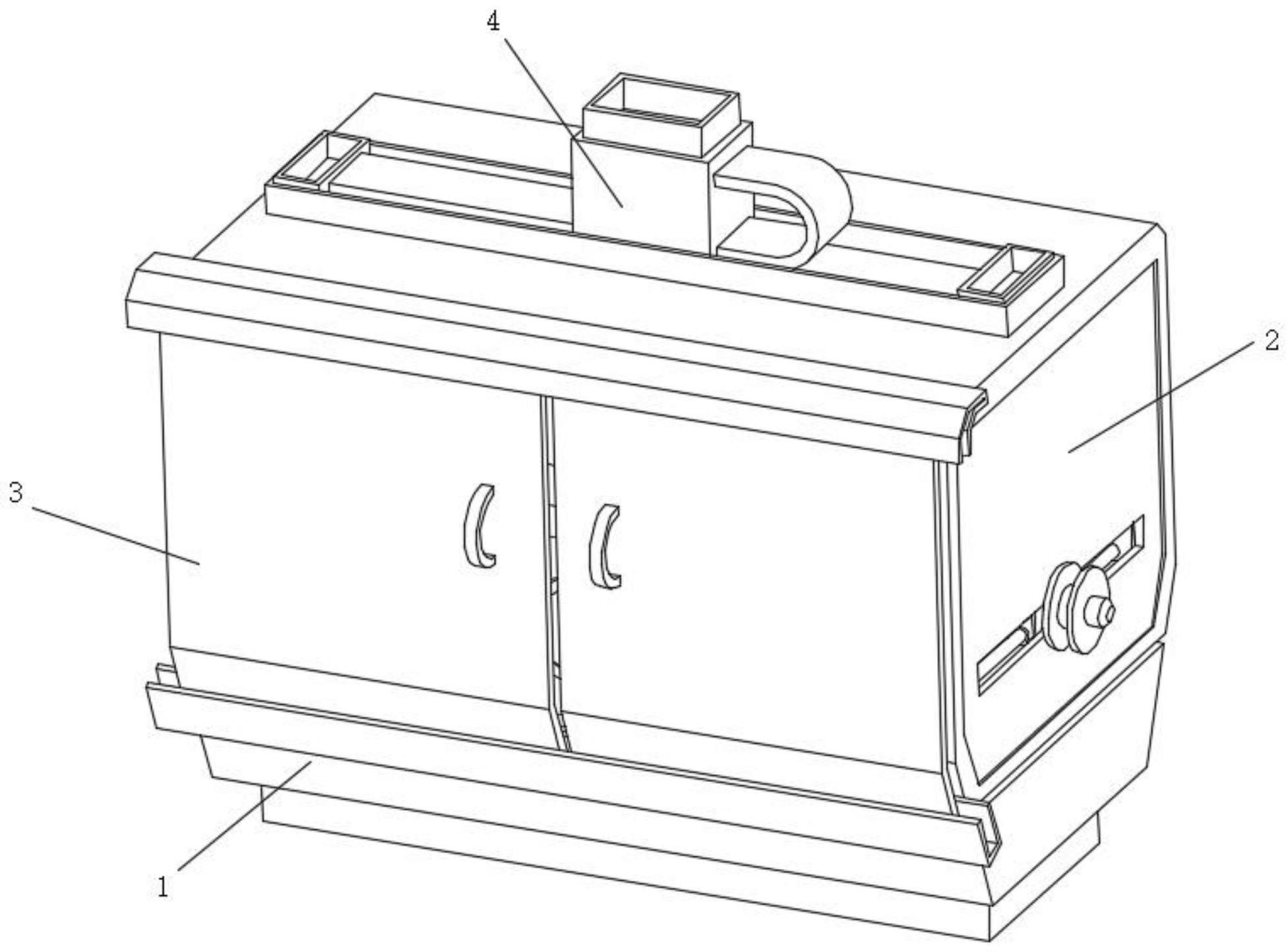
3、水槽台,所述水槽台的顶部固定连接有装置体,所述装置体的表面滑动连接有滑动门,所述装置体表面的上方位置固定连接有铣削部件;
4、防溅射机构,设置在装置体内侧面的下方位置,所述防溅射机构的表面夹持有工件,所述工件的内侧面与水槽台的内侧面靠近,所述铣削部件的输出端对工件的内侧面进行铣削加工,切屑通过工件的内侧面掉落至水槽台的内部;
5、防变形机构,设置在装置体内侧面的下方位置,用于对工件的表面进行施加压力,压力对工件的外侧面进行支撑,所述防变形机构带动工件移动,配合铣削部件对工件的内侧面进行铣削;包括输料组件,所述输料组件的表面固定连接有均匀组件,所述输料组件将沙粒输送至均匀组件的内部,所述均匀组件的内侧面与工件的外侧面直接接触。
6、优选的,所述装置体内侧面的下方位置固定连接有框体,所述框体的内侧面转动连接有丝杆,所述丝杆的表面通过螺纹连接有滑台,所述均匀组件的顶部固定连接有转动组件,工件为薄壁圆筒类零件,工件自上而下进入均匀组件的内部,防溅射机构对工件内侧面的下方位置进行夹持定心,输料组件向均匀组件的内部输送干燥砂粒。
7、优选的,所述输料组件包括电机,所述电机的一侧与滑台的表面固定连接,所述电机表面远离滑台的一侧固定连接有组件壳。
8、优选的,所述组件壳的顶部设置有进砂端,所述电机的输出端固定连接有螺旋杆,所述螺旋杆的表面与组件壳的内侧面紧密接触,滑台对电机进行支撑,滑台在框体的内侧面滑动从而对工件的位置进行调节,进砂端将干燥细小砂粒输送至组件壳的内部。
9、优选的,所述均匀组件包括刚性壁,所述刚性壁表面的中部位置与组件壳远离电机的一侧固定连接,所述刚性壁的顶部与底部均固定连接有连接板。
10、优选的,所述刚性壁内侧面的上方以及下方位置均固定连接有斜片,两个斜片相对面的中间位置固定连接有橡胶筒,所述橡胶筒为橡胶材质制成。
11、优选的,所述转动组件包括壳体,所述壳体的底部与连接板的顶部固定连接,所述壳体的表面转动连接有蜗杆,所述蜗杆外接设备带动其旋转。
12、优选的,所述壳体的内侧面转动连接有蜗轮,所述蜗轮的顶部固定连接有气压枪,所述壳体的顶部固定连接有限位环,壳体设置在刚性壁的上方位置,斜片使得橡胶筒与刚性壁之间具有一定间隙,干燥的砂粒被输送至间隙中,橡胶筒被挤压膨胀。
13、优选的,所述防溅射机构包括限位板,所述限位板的表面与装置体内侧面的下方位置固定连接,所述限位板的内侧面固定连接有固定环。
14、优选的,所述固定环的内侧面分别固定连接有第一电动缸和第二电动缸,所述第一电动缸与第二电动缸的表面均固定连接有夹持组件,工件自上而下放置在夹持组件的位置,夹持组件的内部输送油压,油压使得工件内侧面的下方位置被定心夹持,限位板对固定环进行支撑。
15、优选的,所述夹持组件包括组件壁,所述组件壁表面的下方位置分别与第一电动缸与第二电动缸的输出端固定连接,所述组件壁表面的上方位置固定连接有缸体,液压管向组件壁的内部输送油压,缸体的内部与组件壁的内部连通,缸体的数量有若干个,油压推动滑动杆向外径向移动,若干个缸体之间相互连通,使得多个推板对工件进行定心支撑。
16、优选的,所述缸体的内侧面滑动连接有滑动杆,所述滑动杆远离缸体的一端固定连接有推板,所述组件壁的底部固定连接有液压管。
17、本发明提供了一种薄壁圆筒类零件精加工的铣削装置。具备以下有益效果:
18、1、该薄壁圆筒类零件精加工的铣削装置,细小砂砾填充均匀组件,均匀组件对工件的外侧面进行包覆,丝杆转动使得滑台在框体的内侧面滑动,滑台被带动至框体内侧的中部位置,此时,均匀组件处于铣削部件的正下方位置,铣削部件配合滑台的移动,使得工件的内侧面被铣削加工,解决了圆筒状薄壁类零件刚度较差铣削加工时容易变形的问题。
19、2、该薄壁圆筒类零件精加工的铣削装置,电机带动螺旋杆转动,螺旋杆旋转使得砂粒被推动至刚性壁的内部,刚性壁为金属材料制成,随着刚性壁内部的砂粒逐渐增多,橡胶筒膨胀使得工件的外侧面被挤压,滑台移动使得工件移动,工件的外侧面被橡胶筒支撑时,工件可移动位置从而便于铣削部件对工件的内侧面进行加工。
20、3、该薄壁圆筒类零件精加工的铣削装置,工件的外侧面被膨胀的橡胶筒挤压夹持,工件的内侧面被铣削部件铣削,气压枪喷出的气流倾斜冲击工件的内侧面位置,蜗杆外接设备带动其旋转,蜗杆的表面与蜗轮的表面啮合,限位环对蜗轮的转动进行限位,使得蜗轮带动气压枪转动,防止工件内侧面的切屑卷绕在铣削部件的表面造成工件划伤。
21、4、该薄壁圆筒类零件精加工的铣削装置,第一电动缸和第二电动缸对向设置,同时,滑台在框体的内侧面滑动,从而调节工件与铣削部件之间的位置,转动组件设置在均匀组件的上方位置,转动组件将切屑向下冲击,由于固定环的分隔,工件内部的切屑被冲击至水槽台的内部进行收集,解决了铣削产生的残留废屑容易溅射造成零件内壁磨损的问题。
22、5、该薄壁圆筒类零件精加工的铣削装置,刚性壁的内部被填充干燥细小砂粒,细小砂粒挤压橡胶筒,圆筒状的刚性壁对砂粒的流动进行支撑,从而使得圆筒状的工件被稳固支撑限位,工件内侧面的下方位置被推板定心,随后再利用橡胶筒进行夹持,可有效避免工件内侧面加工时偏心造成铣削误差。
技术特征:
1.一种薄壁圆筒类零件精加工的铣削装置,其特征在于:包括
2.根据权利要求1所述的一种薄壁圆筒类零件精加工的铣削装置,其特征在于:所述装置体(2)内侧面的下方位置固定连接有框体(61),所述框体(61)的内侧面转动连接有丝杆(62),所述丝杆(62)的表面通过螺纹连接有滑台(63),所述均匀组件(65)的顶部固定连接有转动组件(66)。
3.根据权利要求2所述的一种薄壁圆筒类零件精加工的铣削装置,其特征在于:所述输料组件(64)包括电机(641),所述电机(641)的一侧与滑台(63)的表面固定连接,所述电机(641)表面远离滑台(63)的一侧固定连接有组件壳(642)。
4.根据权利要求3所述的一种薄壁圆筒类零件精加工的铣削装置,其特征在于:所述组件壳(642)的顶部设置有进砂端(643),所述电机(641)的输出端固定连接有螺旋杆(644),所述螺旋杆(644)的表面与组件壳(642)的内侧面紧密接触。
5.根据权利要求4所述的一种薄壁圆筒类零件精加工的铣削装置,其特征在于:所述均匀组件(65)包括刚性壁(651),所述刚性壁(651)表面的中部位置与组件壳(642)远离电机(641)的一侧固定连接,所述刚性壁(651)的顶部与底部均固定连接有连接板(652)。
6.根据权利要求5所述的一种薄壁圆筒类零件精加工的铣削装置,其特征在于:所述刚性壁(651)内侧面的上方以及下方位置均固定连接有斜片(653),两个斜片(653)相对面的中间位置固定连接有橡胶筒(654),所述橡胶筒(654)为橡胶材质制成。
7.根据权利要求1所述的一种薄壁圆筒类零件精加工的铣削装置,其特征在于:所述防溅射机构(5)包括限位板(51),所述限位板(51)的表面与装置体(2)内侧面的下方位置固定连接,所述限位板(51)的内侧面固定连接有固定环(52)。
8.根据权利要求7所述的一种薄壁圆筒类零件精加工的铣削装置,其特征在于:所述固定环(52)的内侧面分别固定连接有第一电动缸(53)和第二电动缸(54),所述第一电动缸(53)与第二电动缸(54)的表面均固定连接有夹持组件(55)。
9.根据权利要求8所述的一种薄壁圆筒类零件精加工的铣削装置,其特征在于:所述夹持组件(55)包括组件壁(551),所述组件壁(551)表面的下方位置分别与第一电动缸(53)与第二电动缸(54)的输出端固定连接,所述组件壁(551)表面的上方位置固定连接有缸体(552)。
10.根据权利要求9所述的一种薄壁圆筒类零件精加工的铣削装置,其特征在于:所述缸体(552)的内侧面滑动连接有滑动杆(553),所述滑动杆(553)远离缸体(552)的一端固定连接有推板(554),所述组件壁(551)的底部固定连接有液压管(555)。
技术总结
本发明公开了一种薄壁圆筒类零件精加工的铣削装置,本发明涉及零件精加工技术领域,包括防变形机构,设置在装置体内侧面的下方位置,用于对工件的表面进行施加压力,压力对工件的外侧面进行支撑,所述防变形机构带动工件移动,配合铣削部件对工件的内侧面进行铣削。该薄壁圆筒类零件精加工的铣削装置,细小砂砾填充均匀组件,均匀组件对工件的外侧面进行包覆,丝杆转动使得滑台在框体的内侧面滑动,滑台被带动至框体内侧的中部位置,此时,均匀组件处于铣削部件的正下方位置,铣削部件配合滑台的移动,使得工件的内侧面被铣削加工,解决了圆筒状薄壁类零件刚度较差铣削加工时容易变形的问题。
技术研发人员:邹新升,魏晓宇
受保护的技术使用者:江苏汽车技师学院
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!