电池盒全自动拉伸冲床及电池盒拉伸方法与流程
本发明涉及大型冲床,尤其涉及一种电池盒全自动拉伸冲床及基于该冲床的电池盒拉伸方法。
背景技术:
1、电池盒在加工过程中需要采用拉伸冲压工艺以保证其整体强度,一般是采用多工位冲床来加工成型。
2、然而现有的多工位冲床结构单一,一次仅能加工一个产品,无法实现产品的多次拉伸及切除,加工效率较低。
技术实现思路
1、针对现有技术中的不足,本发明提供一种能够实现多工位、多次连续拉伸及切除的电池盒全自动拉伸冲床及电池盒拉伸方法。
2、本发明是通过如下技术方案实现的:
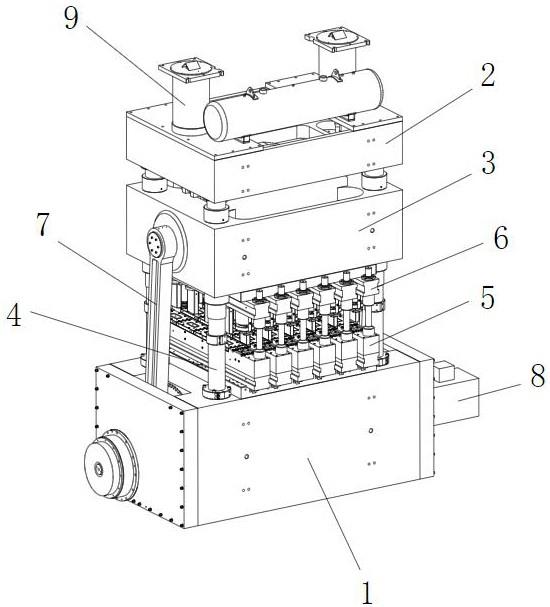
3、一种电池盒全自动拉伸冲床,包括多工位冲床主体及设置在多工位冲床主体上的拉伸模具,
4、所述多工位冲床主体包括冲床底座、冲床顶座、滑块、导柱及传动机构,所述冲床底座顶端安装有多组下模,所述导柱为多个,垂直固定于冲床底座上,所述冲床顶座固定于导柱顶端,所述滑块滑动连接于导柱上,滑块与传动机构相连,滑块底端安装有多组与下模相对应的上模;
5、所述传动机构包括伺服电机、主轴、从动轴、齿轮组及偏心连杆,所述伺服电机固定于冲床底座一侧,所述主轴、从动轴设置于冲床底座内,伺服电机与主轴相连并能够驱动其转动,所述主轴两端分别通过齿轮组与从动轴相连,所述偏心连杆为一对,对称设置于滑块两侧,两偏心连杆顶端分别与滑块转动连接,底端分别与两齿轮组偏心连接,伺服电机能够通过主轴、从动轴及齿轮组驱动偏心连杆摆动从而带动滑块上下升降实现冲压。
6、为了保证冲压时的稳定性,所述冲床顶座顶端设置有辅助缓冲机构,所述辅助缓冲机构为一对,包括辅助气缸及与辅助气缸相连的缓冲块,两缓冲块对应设置于滑块顶端。
7、为了便于实现驱动,所述齿轮组包括相啮合的主动齿轮及从动齿轮,所述主动齿轮安装于主轴上,所述从动齿轮安装于从动轴上,从动齿轮的直径大于主动齿轮的直径。
8、为了便于连接偏心连杆,所述偏心连杆底端安装于从动齿轮中心的一侧。
9、为了便于安装多套模具,所述滑块底端固定有安装板,所述安装板上开设有多组安装孔,所述上模顶端固定于安装孔内。
10、本发明还提供一种电池盒拉伸方法,采用上述电池盒全自动拉伸冲床,包括如下步骤:
11、(1)上道工位加工完成的多个电池盒由机械手送至最左侧的各下模上,电池盒开口向上;
12、(2)伺服电机驱动主轴转动,主轴带动从动轴转动,从动轴通过齿轮组带动两偏心连杆摆动使上模上下升降,上模与下模合模完成一次拉伸;
13、(3)机械手将一次拉伸完成后电池盒送至右侧的下模中,同时左侧的下模继续上料,以此类推,经过多工位逐步拉伸;
14、(4)多次拉伸后的电池盒经最右侧的上模、下模切除顶部废边后,得到成品。
15、本发明的有益效果是:该电池盒全自动拉伸冲床及电池盒拉伸方法通过一次动作,能够实现多组模具同时冲压,并实现多工位连续拉伸及切除,大大提高了生产效率,提高了产品质量,降低了生产成本。
技术特征:
1.一种电池盒全自动拉伸冲床,包括多工位冲床主体及设置在多工位冲床主体上的拉伸模具,其特征在于:
2.根据权利要求1所述的电池盒全自动拉伸冲床,其特征在于:所述冲床顶座顶端设置有辅助缓冲机构,所述辅助缓冲机构为一对,包括辅助气缸及与辅助气缸相连的缓冲块,两缓冲块对应设置于滑块顶端。
3.根据权利要求2所述的电池盒全自动拉伸冲床,其特征在于:所述齿轮组包括相啮合的主动齿轮及从动齿轮,所述主动齿轮安装于主轴上,所述从动齿轮安装于从动轴上,从动齿轮的直径大于主动齿轮的直径。
4.根据权利要求3所述的电池盒全自动拉伸冲床,其特征在于:所述偏心连杆底端安装于从动齿轮中心的一侧。
5.根据权利要求2所述的电池盒全自动拉伸冲床,其特征在于:所述滑块底端固定有安装板,所述安装板上开设有多组安装孔,所述上模顶端固定于安装孔内。
6.一种电池盒拉伸方法,其特征在于,采用如权利要求1-5任一项所述的电池盒全自动拉伸冲床,包括如下步骤:
技术总结
本发明涉及一种电池盒全自动拉伸冲床及电池盒拉伸方法,包括多工位冲床主体及设置在多工位冲床主体上的拉伸模具,多工位冲床主体包括冲床底座、冲床顶座、滑块、导柱及传动机构,传动机构包括伺服电机、主轴、从动轴、齿轮组及偏心连杆,伺服电机能够通过主轴、从动轴及齿轮组驱动偏心连杆摆动从而带动滑块上下升降实现冲压。该电池盒全自动拉伸冲床及电池盒拉伸方法通过一次动作,能够实现多组模具同时冲压,并实现多工位连续拉伸及切除,大大提高了生产效率,提高了产品质量,降低了生产成本。
技术研发人员:周锋,董文星,王永志,贾洪明
受保护的技术使用者:常州松田伺服冲床有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!