一种用于钢管焊接加工的板卷两用成型装置的制作方法
本发明涉及钢管加工,具体为一种用于钢管焊接加工的板卷两用成型装置。
背景技术:
1、钢管是由板材通过焊接加工形成的一种管状产品。它通常由钢板或钢带经过卷曲、弯曲和焊接等工艺制成,具有圆形、方形、矩形或其他截面形状。因此需要使用钢管焊接加工成型装置,现有的钢管焊接加工成型装置在使用时还存在一些缺陷。
2、例如公开号cn103272895a公开的碳钢加不锈钢复合焊接钢管的冷成型加工方法,利用折弯机的送料机构将待折弯板材送入折弯机的工作区域,选择合适的上模具和下模具的开口尺寸,进行预弯;经预弯合格后使用切割机取出折弯后板材的预弯量。采用增加预弯量的方式先预弯后切除预弯量可保证复合钢板边缘处不锈钢层与碳钢层不分层,并且边缘处不产生有害直边段,保证了产品的质量。上述装置虽然能够保证边缘处不产生有害直边段,但在焊接时,不能够根据钢板的厚度便捷切换导向板,适用性不足,而且现有的成型装置不具备板卷两用功能,不能够在推出成型后钢管的同时自动进行间歇式焊接,不能够对间歇焊接的幅度进行调节,可调节程度低。
技术实现思路
1、鉴于现有钢管加工装置中存在的问题,提出了本发明。
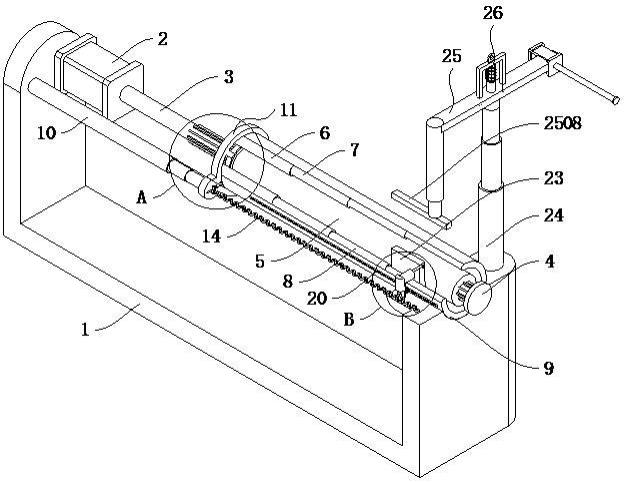
2、为解决上述技术问题,本发明提供了如下技术方案:一种用于钢管焊接加工的板卷两用成型装置,包括固定架,所述固定架上固定安装有第一电机和第一液压杆,所述第一电机的输出轴上固定连接有键杆,所述键杆的前端固定连接有挡板,键杆的外侧键连接有键筒,所述第一液压杆前端安装有顶推组件,所述顶推组件 上安装有衔接杆,所述固定架的表面固定连接有承托板,所述承托板上滑动安装有滑块,所述滑块的表面固定连接有凸块,所述滑块上安装有焊具,所述焊具上安装有焊头,所述键筒的外侧由后至前依次设置有第一导向板、第二导向板、第三导向板和第四导向板,所述固定架的顶部固定设置有第三液压杆,所述第三液压杆的上方安装有切换组件,钢板位于切换组件的下方,所述切换组件的中间安装有卡合组件,所述第一导向板、第二导向板、第三导向板和第四导向板的表面开设有移动槽,所述移动槽的内部滑动安装有限位块,所述限位块的前端固定连接有第一弹簧,所述第一弹簧和滑块之间为固定连接。
3、作为本发明的一种优先方案,所述键杆、挡板和键筒的水平中心线共线,所述挡板的直径大于键杆的直径。
4、作为本发明的一种优先方案,所述第一导向板、第二导向板、第三导向板和第四导向板一体成型,第一导向板、第二导向板、第三导向板和第四导向板的外径相同,第一导向板、第二导向板、第三导向板和第四导向板的内径由前至后递减。
5、作为本发明的一种优先方案,所述第一导向板、第二导向板、第三导向板和第四导向板和固定架之间的连接方式为滑动连接,所述第一导向板和顶推组件之间为固定连接。
6、作为本发明的一种优先方案,所述顶推组件包括固定安装于第一液压杆前端的固定块,所述固定块的右侧固定连接有第一连接环,所述第一连接环的内壁上固定连接有衔接板,所述衔接板上固定连接有第二连接环。
7、作为本发明的一种优先方案,所述固定块、第一连接环、衔接板和第二连接环为一个整体,所述第二连接环的内壁与键筒的外壁互相贴合,第二连接环的外径小于第一导向板的内径,所述第一连接环和第一导向板之间为固定连接。
8、作为本发明的一种优先方案,所述第一连接环上固定设置有第二液压杆,所述第二液压杆上固定连接有推板,所述推板和衔接杆之间为固定连接,所述衔接杆和固定块之间为滑动连接。
9、作为本发明的一种优先方案,所述衔接杆的形状为波浪形,所述焊头通过衔接杆、凸块、第一弹簧、限位块和移动槽与钢板之间构成往复伸缩结构,所述凸块靠近所述衔接杆一侧的形状为半圆柱体,所述凸块、滑块、焊具和焊头为一个整体。
10、作为本发明的一种优先方案,所述切换组件包括固定安装于第三液压杆上的支柱,所述支柱的上方转动连接有转动架,所述转动架的右侧固定设置有第二电机,所述第二电机的输出轴上固定连接有连接杆,所述转动架的左侧固定连接有固定筒,所述固定筒的内部固定设置有第二弹簧,所述第二弹簧的下方固定连接有第一压杆,所述第一压杆的下方固定连接有第二压杆。
11、作为本发明的一种优先方案,所述卡合组件包括固定安装于支柱上方的连接柱,所述连接柱的内部滑动安装有滑杆,所述滑杆的上方固定连接有连接架,所述连接架和连接柱之间固定连接有第三弹簧,所述转动架的表面开设有用于与连接架对接的卡槽。
12、与现有技术相比,本发明的有益效果是:
13、1、通过设置的内径不同的第一导向板、第二导向板、第三导向板和第四导向板,使得装置能够通过调节第一液压杆的长度,从而对顶推组件以及四个导向板的前后位置进行调节,该装置通过使用不同内径的导向板配合不同厚度的钢板或者钢卷进行使用,从而提升装置的适用范围,解决了现有的钢管成型装置不能够根据钢板的厚度便捷切换导向板的缺陷,该装置具有适用性更强的优势。
14、2、通过装置上的切换组件和卡合组件,使得装置能够对用于按压钢板的第一压杆和第二压杆以及用于收放钢卷的第二电机和连接杆进行切换,从而实现板卷两用的功能,并且该装置可通过缩短第三液压杆,实现对钢板的下压成型功能,在钢管成型后可进行焊接工作,该装置具有功能性更强以及可调节程度更高的优势,解决了现有的成型装置不能够板卷两用的缺陷。
15、3、通过装置上的波浪形衔接杆,使得装置能够在推动顶推组件以及导向板向前移动的过程中,能够利用顶推组件,将压弯成型后的钢管向前顶推,与此同时,焊枪在前后位置上保持不动,在波浪形衔接杆以及第一弹簧的作用下进行间歇性左右移动,从而对钢管的接缝处进行间歇式焊接工作,解决了现有的成型装置不能够在推出成型后钢管的同时自动进行间歇式焊接的缺陷,该装置具有使用更加便捷的优势。
16、4、通过设置的第二液压杆和推板,使得装置能够对衔接杆的左右位置进行调节,进而在推动衔接杆向前移动时,焊枪的左右往复摆动的幅度会发生变化,使得装置能够改变间歇焊接的幅度,增强了装置的可调节性,并且间歇性焊接可以降低热输入,减少焊接零件的热影响区域。
技术特征:
1.一种用于钢管焊接加工的板卷两用成型装置,包括固定架(1),其特征在于:所述固定架(1)上固定安装有第一电机(2)和第一液压杆(10),所述第一电机(2)的输出轴上固定连接有键杆(3),所述键杆(3)的前端固定连接有挡板(4),键杆(3)的外侧键连接有键筒(5),所述第一液压杆(10)前端安装有顶推组件(11),所述顶推组件(11) 上安装有衔接杆(14),所述固定架(1)的表面固定连接有承托板(15),所述承托板(15)上滑动安装有滑块(17),所述滑块(17)的表面固定连接有凸块(16),所述滑块(17)上安装有焊具(21),所述焊具(21)上安装有焊头(22),所述键筒(5)的外侧由后至前依次设置有第一导向板(6)、第二导向板(7)、第三导向板(8)和第四导向板(9),所述固定架(1)的顶部固定设置有第三液压杆(24),所述第三液压杆(24)的上方安装有切换组件(25),钢板(23)位于切换组件(25)的下方,所述切换组件(25)的中间安装有卡合组件(26),所述第一导向板(6)、第二导向板(7)、第三导向板(8)和第四导向板(9)的表面开设有移动槽(20),所述移动槽(20)的内部滑动安装有限位块(19),所述限位块(19)的前端固定连接有第一弹簧(18),所述第一弹簧(18)和滑块(17)之间为固定连接。
2.根据权利要求1所述的一种用于钢管焊接加工的板卷两用成型装置,其特征在于:所述键杆(3)、挡板(4)和键筒(5)的水平中心线共线,所述挡板(4)的直径大于键杆(3)的直径。
3.根据权利要求1所述的一种用于钢管焊接加工的板卷两用成型装置,其特征在于:所述第一导向板(6)、第二导向板(7)、第三导向板(8)和第四导向板(9)一体成型,第一导向板(6)、第二导向板(7)、第三导向板(8)和第四导向板(9)的外径相同,第一导向板(6)、第二导向板(7)、第三导向板(8)和第四导向板(9)的内径由前至后递减。
4.根据权利要求1所述的一种用于钢管焊接加工的板卷两用成型装置,其特征在于:所述第一导向板(6)、第二导向板(7)、第三导向板(8)和第四导向板(9)和固定架(1)之间的连接方式为滑动连接,所述第一导向板(6)和顶推组件(11)之间为固定连接。
5.根据权利要求1所述的一种用于钢管焊接加工的板卷两用成型装置,其特征在于:所述顶推组件(11)包括固定安装于第一液压杆(10)前端的固定块(1101),所述固定块(1101)的右侧固定连接有第一连接环(1102),所述第一连接环(1102)的内壁上固定连接有衔接板(1103),所述衔接板(1103)上固定连接有第二连接环(1104)。
6.根据权利要求5所述的一种用于钢管焊接加工的板卷两用成型装置,其特征在于:所述固定块(1101)、第一连接环(1102)、衔接板(1103)和第二连接环(1104)为一个整体,所述第二连接环(1104)的内壁与键筒(5)的外壁互相贴合,第二连接环(1104)的外径小于第一导向板(6)的内径,所述第一连接环(1102)和第一导向板(6)之间为固定连接。
7.根据权利要求5所述的一种用于钢管焊接加工的板卷两用成型装置,其特征在于:所述第一连接环(1102)上固定设置有第二液压杆(12),所述第二液压杆(12)上固定连接有推板(13),所述推板(13)和衔接杆(14)之间为固定连接,所述衔接杆(14)和固定块(1101)之间为滑动连接。
8.根据权利要求1所述的一种用于钢管焊接加工的板卷两用成型装置,其特征在于:所述衔接杆(14)的形状为波浪形,所述焊头(22)通过衔接杆(14)、凸块(16)、第一弹簧(18)、限位块(19)和移动槽(20)与钢板(23)之间构成往复伸缩结构,所述凸块(16)靠近所述衔接杆(14)一侧的形状为半圆柱体,所述凸块(16)、滑块(17)、焊具(21)和焊头(22)为一个整体。
9.根据权利要求1所述的一种用于钢管焊接加工的板卷两用成型装置,其特征在于:所述切换组件(25)包括固定安装于第三液压杆(24)上的支柱(2501),所述支柱(2501)的上方转动连接有转动架(2502),所述转动架(2502)的右侧固定设置有第二电机(2503),所述第二电机(2503)的输出轴上固定连接有连接杆(2504),所述转动架(2502)的左侧固定连接有固定筒(2505),所述固定筒(2505)的内部固定设置有第二弹簧(2506),所述第二弹簧(2506)的下方固定连接有第一压杆(2507),所述第一压杆(2507)的下方固定连接有第二压杆(2508)。
10.根据权利要求9所述的一种用于钢管焊接加工的板卷两用成型装置,其特征在于:所述卡合组件(26)包括固定安装于支柱(2501)上方的连接柱(2601),所述连接柱(2601)的内部滑动安装有滑杆(2602),所述滑杆(2602)的上方固定连接有连接架(2604),所述连接架(2604)和连接柱(2601)之间固定连接有第三弹簧(2603),所述转动架(2502)的表面开设有用于与连接架(2604)对接的卡槽(2605)。
技术总结
本申请提供了一种用于钢管焊接加工的板卷两用成型装置,属于钢管加工技术领域,包括固定架,所述固定架上固定安装有第一电机和第一液压杆,所述第一电机的输出轴上固定连接有键杆,所述键杆的前端固定连接有挡板,键杆的外侧键连接有键筒,所述第一液压杆前端安装有顶推组件,所述顶推组件上安装有衔接杆,所述固定架的表面固定连接有承托板,所述承托板上滑动安装有滑块,滑块的表面固定连接有凸块,所述滑块上安装有焊具,所述焊具上安装有焊头,所述键筒的外侧由后至前依次设置有第一导向板、第二导向板、第三导向板和第四导向板。本申请能够同时适应钢板或钢卷进行成型焊接工作,而且能够在后续推出成型钢管后自动进行间歇式焊接。
技术研发人员:赵德清,程绍忠,刘文广,王鹏飞,汪连恒,李阜宽,张俊华,田增发,孙文文,刘强
受保护的技术使用者:河北沧海核装备科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!