一种高精度C形工件挤压成型方法和成型连续模与流程
本发明涉及冲压加工,特别涉及一种高精度c形工件挤压成型方法和成型连续模。
背景技术:
1、金属冲压是加工很多金属制品的常见工序,随着客户需求的多样化,模具的设计也要应对各种产品需求。
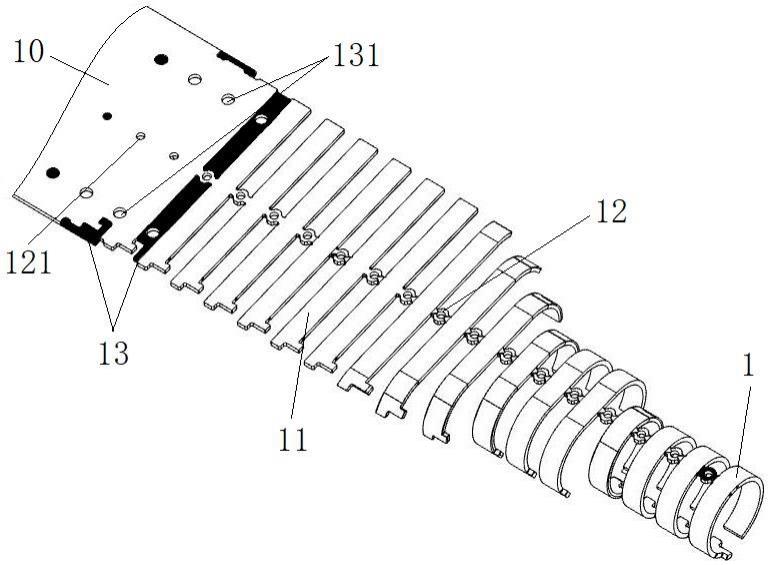
2、图1中的c形工件1是一种卷圆加工的刚性产品,该c形工件1的两端之间存在缝隙。该c形工件1需要经过热处理才能出厂,要求热处理后缝隙尺寸精度达到±0.1mm。卷圆加工都是由平面材料压成弧形而制造的,因此成型中材料的内周总会比外周紧凑,存在应力不均的情况,所以在经过热处理后,随着应力的释放,缝隙尺寸会明显增大而达不到精度要求。
3、中国台湾专利tw543538u“一种管束之折式成型模具构造”中公开了一种利用分步卷圆制造管束的工艺,这里的管束实际上是一种通过连接件收紧的c形卡箍,因为c形卡箍的使用上本会有收紧调节的问题,缝隙大小不影响使用,所以对缝隙结构的精度没有要求,更不用考虑热处理的变形问题。
4、本公司曾申请一件中国专利cn207026197u,其公开了一种天桥式卷圆装置,采用利用整体式的成型镶块使材料从半卷形态转变成圆筒形的零件结构。但这里只考虑了零件冲压后的达到结构要求,没有进一步考虑零件在热处理之后还要符合精度要求的问题。
5、因此有必要设计一种新的成型方法来解决以上问题。
技术实现思路
1、本发明的主要目的在于提供一种高精度c形工件挤压成型方法,能够在保证c形工件冲压结构精度的前提下,还能保证热处理后c形工件还能保证±0.1mm的缝隙精度。
2、本发明通过如下技术方案实现上述目的:一种高精度c形工件挤压成型方法,步骤包括:
3、s1、冲定位孔:以料带的两侧作为定位基准,在所述料带上切出一个中心定位孔和两个侧定位孔,加工单元范围在设计中包括沿着所述料带宽度方向延伸的成型区、连接相邻成型区中部的连接保留区以及位于所述成型区外围的废料区,所述中心定位孔位于所述连接保留区内,两个侧定位孔位于所述中心定位孔的两侧且位于所述废料区的范围内;
4、s2、切外边:以两个侧定位孔为定位基准,切出位于所述料带两侧的成型区外轮廓,所述成型区的宽度比c形工件的设计弧长大0.5-1%;
5、s3、切侧边:以所述中心定位孔为定位基准,切除全部废料区;
6、s4、分步卷圆:以所述中心定位孔为定位基准,所述成型区由两侧往中间通过多次冲压卷圆,每次冲压将所述成型区的一段从平面结构变形成弧形结构,最后将所述成型区的中间部位变形成弧形结构并包围于卷圆镶块上,所述卷圆镶块的轴线平行于所述料带的输送方向,所有弧形结构的半径相等,所述成型区变为c形且两端不相接触;
7、s5、挤压整形:以所述中心定位孔为定位基准,以所述卷圆镶块作为内芯,将所述成型区挤压为c形结构且弧长等于设计弧长的c形工件;
8、s6、落料:以所述中心定位孔为定位基准,将所述连接保留区冲断,使所述c形工件落下。
9、本发明的另一个主要目的在于提供一种能够实现以上加工方法的成型连续模。
10、本发明通过如下技术方案实现上述目的:一种成型连续模,包括上模和下模,且沿着料带输送方向依次设置有冲定位孔单元、切边单元、卷圆单元、整形单元和落料单元;
11、所述切边单元包括位于所述上模的两个侧冲刀和两个条形冲刀,两个条形冲刀位置平齐且位于两个侧冲刀的出料方向,所述下模设有分别配合两个侧冲刀和两个条形冲刀的若干边料排废孔,两个侧冲刀之间的距离比c形工件的设计弧长大0.5-1%;
12、所述下模设有从所述卷圆单元延伸至所述落料单元的卷圆镶块,所述卷圆镶块的轴线沿着所述料带的输送方向,其前部固定于所述下模,中后部悬空,所述卷圆镶块在所述整形单元区域的下部设有间隙限位凸块;
13、所述卷圆单元包括成对设置于所述上模的若干组侧弧形冲头、位于所述卷圆镶块上方的中弧形冲头以及在所述下模两侧设置的渐进式弧形托料凹槽,所述渐进式弧形托料凹槽与所述侧弧形冲头凹凸配合;
14、所述整形单元包括位于所述上模的弧形压块和位于所述下模的弧形托块,所述弧形压块和所述弧形托块位于所述卷圆镶块的上下相对位置;
15、所述落料单元包括与所述连接料排废孔位置相对的连接料冲头,所述连接料冲头上设有向下的导正凸柱,所述卷圆镶块在所述落料单元区域设有连接料排废孔。
16、具体的,所述冲定位孔单元包括位于所述上模的三个孔冲头,所述下模在所述孔冲头的对应位置设有落料孔。
17、具体的,所述冲定位孔单元前设有引导槽。
18、具体的,所述落料单元后设有下料滑槽。
19、本发明技术方案的有益效果是:
20、本工艺并不是直接按照c形工件的弧长确定成型区的宽度,而是先将成型区的宽度适当拉长,再依照c形工件结构设计整形单元,在卷圆过后,拉长的c形结构会再被强制压缩到目标弧长,因为材料的厚度同样被限制,所以c形工件的外形同设计结构(缝隙精度±0.03mm),但是材料被压紧而导致更加致密,应力分布也更加均匀。在此情况下c形工件再经过热处理,热膨胀就会得到控制,缝隙精度还能保持±0.1mm,满足精度要求。
技术特征:
1.一种高精度c形工件挤压成型方法,其特征在于:步骤包括:
2.一种成型连续模,其特征在于:包括上模和下模,且沿着料带输送方向依次设置有冲定位孔单元、切边单元、卷圆单元、整形单元和落料单元;
3.根据权利要求2所述的成型连续模,其特征在于:所述冲定位孔单元包括位于所述上模的三个孔冲头,所述下模在所述孔冲头的对应位置设有落料孔,三个孔冲头用来切出一个中心定位孔和两个侧定位孔。
4.根据权利要求2所述的成型连续模,其特征在于:所述冲定位孔单元前设有引导槽。
5.根据权利要求2所述的成型连续模,其特征在于:所述落料单元后设有下料滑槽。
技术总结
本发明属于冲压加工技术领域,涉及一种高精度C形工件挤压成型方法和成型连续模,加工方法步骤包括:冲定位孔、切外边、切侧边、分步卷圆、挤压整形和落料。成型连续模,包括上模和下模,且沿着料带输送方向依次设置有冲定位孔单元、切边单元、卷圆单元、整形单元和落料单元。本工艺先将成型区的宽度适当拉长,再依照C形工件结构设计整形单元,在卷圆过后,拉长的C形结构会再被强制压缩到目标弧长,因为材料的厚度同样被限制,所以C形工件的外形同设计结构,但是材料被压紧而导致更加致密,应力分布也更加均匀。在此情况下C形工件再经过热处理,热膨胀就会得到控制,缝隙精度还能保持±0.1mm,满足精度要求。
技术研发人员:顾大明
受保护的技术使用者:苏州铭峰精密机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!