一种管法兰焊接工装及其工作方法与流程
本发明属于设备组装工装,具体涉及一种管法兰焊接工装及其工作方法。
背景技术:
1、管子与法兰焊接在各设备组装过程中比较常见,普通少量管法兰对接往往由两名焊工一人对口,一人进行点焊固定,然后进行整体焊接。
2、但是对口过程中往往会出现法兰面与钢管不垂直影响后期产品质量的问题,或者使用简单工装进行固定之后组对,精确度得不到保证;对于同规格数量比较大的管法兰焊接,不仅对接精度难以保证,而且操作不便,费时费工。
技术实现思路
1、为了解决上述现有问题,本发明的目的在于提供一种管法兰焊接工装及其工作方法,能够快速进行对口焊接,且对接的精确度高,同时能够显著提高工作效率和对接焊口质量。
2、本发明通过以下技术方案来实现:
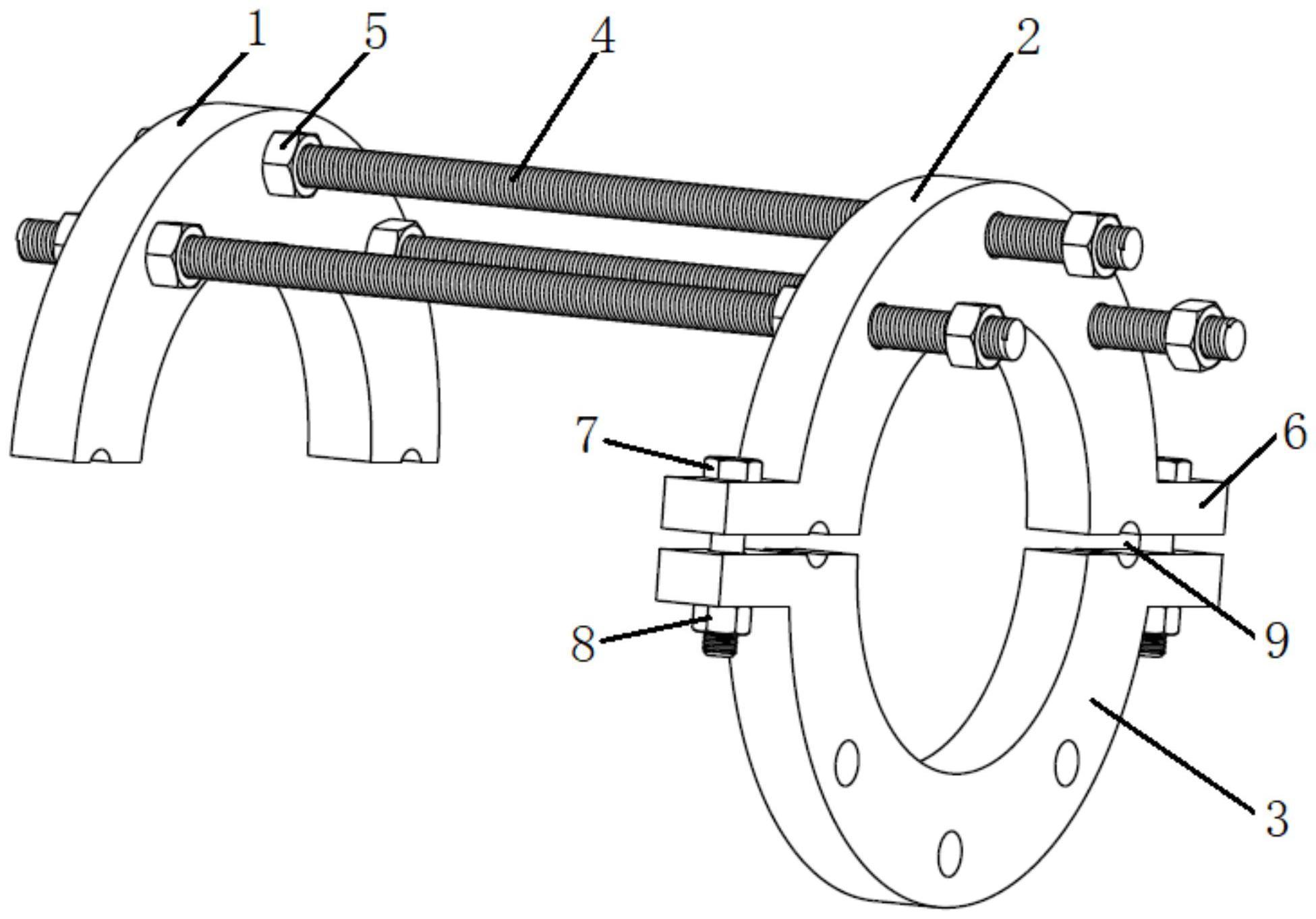
3、本发明公开的一种管法兰焊接工装,包括半环支撑装置、上半环固定装置、下半环固定装置和若干连接丝杆;
4、半环支撑装置和上半环固定装置上均对应开设有若干螺孔;上半环固定装置和下半环固定装置两端的分瓣处均固定连接有紧固耳板,紧固耳板上开设有螺孔;紧固耳板上的螺孔穿设有紧固螺栓,紧固螺栓连接有紧固螺母;
5、使用时,上半环固定装置和下半环固定装置装套在待焊钢管上,半环支撑装置位于待焊钢管上部,连接丝杆穿过半环支撑装置、上半环固定装置和待焊法兰盘,并通过若干固定螺母固定连接成整体。
6、优选地,上半环固定装置和下半环固定装置上分别设有匹配的对正半销孔。
7、优选地,半环支撑装置和上半环固定装置上相邻螺孔的分布距离相等。
8、优选地,半环支撑装置和上半环固定装置上螺孔的数量为3~5个。
9、优选地,上半环固定装置和下半环固定装置的内侧设有弹性防护层。
10、进一步优选地,弹性防护层的厚度为0.5~1.5mm。
11、优选地,半环支撑装置的两侧、上半环固定装置的一侧和待焊法兰盘的一侧的连接丝杆上均旋合有固定螺母。
12、优选地,上半环固定装置上的紧固耳板与下半环固定装置上的紧固耳板之间设有调整间隙。
13、进一步优选地,所述调整间隙为10mm。
14、本发明公开的上述管法兰焊接工装的工作方法,包括
15、s1:松开紧固螺栓上的紧固螺母,将上半环固定装置和下半环固定装置装套在待焊钢管上,半环支撑装置放置在待焊钢管上部;
16、s2:将若干连接丝杆穿过半环支撑装置、上半环固定装置和待焊法兰盘上的螺孔,并通过若干固定螺母固定连接成整体;
17、s3:调整待焊钢管与待焊法兰盘的相对位置,拧紧紧固螺母,使待焊钢管与待焊法兰盘固定,无法产生相对移动。
18、与现有技术相比,本发明具有以下有益的技术效果:
19、本发明公开的一种管法兰焊接工装,通过半环支撑装置、丝杆、上半环固定装置和下半环固定装置的固定连接,能够确保工装截面和待焊法兰盘与待焊钢管的端面垂直,通过移动工装到合适位置并固定上半环固定装置和下半环固定装置,能够固定待焊法兰盘的最终焊接位置,从而实现对待焊法兰盘和待焊钢管位置的精准控制,保证了焊接质量。不需要使用复杂的检测设备和量具,便于在任何环境和空间进行操作。该工装的结构设计合理,适用性强,能够显著提高钢管与法兰盘的对接精度,进而提高焊接质量。
20、进一步地,上半环固定装置和下半环固定装置上分别设有匹配的对正半销孔,便于工装的组装定位。
21、进一步地,半环支撑装置和上半环固定装置上相邻螺孔的分布距离相等,使半环支撑装置与上半环固定装置之间的受力分布均匀。
22、进一步地,上半环固定装置和下半环固定装置的内侧设有弹性防护层,避免紧固时对待焊钢管造成损伤。
23、进一步地,半环支撑装置的两侧、上半环固定装置的一侧和待焊法兰盘的一侧的连接丝杆上均旋合有固定螺母,能够保证良好的固定效果。
24、本发明公开的上述管法兰焊接工装的工作方法,操作简单,能够提高工作效率,不依赖操作人员的技能水平,具有良好的应用前景。
技术特征:
1.一种管法兰焊接工装,其特征在于,包括半环支撑装置(1)、上半环固定装置(2)、下半环固定装置(3)和若干连接丝杆(4);
2.根据权利要求1所述的管法兰焊接工装,其特征在于,上半环固定装置(2)和下半环固定装置(3)上分别设有匹配的对正半销孔(9)。
3.根据权利要求1所述的管法兰焊接工装,其特征在于,半环支撑装置(1)和上半环固定装置(2)上相邻螺孔的分布距离相等。
4.根据权利要求1所述的管法兰焊接工装,其特征在于,半环支撑装置(1)和上半环固定装置(2)上螺孔的数量为3~5个。
5.根据权利要求1所述的管法兰焊接工装,其特征在于,上半环固定装置(2)和下半环固定装置(3)的内侧设有弹性防护层。
6.根据权利要求5所述的管法兰焊接工装,其特征在于,弹性防护层的厚度为0.5~1.5mm。
7.根据权利要求1所述的管法兰焊接工装,其特征在于,半环支撑装置(1)的两侧、上半环固定装置(2)的一侧和待焊法兰盘(11)的一侧的连接丝杆(4)上均旋合有固定螺母(5)。
8.根据权利要求1所述的管法兰焊接工装,其特征在于,上半环固定装置(2)上的紧固耳板(6)与下半环固定装置(3)上的紧固耳板(6)之间设有调整间隙。
9.根据权利要求8所述的管法兰焊接工装,其特征在于,所述调整间隙为10mm。
10.权利要求1~9所述的管法兰焊接工装的工作方法,其特征在于,包括:
技术总结
本发明公开的一种管法兰焊接工装及其工作方法,属于设备组装工装技术领域。半环支撑装置和上半环固定装置上均对应开设有若干螺孔;上半环固定装置和下半环固定装置两端的分瓣处均固定连接有紧固耳板,紧固耳板上开设有螺孔;紧固耳板上的螺孔穿设有紧固螺栓,紧固螺栓连接有紧固螺母;使用时,上半环固定装置和下半环固定装置装套在待焊钢管上,半环支撑装置位于待焊钢管上部,连接丝杆穿过半环支撑装置、上半环固定装置和待焊法兰盘,并通过若干固定螺母固定连接成整体。本发明的结构设计合理,适用性强,能够显著提高钢管与法兰盘的对接精度,进而提高焊接质量;操作简单,能够提高工作效率,不依赖操作人员的技能水平,具有良好的应用前景。
技术研发人员:任宁博,曾文文,刘朝,刘响亮,胡新元
受保护的技术使用者:西安热工研究院有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!