一种轮毂环形连接焊缝搅拌摩擦焊接用夹具的制作方法
本发明属于轮毂加工,具体涉及一种轮毂环形连接焊缝搅拌摩擦焊接用夹具。
背景技术:
1、参见图1所示,一般车用轮毂包括轮辋a和轮辐b,其中,轮辐b位于轮毂a的中部,轮辋a位于轮辐b的周边呈环形结构。目前,常规的汽车轮毂制造主要分为一体式轮毂和分体式轮毂。一体式轮毂都采用一体铸造成形或先铸造出轮辐,通过旋压成形制造出轮辋,二者都是采用的一体成型的技术。分体式轮毂是将轮辐与轮辋分别制造,通过焊接的方式将轮辐与轮辋连接起来构成汽车轮毂。
2、参见图2所示,分体式轮毂是轮辐b与轮辋a经过压合后,在其配合面会形成一个环形的接缝,接缝经过搅拌摩擦焊接后,会形成环形连接焊缝i和焊头进给平面ii。但是,由于分体式轮毂的环形连接焊缝i为倾斜状态,一般都采用搅拌摩擦焊的特殊焊接形式来焊接,这样会在焊接结束的位置留下一个匙孔需要进行填补。
3、然而,由于分体式轮毂的环形连接焊缝为倾斜状态,因此,如何将轮毂进行夹紧定位来实现对环形连接焊缝的搅拌摩擦焊接是亟待解决的技术难题,目前行业内还没有针对轮毂环形连接焊缝进行搅拌摩擦焊接的夹具,为此我公司设计了一种轮毂环形连接焊缝搅拌摩擦焊接用夹具。
技术实现思路
1、本发明的目的就在于为了解决上述问题而提供一种轮毂环形连接焊缝搅拌摩擦焊接用夹具,通过轮毂环形连接焊缝搅拌摩擦焊接用夹具可实现在轮毂环形连接焊缝搅拌摩擦焊接时对轮毂进行夹紧定位。
2、本发明采用以下技术方案来实现上述目的:
3、一种轮毂环形连接焊缝搅拌摩擦焊接用夹具,包括支撑底座,在所述支撑底座的一侧设置l型放置槽,在所述l型放置槽内设置有旋转驱动器,在所述旋转驱动器上固定连接有旋转工作台,在所述旋转工作台上固定连接有两个结构相同的轮毂夹具机构,两个所述轮毂夹具机构背对背相对设置。
4、作为本实施例的优选方案,每一所述轮毂夹具机构均包括夹具调整支架组件,所述夹具调整支架组件固定安装在旋转工作台上,在所述夹具调整支架组件上连接有工件驱动组件,在所述工件驱动组件内设置有工件定位夹紧组件。
5、作为本实施例的优选方案,所述夹具调整支架组件包括与旋转工作台组件相连接的夹具底部安装板,在所述夹具底部安装板上安装有夹具固定侧板,在所述夹具固定侧板上通过活动侧板转轴转动连接有夹具活动侧板,在所述夹具活动侧板上固定安装有夹具上面板,在所述夹具固定侧板和夹具活动侧板之间通过装夹面角度调整螺母连接在一起。
6、作为本实施例的优选方案,在所述夹具底部安装板上的两侧设置有夹具y方向调整孔,在所述夹具y方向调整孔内设置有夹具锁紧螺钉。
7、作为本实施例的优选方案,在所述夹具固定侧板和夹具活动侧板上与活动侧板转轴相对的一侧均设置有弧形调节孔,两个所述弧形调节孔之间通过装夹面角度锁紧螺母进行角度锁定。
8、作为本实施例的优选方案,在所述旋转工作台组件的两端分别设置夹具y方向螺母调整机构,所述夹具调整支架组件调整到位后,通过两端的夹具y方向螺母调整机构与旋转工作台锁定在一起。
9、作为本实施例的优选方案,所述工件驱动组件包括工件驱动电机,在所述工件驱动电机的输出端连接有工件驱动传动齿轮组,在工件驱动传动齿轮组上固定连接有工件安装板和驱动拨杆安装盘,所述驱动拨杆安装盘设置工件安装板的上部,在所述驱动拨杆安装盘上连接有驱动拨杆。
10、作为本实施例的优选方案,在所述工件安装板的下部位于焊接机轴线的下方设置有工件安装板支撑滑块。
11、作为本实施例的优选方案,所述工件定位夹紧组件包括工件压紧油缸,在所述工件压紧油缸与压紧力传动轴相连接,在所述压紧力传动轴上安装有定位心轴,在所述定位心轴上固定安装有压紧板,所述压紧板的顶部固定安装心轴螺钉。
12、作为本实施例的优选方案,所述压紧力传动轴、位心轴与轮毂的中心孔同轴设置。
13、作为本实施例的优选方案,在所述支撑底座上设置有工作台压紧缸,当旋转工作台调整到位后,通过工作台压紧缸将旋转工作台压紧到支撑底座上。本发明与现有技术相比,具有以下有益效果:
14、本发明所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,通过旋转工作台组件在旋转驱动器的作用下线旋转,将两组轮毂夹具机构中的工件一次送到搅拌摩擦焊接机的下方,实现装夹工件和加工工件的双工位切换,通过轮毂夹具机构可实现对分体式轮毂的角度调节和定位夹紧,保证在轮毂环形连接焊缝搅拌摩擦焊接时对轮毂安装位置的精确定位。
技术特征:
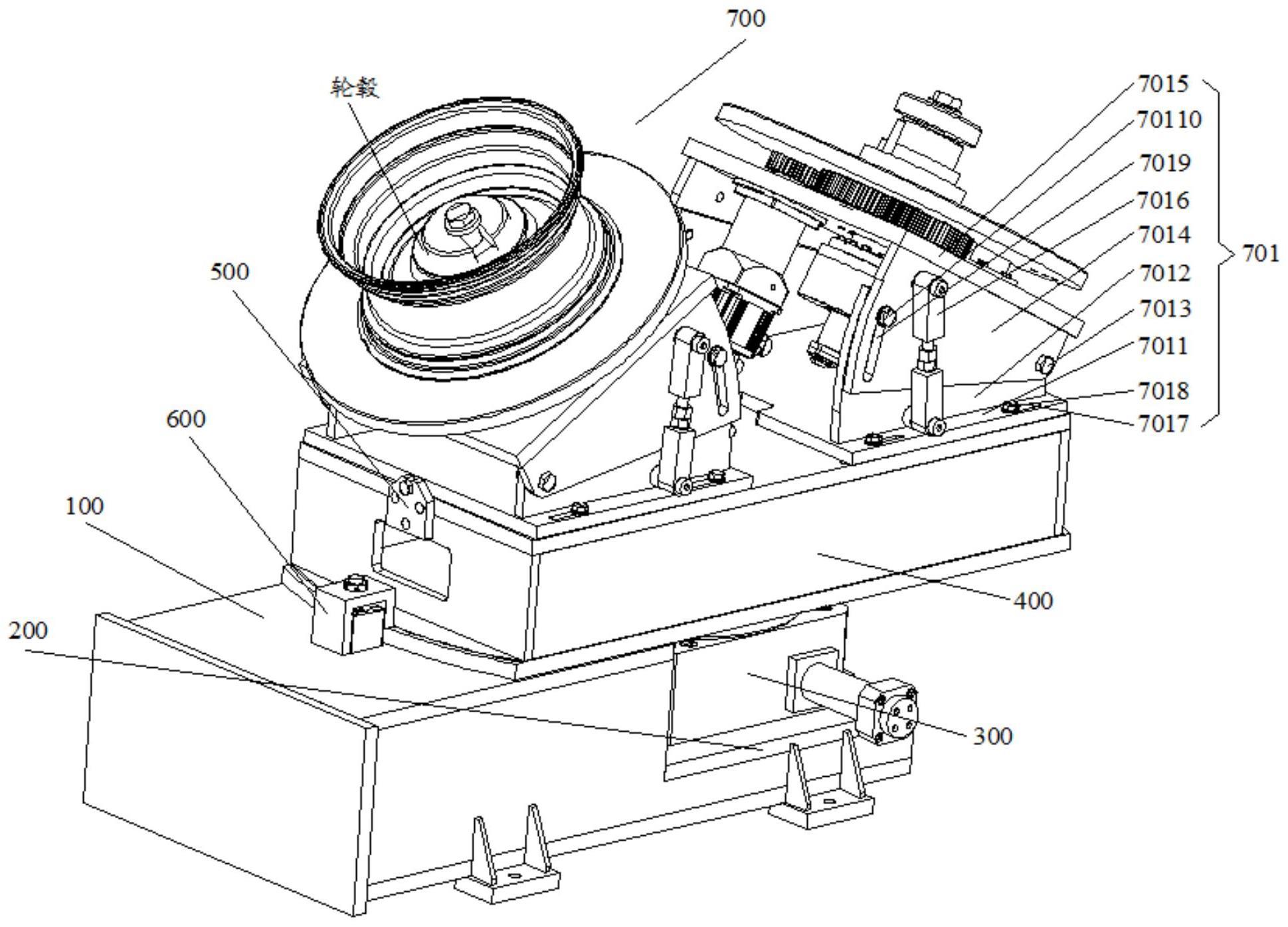
1.一种轮毂环形连接焊缝搅拌摩擦焊接用夹具,包括支撑底座(100),其特征在于:在所述支撑底座(100)的一侧设置l型放置槽(200),在所述l型放置槽(200)内设置有旋转驱动器(300),在所述旋转驱动器(300)上固定连接有旋转工作台(400),在所述旋转工作台(400)上固定连接有两个结构相同的轮毂夹具机构(700),两个所述轮毂夹具机构(700)背对背相对设置。
2.根据权利要求1所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:每一所述轮毂夹具机构(700)均包括夹具调整支架组件(701),所述夹具调整支架组件(701)固定安装在旋转工作台(400)上,在所述夹具调整支架组件(701)上连接有工件驱动组件(702),在所述工件驱动组件(702)内设置有工件定位夹紧组件(703)。
3.根据权利要求2所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:所述夹具调整支架组件(701)包括与旋转工作台(400)相连接的夹具底部安装板(7011),在所述夹具底部安装板(7011)上安装有夹具固定侧板(7012),在所述夹具固定侧板(7012)上通过活动侧板转轴(7013)转动连接有夹具活动侧板(7014),在所述夹具活动侧板(7014)上固定安装有夹具上面板(7015),在所述夹具固定侧板(7012)和夹具活动侧板(7014)之间通过装夹面角度调整螺母(7016)连接在一起。
4.根据权利要求3所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:在所述夹具底部安装板(7011)上的两侧设置有夹具y方向调整孔(7017),在所述夹具y方向调整孔(7017)内设置有夹具锁紧螺钉(7018)。
5.根据权利要求3所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:在所述夹具固定侧板(7012)和夹具活动侧板(7014)上与活动侧板转轴(7013)相对的一侧均设置有弧形调节孔(7019),两个所述弧形调节孔(7019)之间通过装夹面角度锁紧螺母(70110)进行角度锁定。
6.根据权利要求2所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:在所述旋转工作台(400)的两端分别设置夹具y方向螺母调整机构(500),所述夹具调整支架组件(701)调整到位后,通过两端的夹具y方向螺母调整机构(500)与旋转工作台(400)锁定在一起。
7.根据权利要求2所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:所述工件驱动组件(702)包括工件驱动电机(7021),在所述工件驱动电机(7021)的输出端连接有工件驱动传动齿轮组(7022),在工件驱动传动齿轮组(7022)上固定连接有工件安装板(7023)和驱动拨杆安装盘(7024),所述驱动拨杆安装盘(7024)设置工件安装板(7023)的上部,在所述驱动拨杆安装盘(7024)上连接有驱动拨杆(7025)。
8.根据权利要求7所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:在所述工件安装板(7023)的下部位于焊接机轴线的下方设置有工件安装板支撑滑块(7026)。
9.根据权利要求2所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:所述工件定位夹紧组件(703)包括工件压紧油缸(7031),在所述工件压紧油缸(7031)与压紧力传动轴(7032)相连接,在所述压紧力传动轴(7032)上安装有定位心轴(7033),在所述定位心轴(7033)上固定安装有压紧板(7034),所述压紧板(7034)的顶部固定安装心轴螺钉(7035)。
10.根据权利要求9所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:所述压紧力传动轴(7032)和心轴螺钉(7035)与轮毂的中心孔同轴设置。
11.根据权利要求1所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,其特征在于:在所述支撑底座(100)上设置有工作台压紧缸(600),当旋转工作台(400)调整到位后,通过工作台压紧缸(600)将旋转工作台(400)压紧到支撑底座(100)上。
技术总结
本发明提供一种轮毂环形连接焊缝搅拌摩擦焊接用夹具,包括支撑底座,在所述支撑底座的一侧设置L型放置槽,在所述L型放置槽内设置有旋转驱动器,在所述旋转驱动器上固定连接有旋转工作台,在所述旋转工作台上固定连接有两个结构相同的轮毂夹具机构,两个所述轮毂夹具机构背对背相对设置。本发明所述的轮毂环形连接焊缝搅拌摩擦焊接用夹具,通过旋转工作台组件在旋转驱动器的作用下线旋转,将两组轮毂夹具机构中的工件一次送到搅拌摩擦焊接机的下方,实现装夹工件和加工工件的双工位切换,通过轮毂夹具机构可实现对分体式轮毂的角度调节和定位夹紧,保证在轮毂环形连接焊缝搅拌摩擦焊接时对轮毂安装位置的精确定位。
技术研发人员:李正琴,何秀权
受保护的技术使用者:武汉尚田工业科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!