一种高效率低浪费的冲切极片用刀模及使用方法与流程
本发明属于极片冲切刀模,具体的说,涉及一种高效率低浪费的冲切极片用刀模及使用方法。
背景技术:
1、目前,石油资源日渐短缺、环境污染日益严重,开发新的能源来替代传统的石化能源迫在眉睫,在此背景下,加速对环境无污染的锂离子电池的开发显得尤为重要。
2、锂离子电池产业在国家的大力支持下,近几年得到迅猛发展;现阶段,锂离子动力电池广泛应用在电动自行车、乘用车。
3、在锂离子电池的制作过程中,极片的冲切尤为重要,优良的极片做出的电池性能优越,不良的极片,比如说切边有料丝或有料渣在后续的工序中会引起短路、自放电等不良后果。
4、在对极片进行冲切时,现有技术中多采油激光刀模进行冲切,现有技术中,激光刀模的整体结构如图1和图2所示,其中图1中的激光刀模包括刀模板1,刀模板1上固定设置有两个整体形状呈“凸”字形的第一刀模2,所述两个第一刀模2为上下平行布设;
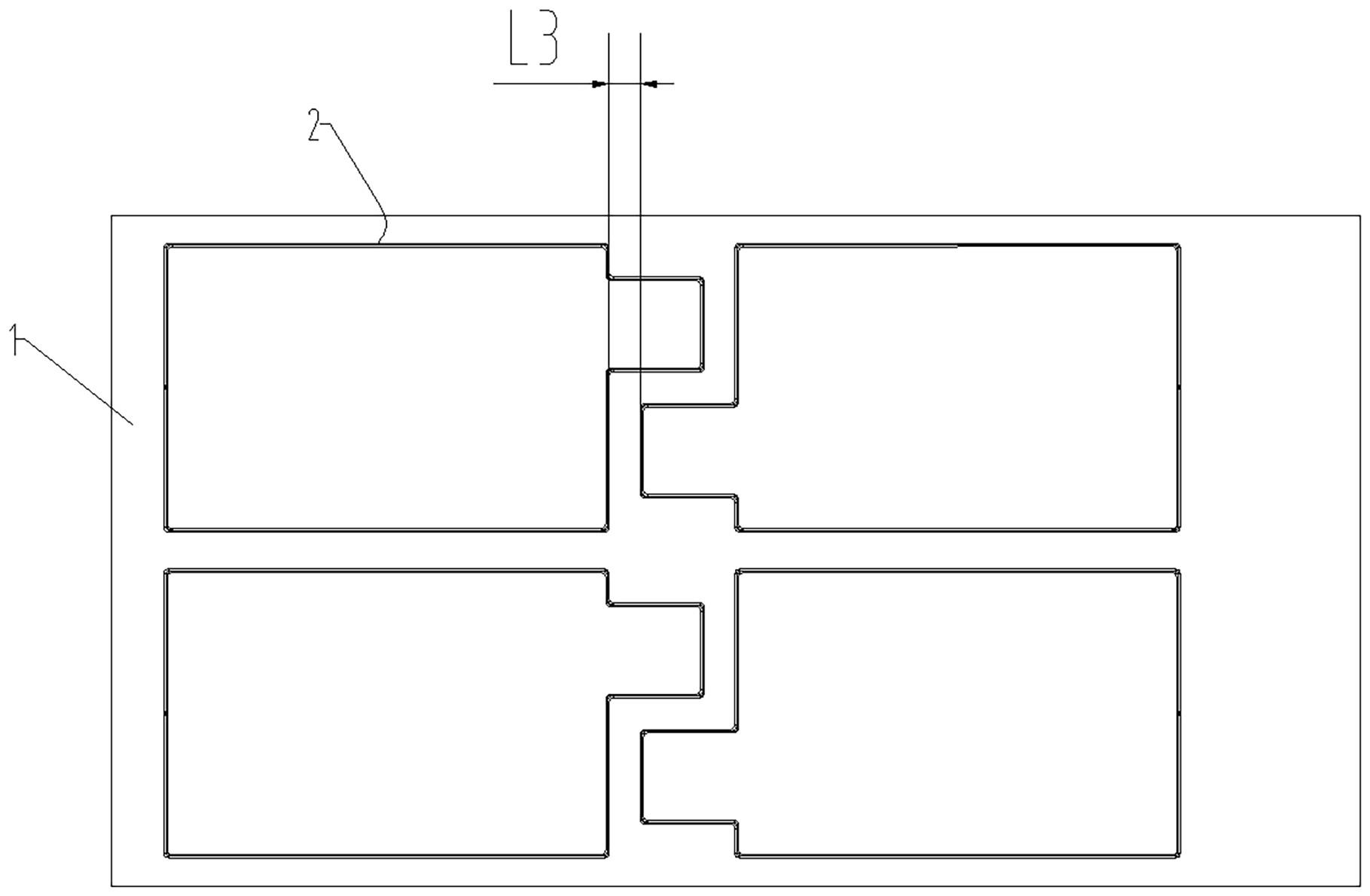
5、所述图2中的激光刀模包括刀模板1,刀模板1上固定设置有四个第一刀模2,且四个第一刀模2的极耳冲切部22均为同向布设,且四个第一刀模2为间隔布设。
6、上述该类现有的激光刀模能够对极片进行冲切,实现在涂布完成的料卷上冲切下极片,但是该类现有的激光刀模其生产效率低下,并且生产过程中极耳外侧处的物料会造成大量浪费,致使生产成本居高不下。
7、现阶段锂离子电池原材料,尤其是占主要份额的磷酸铁锂价格居高不下,因此如何提高物料利用率及提高人工成本是各锂电池制造企业的重中之重。
技术实现思路
1、本发明要解决的主要技术问题是提供一种高效率低浪费的冲切极片用刀模及使用方法,该刀模整体结构简单,能够提高冲切速率,降低生产过程中对原材料的浪费,能够进行高效率的冲切极片。
2、为解决上述技术问题,本发明提供如下技术方案:
3、一种高效率低浪费的冲切极片用刀模,包括刀模板,刀模板上固定设置有至少一个冲切装置,每个冲切装置包括为间隔布设的第一刀模组和第二刀模组,所述第一刀模组和第二刀模组为中心对称布设。
4、以下是本发明对上述技术方案的进一步优化:
5、所述第一刀模组包括至少两个为间隔布设的第一刀模,所述第二刀模组包括至少两个为间隔布设的第二刀模,第一刀模与相对应的第二刀模为中心对称布设。
6、进一步优化:所述第一刀模和第二刀模的整体结构相同,且均呈“凸”字形,第一刀模和第二刀模的整体结构包括极片主体冲切部和极耳冲切部。
7、进一步优化:所述极耳冲切部设置在极片主体冲切部的一侧;极耳冲切部的一侧边与极片主体冲切部相对应的一侧边之间设置有间隔距离l1;极耳冲切部的另一侧边与极片主体冲切部相对应的一侧边之间设置有间隔距离l2,间隔距离l1小于间隔距离l2。
8、进一步优化:所述第一刀模和第二刀模是由整体形状呈长条状的切割刀片经多次弯折制成。
9、进一步优化:所述切割刀片上设置有刀刃,刀刃整体结构呈由切割刀片一侧向另一侧逐渐的楔形结构,其具有一垂直刀面和一斜刀面。
10、进一步优化:所述垂直刀面位于第一刀模的内侧,所述斜刀面位于第一刀模的外侧;垂直刀面与斜刀面之间的夹角α为30°-45°。
11、进一步优化:所述第一刀模的极耳冲切部与相对应第二刀模的极片主体冲切部之间为间隔布设,且两者之间设置有间隔距离l3,所述间隔距离l3的长度小于极耳冲切部的高度。
12、一种高效率低浪费的冲切极片用刀模及使用方法,基于上述高效率低浪费的冲切极片用刀模,使用方法包括如下步骤:
13、s1、第一刀模和第二刀模根据待生产的锂电池极片的形状和尺寸制得,所述第一刀模和第二刀模均安装在刀模板上,完成高效率低浪费的冲切极片用刀模的制作;
14、s2、该高效率低浪费的冲切极片用刀模安装在冲切设备上即可使用,对涂布料卷根据设计要求、使用该刀模冲切为固定尺寸的极片。
15、进一步优化:步骤s1中所述第一刀模与相对应的第二刀模为中心对称布设,第一刀模的极耳冲切部与第二刀模的极片主体冲切部之间的间隔距离l3小于极耳冲切部的高度。
16、本发明采用上述技术方案,在使用时,该高效率低浪费的冲切极片用刀模配合安装在冲切设备上即可使用,对涂布料卷根据设计要求、使用该刀模冲切为固定尺寸的极片。
17、本发明采用上述技术方案,构思巧妙,结构合理,在冲切锂电池极片时,不会对料层产生挤压力,没有挤压则不会产生掉料,并且第一刀模和第二刀模的各弯折均设置有倒圆,使第一刀模和第二刀模的弯折处更加平滑,进而能够保证极片质量,极片的四周及倒圆处不会有料层脱落;
18、并且本发明中的高效率低浪费的冲切极片用刀模整体结构简单,能够提高冲切速率,降低生产过程中对原材料的浪费,并且第一刀模与相对应的第二刀模为中心对称布设,进而能够降低第一刀模和第二刀模在冲切锂电池极片时,在极耳冲切部处的废料量,进而降低原材料的浪费,提高生产效率,降低生产成本,能够进行高效率的冲切极片。
19、下面结合附图和实施例对本发明进一步说明。
技术特征:
1.一种高效率低浪费的冲切极片用刀模,其特征在于:包括刀模板(1),刀模板(1)上固定设置有至少一个冲切装置,每个冲切装置包括为间隔布设的第一刀模组和第二刀模组,所述第一刀模组和第二刀模组为中心对称布设。
2.根据权利要求1所述的一种高效率低浪费的冲切极片用刀模,其特征在于:所述第一刀模组包括至少两个为间隔布设的第一刀模(2),所述第二刀模组包括至少两个为间隔布设的第二刀模(7),第一刀模(2)与相对应的第二刀模(7)为中心对称布设。
3.根据权利要求2所述的一种高效率低浪费的冲切极片用刀模,其特征在于:所述第一刀模(2)和第二刀模(7)的整体结构相同,且均呈“凸”字形,第一刀模(2)和第二刀模(7)的整体结构包括极片主体冲切部(21)和极耳冲切部(22)。
4.根据权利要求3所述的一种高效率低浪费的冲切极片用刀模,其特征在于:所述极耳冲切部(22)设置在极片主体冲切部(21)的一侧;极耳冲切部(22)的一侧边与极片主体冲切部(21)相对应的一侧边之间设置有间隔距离l1;极耳冲切部(22)的另一侧边与极片主体冲切部(21)相对应的一侧边之间设置有间隔距离l2,间隔距离l1小于间隔距离l2。
5.根据权利要求4所述的一种高效率低浪费的冲切极片用刀模,其特征在于:所述第一刀模(2)和第二刀模(7)是由整体形状呈长条状的切割刀片(3)经多次弯折制成。
6.根据权利要求5所述的一种高效率低浪费的冲切极片用刀模,其特征在于:所述切割刀片(3)上设置有刀刃,刀刃整体结构呈由切割刀片(3)一侧向另一侧逐渐的楔形结构,其具有一垂直刀面(4)和一斜刀面(5)。
7.根据权利要求6所述的一种高效率低浪费的冲切极片用刀模,其特征在于:所述垂直刀面(4)位于第一刀模(2)的内侧,所述斜刀面(5)位于第一刀模(2)的外侧;垂直刀面(4)与斜刀面(5)之间的夹角α为30°-45°。
8.根据权利要求7所述的一种高效率低浪费的冲切极片用刀模,其特征在于:所述第一刀模(2)的极耳冲切部(22)与相对应第二刀模(7)的极片主体冲切部(21)之间为间隔布设,且两者之间设置有间隔距离l3,所述间隔距离l3的长度小于极耳冲切部(22)的高度。
9.一种高效率低浪费的冲切极片用刀模及使用方法,基于上述权利要求8所述的高效率低浪费的冲切极片用刀模,其特征在于:使用方法包括如下步骤:
10.根据权利要求9所述的一种高效率低浪费的冲切极片用刀模及使用方法,其特征在于:步骤s1中所述第一刀模(2)与相对应的第二刀模(7)为中心对称布设,第一刀模(2)的极耳冲切部(22)与第二刀模(7)的极片主体冲切部(21)之间的间隔距离l3小于极耳冲切部(22)的高度。
技术总结
本发明属于极片冲切刀模技术领域,公开了一种高效率低浪费的冲切极片用刀模,包括刀模板,刀模板上固定设置有至少一个冲切装置,每个冲切装置包括为间隔布设的第一刀模组和第二刀模组,所述第一刀模组和第二刀模组为中心对称布设,本发明整体结构简单,能够提高冲切速率,降低生产过程中对原材料的浪费,能够进行高效率的冲切极片。
技术研发人员:杜纪磊,高立海,张金煌,张鹏,张香港,张沙沙,杨玉宝,李新强
受保护的技术使用者:潍坊聚能电池有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!