一种热轧卷取快速链及轨道更换方法及系统与流程
本发明涉及冶金设备施工,具体涉及热轧卷取快速链及轨道更换方法及系统。
背景技术:
1、热轧厂钢卷运输采用运输链和步进梁组合运输方式,运输链快速将钢卷运输至步进梁运输机收卷位,由步进梁运输机取下钢卷向前继续运输,对需要取样、检查的钢卷,用设在1#步进梁出口处的在线开卷检查取样或展开检查。钢卷经打捆、称重、喷印,送到钢卷提升机,经提升后将钢卷托起到地面步进梁,最后由运输链通过轨道及轨道梁的传动设备根据下一工序的要求将钢卷存放至所需位置。而卷取快速链因投入使用时间之长,长时间的运行导致快速链整体磨损严重,间隙变长导致卸卷中心线与设备中心线不对中,造成设备偏载,加剧磨损,故障频发,影响轧机能力释放,已严重影响生产节奏,故组织对其进行更换。
2、目前现有技术在施工过程存在几个困难:
3、1、快输链拆除前需要对快速链两侧平台盖板全部拆除然后进行吊出,平台拆除与安装暂用大部分时间。
4、2、平台拆除后不方便人员行走,不易施工,且高度差容易造成安全事故。
5、3、链子回装需要人工在底下手动盘传动设备电机从而使链子能够前进从而将底下链条翻转至上表面,气温高、底下照明不足,人在底下盘的十分费力且效果不好也比较危险。
6、4、整体施工时间比较紧张。
技术实现思路
1、由于现有技术存在上述缺陷,本发明提供了一种热轧卷取快速链及轨道更换方法及系统,以解决现有快速链更换效率低,安全系数低的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、热轧卷取快速链及轨道更换方法,保留快速链两侧平台,首先,拆除上表面位置的快速链及轨道;其次,回装新的轨道和上表面位置的快速链;然后,采用点按操作控制快速链运行,直至下表面位置的链条运行到上表面的位置,更换上表面位置对应的快速链;最后,采用点按操作的方法将剩余快速链转到上表面的位置,更换剩余的快速链。
4、拆除及回装快速链的方法包括如下步骤:
5、步骤1、应用倒链锁紧上表面两侧快速链;
6、步骤2、拆除上表面位置旧的快速链;
7、步骤3、回装上表面位置新的快速链,并采用销子连接快速链;
8、步骤4、采用点按操作控制快速链运行,直至下表面链条运行到上表面的位置;
9、步骤5、重复执行步骤1至4,直至所有的快速链更换完成。
10、更换过程中,新旧快速链之间采用小一号销子链接,两段新快速链之间采用匹配销子连接。
11、拆除上表面位置的快速链及轨道的过程如下:
12、利用气割将上表面快速链条以三个鞍座为一组割断,用行车将割断后链条从卷取机前的开口处吊出,待快速链条拆除吊出后利用气割拆除吊出快速链的轨道。
13、快速链轨道吊出后,清理轨道梁上的杂物,并对有焊渣位置进行打磨,轨道面清理干净并平整后,铺设新轨道。
14、所述快速链的链条包括两种,分别为内侧和外侧链条。
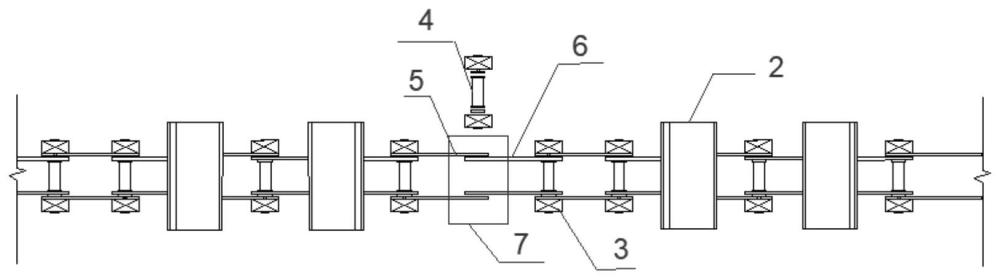
15、热轧卷取快速链及轨道更换系统,包括快速链运行控制装置、快速链切割装置、快速链固定装置、吊装装置;其中,快速链运行控制装置用于控制待更换的快速链运行至上表面位置进行切割;快速链固定装置用于将待切割快速链部分的两端进行固定;快速链切割装置用于对快速链进行切割操作;吊装装置用于在快速链和轨道更换过程中,吊装快速链和轨道。
16、还包括轨道清理装置,用于清理轨道梁上的杂物,并对焊渣进行打磨。
17、快速链运行控制装置采用点按的方式控制快速链运行,待切割快速链运行至切割位置后,断开快速链运行控制装置的电源后,再对快速链进行操作。
18、还包括用于快速链连接的销子和轴承,其中,新旧快速链之间的连接采用小一号的销子,两段新快速链之间的连接采用匹配的销子。
19、与现有技术相比,上述发明具有如下优点或者有益效果:
20、分段拆除更换快速链及轨道,且采用点按的方式将其他部分快速链运行至上表面进行拆除,点动操作机械只需要几分钟即可完成翻转,极大的缩减了施工周期,减少工程量,效率高,节约了设备占用时间。
21、采用该系统对快速链进行更换,不需要大型设备即可实现,有效节约了设备占用时间,提高了施工效率。
技术特征:
1.热轧卷取快速链及轨道更换方法,其特征在于:保留快速链两侧平台,首先,拆除上表面位置的快速链及轨道;其次,回装新的轨道和上表面位置的快速链;然后,采用点按操作控制快速链运行,直至下表面位置的链条运行到上表面的位置,更换上表面位置对应的快速链;最后,采用点按操作的方法将剩余快速链转到上表面的位置,更换剩余的快速链。
2.根据权利要求1所述的热轧卷取快速链及轨道更换方法,其特征在于:拆除及回装快速链的方法包括如下步骤:
3.根据权利要求2所述的热轧卷取快速链及轨道更换方法,其特征在于:更换过程中,新旧快速链之间采用小一号销子链接,两段新快速链之间采用匹配销子连接。
4.根据权利要求1所述的热轧卷取快速链及轨道更换方法,其特征在于:拆除上表面位置的快速链及轨道的过程如下:
5.根据权利要求4所述的热轧卷取快速链及轨道更换方法,其特征在于:快速链轨道吊出后,清理轨道梁上的杂物,并对有焊渣位置进行打磨,轨道面清理干净并平整后,铺设新轨道。
6.根据权利要求1所述的热轧卷取快速链及轨道更换方法,其特征在于:所述快速链的链条包括两种,分别为内侧和外侧链条。
7.热轧卷取快速链及轨道更换系统,其特征在于:包括快速链运行控制装置、快速链切割装置、快速链固定装置、吊装装置;其中,快速链运行控制装置用于控制待更换的快速链运行至上表面位置进行切割;快速链固定装置用于将待切割快速链部分的两端进行固定;快速链切割装置用于对快速链进行切割操作;吊装装置用于在快速链和轨道更换过程中,吊装快速链和轨道。
8.根据权利要求7所述的热轧卷取快速链及轨道更换系统,其特征在于:还包括轨道清理装置,用于清理轨道梁上的杂物,并对焊渣进行打磨。
9.根据权利要求7所述的热轧卷取快速链及轨道更换系统,其特征在于:快速链运行控制装置采用点按的方式控制快速链运行,待切割快速链运行至切割位置后,断开快速链运行控制装置的电源后,再对快速链进行操作。
10.根据权利要求7所述的热轧卷取快速链及轨道更换系统,其特征在于:还包括用于快速链连接的销子和轴承,其中,新旧快速链之间的连接采用小一号的销子,两段新快速链之间的连接采用匹配的销子。
技术总结
本发明公开了热轧卷取快速链及轨道更换方法,保留快速链两侧平台,首先,拆除上表面位置的快速链及轨道;其次,回装新的轨道和上表面位置的快速链;然后,采用点按操作控制快速链运行,直至下表面位置的链条运行到上表面的位置,更换上表面位置对应的快速链;最后,采用点按操作的方法将剩余快速链转到上表面的位置,更换剩余的快速链。分段拆除更换快速链及轨道,且采用点按的方式将其他部分快速链运行至上表面进行拆除,点动操作机械只需要几分钟即可完成翻转,极大的缩减了施工周期,减少工程量,效率高,节约了设备占用时间。
技术研发人员:林路,胡自立,刘洪波
受保护的技术使用者:上海宝冶集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!