汽车减振器空心活塞杆用电焊冷拔精密管生产装置及其生产方法与流程
本发明涉及冷拔管生产,尤其涉及汽车减振器空心活塞杆用电焊冷拔精密管生产装置及其生产方法。
背景技术:
1、减振器是汽车上不可缺少的重要部件,它可以使车架与车身的振动迅速衰减,从而改善汽车行驶的平顺性和舒适性。目前,普通汽车用活塞杆的本体大多为实心结构,实心结构的汽车用活塞杆不仅活塞杆本体的材料用量相对比较多,即制造成本高,最重要的是,根据物理特性可知,活塞杆本身重量越重即质量越大,其产生的惯性就会越大,惯性越大会使活塞杆与缸体的油封之间的摩擦次数更加频繁,从而大大缩短活塞杆的使用寿命。
2、现有的装置在汽车减振器空心活塞杆用电焊冷拔精密管生产过程中需要对精密管进行拉伸、矫直、清洁、检测,后续在对精密管进行退火、浸酸再次矫直等操作,但是现有设备中,不具备支撑结构的冷拔管生产设备,在管体完成冷拔出料时,会出现管道弯曲变形的情况,为此提出汽车减振器空心活塞杆用电焊冷拔精密管生产装置及其生产方法。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的汽车减振器空心活塞杆用电焊冷拔精密管生产装置及其生产方法。
2、为了实现上述目的,本发明采用了如下技术方案:
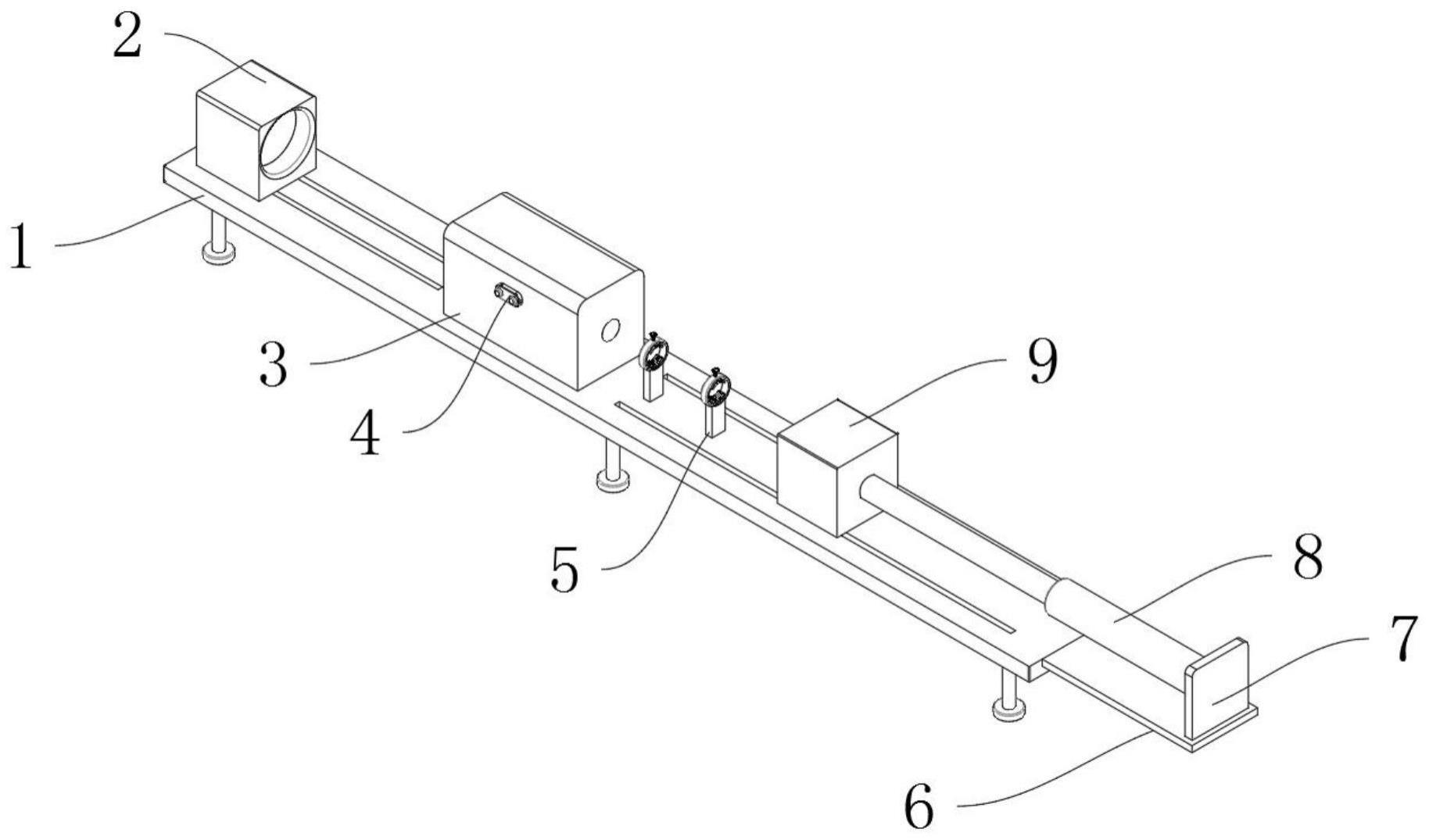
3、汽车减振器空心活塞杆用电焊冷拔精密管生产装置,包括底座,所述底座的顶部活动设有推送结构,所述底座的顶部固定设有冷拔机,所述冷拔机的正面固定设有控制面板,所述底座的顶部固定设有两个支撑结构,所述底座的一侧固定设有加长板,所述加长板的顶部固定设有竖板,所述竖板的一侧固定设有液压缸,所述液压缸的输出端固定设有牵引块,所述牵引块的底部和底座活动连接,所述牵引块的一侧固定设有锁紧环,所述锁紧环上设有两个锁紧螺栓。
4、作为上述技术方案的进一步描述:
5、所述支撑结构包括与底座固定安装的支撑板,所述支撑板的顶部固定设有限位环,所述限位环的底部内壁上固定设有多个弹簧,多个所述弹簧的顶部固定设有同一个下限位板,所述限位环的顶部活动设有调节螺杆,所述调节螺杆的底部活动设有上限位板,所述下限位板和上限位板相靠近的一面均设有多个滚珠。
6、作为上述技术方案的进一步描述:
7、所述限位环的顶部内壁上设有通孔,通孔内壁设有螺纹,所述调节螺杆和通孔内壁螺纹相适配。
8、作为上述技术方案的进一步描述:
9、所述上限位板的顶部固定设有导块,所述导块的顶部设有凹槽,凹槽内设有轴承,轴承外圈和凹槽内壁固定连接,轴承内圈固定套设在调节螺杆上。
10、作为上述技术方案的进一步描述:
11、所述底座的顶部设有两个滑槽,所述牵引块的底部固定设有两个滑块,所述滑块和滑槽活动连接。
12、作为上述技术方案的进一步描述:
13、所述底座的底部固定设有多个支撑腿,多个所述支撑腿的底部均固定设有防滑垫。
14、本发明还提供一种汽车减振器空心活塞杆用电焊冷拔精密管生产方法,采用所述的汽车减振器空心活塞杆用电焊冷拔精密管生产装置生产所述汽车减振器空心活塞杆用电焊冷拔精密管。
15、本发明具有如下有益效果:
16、1、与现有技术相比,该汽车减振器空心活塞杆用电焊冷拔精密管生产装置,通过设置限位环、弹簧、下限位板、调节螺杆、上限位板和滚珠等部件,在待加工管道贯穿限位环后,顺时针转动调节螺杆,调节螺杆再带动上限位板,上限位板向下移动并带动多个滚珠,当滚珠与管道表面贴合后,停止转动调节螺杆,限位环和限位板的设置能够实现对管道的支撑,能够有效防止管道出料后因底部无受力点导致管道弯曲变形的情况。
17、2、与现有技术相比,该汽车减振器空心活塞杆用电焊冷拔精密管生产装置,通过设置推送结构能够在冷拔时对管道的一端进行推送,加快管道的进料速度,提高设备的加工效率。
技术特征:
1.汽车减振器空心活塞杆用电焊冷拔精密管生产装置,包括底座(1),其特征在于:所述底座(1)的顶部活动设有推送结构(2),所述底座(1)的顶部固定设有冷拔机(3),所述冷拔机(3)的正面固定设有控制面板(4),所述底座(1)的顶部固定设有两个支撑结构(5),所述底座(1)的一侧固定设有加长板(6),所述加长板(6)的顶部固定设有竖板(7),所述竖板(7)的一侧固定设有液压缸(8),所述液压缸(8)的输出端固定设有牵引块(9),所述牵引块(9)的底部和底座(1)活动连接,所述牵引块(9)的一侧固定设有锁紧环(10),所述锁紧环(10)上设有两个锁紧螺栓(11)。
2.根据权利要求1所述的汽车减振器空心活塞杆用电焊冷拔精密管生产装置,其特征在于:所述支撑结构(5)包括与底座(1)固定安装的支撑板(501),所述支撑板(501)的顶部固定设有限位环(502),所述限位环(502)的底部内壁上固定设有多个弹簧(503),多个所述弹簧(503)的顶部固定设有同一个下限位板(504),所述限位环(502)的顶部活动设有调节螺杆(505),所述调节螺杆(505)的底部活动设有上限位板(506),所述下限位板(504)和上限位板(506)相靠近的一面均设有多个滚珠(507)。
3.根据权利要求2所述的汽车减振器空心活塞杆用电焊冷拔精密管生产装置,其特征在于:所述限位环(502)的顶部内壁上设有通孔,通孔内壁设有螺纹,所述调节螺杆(505)和通孔内壁螺纹相适配。
4.根据权利要求2所述的汽车减振器空心活塞杆用电焊冷拔精密管生产装置,其特征在于:所述上限位板(506)的顶部固定设有导块,所述导块的顶部设有凹槽,凹槽内设有轴承,轴承外圈和凹槽内壁固定连接,轴承内圈固定套设在调节螺杆(505)上。
5.根据权利要求1所述的汽车减振器空心活塞杆用电焊冷拔精密管生产装置,其特征在于:所述底座(1)的顶部设有两个滑槽,所述牵引块(9)的底部固定设有两个滑块,所述滑块和滑槽活动连接。
6.根据权利要求1所述的汽车减振器空心活塞杆用电焊冷拔精密管生产装置,其特征在于:所述底座(1)的底部固定设有多个支撑腿,多个所述支撑腿的底部均固定设有防滑垫。
7.一种汽车减振器空心活塞杆用电焊冷拔精密管生产方法,其特征在于:采用如权利要求1至6任一项所述的汽车减振器空心活塞杆用电焊冷拔精密管生产装置生产所述汽车减振器空心活塞杆用电焊冷拔精密管。
技术总结
本发明属于冷拔管生产技术领域,尤其为汽车减振器空心活塞杆用电焊冷拔精密管生产装置及其生产方法,该装置包括底座,所述底座的顶部活动设有推送结构,所述底座的顶部固定设有冷拔机,所述冷拔机的正面固定设有控制面板,所述底座的顶部固定设有两个支撑结构,所述底座的一侧固定设有加长板,本发明通过设置限位环、弹簧、下限位板、调节螺杆、上限位板和滚珠等部件,在待加工管道贯穿限位环后,顺时针转动调节螺杆,调节螺杆再带动上限位板,上限位板向下移动并带动多个滚珠,当滚珠与管道表面贴合后,停止转动调节螺杆,限位环和限位板的设置能够实现对管道的支撑,能够有效防止管道出料后因底部无受力点导致管道弯曲变形的情况。
技术研发人员:顾海忠,李科,邹一峰
受保护的技术使用者:嘉兴永励精密钢管有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!