一种高压涡轮二级转叶保持环尺寸修复方法与流程
本发明属于燃气轮机维修,尤其涉及一种高压涡轮二级转叶保持环尺寸修复方法。
背景技术:
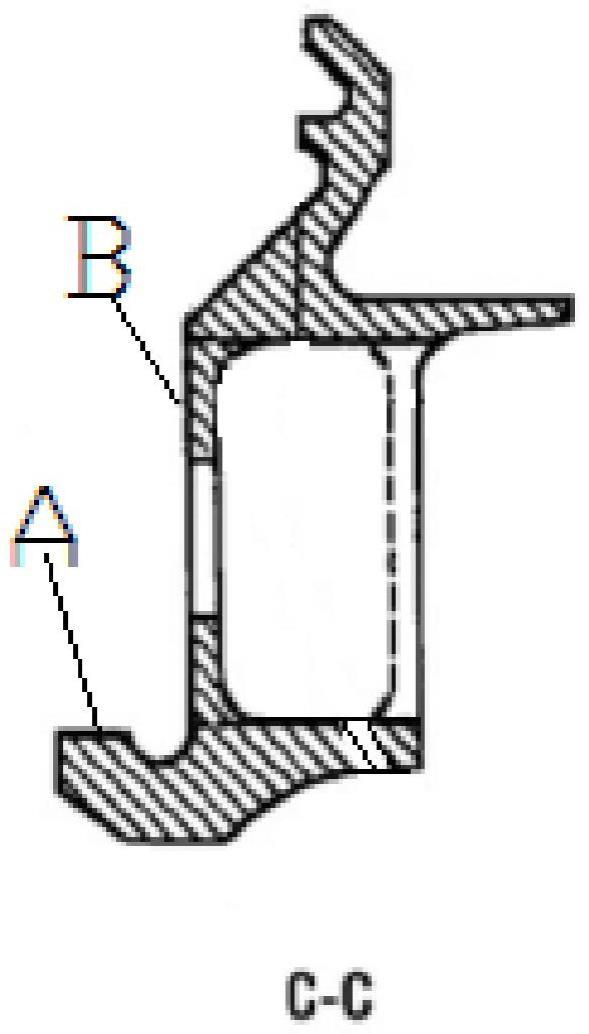
1、在燃气轮机大修或中修时,需将其高压涡轮二级转叶保持环分解到单件状态,其中,高压涡轮二级转叶保持环的结构图如图1和图2所示,按照工作范围要求进行尺寸测量,通常其内环a面(为图2中的一个环形面a)的尺寸实测值小于手册规定的标准尺寸范围;高压涡轮二级转叶保持环的作用:将高压涡轮二级盘和二级转叶保持环连接到一起,二级转叶保持环压紧高压涡轮二级转叶,将其固定在高压涡轮二级盘上,防止高压涡轮二级转叶在运行过程中发生轴向位移。二级转叶保持环与二级盘在运行时处于高速运转状态,最高转速达到9700r/min,由于二级转叶保持环尺寸变小,导致其与二级盘的配合关系由紧配合变成间隙配合,连接螺栓受力增加,存在剪切断裂风险。按照手册标准,二级转叶保持环予以报废,每台经济损失为50万元,经分析,二级转叶保持环材料为镍基合金718,在燃气轮机运行过程中,受高温高压影响,材料本身的金属特性发生改变,产生“缩水”效应,导致二级转叶保持环整体尺寸变小。
技术实现思路
1、为了解决上述技术问题,本发明的目的在于提供一种可对高压涡轮二级转叶保持环的尺寸进行增大修复的修复方法。
2、为了实现上述目的,本发明的技术方案如下:一种高压涡轮二级转叶保持环尺寸修复方法,包括如下步骤:
3、步骤1:对二级转叶的表面进行去污处理;
4、步骤2:检测二级转叶a面处是否在之前有进行修复处理,若有,则作报废处理,若没有,则继续步骤3;
5、步骤3:在二级转叶的a面处喷涂修复层;
6、步骤4:将步骤3处理后的二级转叶进行时效热处理;
7、步骤5:对步骤4处理后的二级转叶检测其a面的圆度和b面的平面度是否符合要求,若符合要求,则进行步骤6,若不符合要求,则进行打磨处理直至符合要求;
8、步骤6:检测二级转叶是否存在裂纹,若存在,则作报废处理,若不存在,则继续步骤7;
9、步骤7:对二级转叶的表面进行强化处理。
10、上述技术方案中所述步骤1中去污处理的具体方法是浓度为1-4wt%的碱液进行清洗,清洗至二级转叶表面无明显污渍后,用清水冲洗并晾干。
11、上述技术方案中所述碱液为naoh溶液和koh溶液中的一种或二者的混合溶液。
12、上述技术方案中所述步骤2和/或步骤4中检测手段是采用荧光渗透探伤检测设备进行探伤检测。
13、上述技术方案中所述修复层的材质为718镍基合金。
14、上述技术方案中所述步骤4时效热处理的具体方法是:将二级转叶正面朝下并水平放置,再将其在954±14℃条件下保温0.5-1.5h以进行固熔热处理,然后在719±14℃条件下保温7-9h以进行时效热处理。
15、上述技术方案中所述步骤4时效热处理的具体方法是:将二级转叶正面朝下并水平放置,再将其在954℃条件下保温1h以进行固熔热处理,然后在719℃条件下保温8h以进行时效热处理。
16、上述技术方案中所述步骤5中尺寸检查:在自由状态下,a面的圆度不大于0.76mm,b面的平面度不大于1.01mm。
17、上述技术方案中所述步骤7中强化处理是对二级转叶保持环上进行喷丸处理。
18、本发明实施例的有益效果在于:本实施例可对二级转叶保持环进行修复,其修复效果好,且修复好的二级转叶保持环已装配在#189燃气轮机上,状态良好,满足装配尺寸要求。
技术特征:
1.一种高压涡轮二级转叶保持环尺寸修复方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的高压涡轮二级转叶保持环尺寸修复方法,其特征在于,所述步骤1中去污处理的具体方法是浓度为1-4wt%的碱液进行清洗,清洗至二级转叶保持环表面无明显污渍后,用清水冲洗并晾干。
3.根据权利要求2所述的高压涡轮二级转叶保持环尺寸修复方法,其特征在于,所述碱液为naoh溶液和koh溶液中的一种或二者的混合溶液。
4.根据权利要求1所述的高压涡轮二级转叶保持环尺寸修复方法,其特征在于,所述步骤2和/或步骤4中检测手段是采用荧光渗透探伤检测设备进行探伤检测。
5.根据权利要求1所述的高压涡轮二级转叶保持环尺寸修复方法,其特征在于,所述修复层的材质为718镍基合金。
6.根据权利要求1所述的高压涡轮二级转叶保持环尺寸修复方法,其特征在于,所述步骤4时效热处理的具体方法是:将二级转叶保持环正面朝下并水平放置,再将其在954±14℃条件下保温0.5-1.5h以进行固熔热处理,然后在719±14℃条件下保温7-9h以进行时效热处理。
7.根据权利要求6所述的高压涡轮二级转叶保持环尺寸修复方法,其特征在于,所述步骤4时效热处理的具体方法是:将二级转叶保持环正面朝下并水平放置,再将其在954℃条件下保温1h以进行固熔热处理,然后在719℃条件下保温8h以进行时效热处理。
8.根据权利要求1所述的高压涡轮二级转叶保持环尺寸修复方法,其特征在于,所述步骤5中尺寸检查:在自由状态下,a面的圆度不大于0.76mm,b面的平面度不大于1.01mm。
9.根据权利要求1所述的高压涡轮二级转叶保持环尺寸修复方法,其特征在于,所述步骤7中强化处理是对二级转叶保持环上进行喷丸处理。
技术总结
本发明公开了一种高压涡轮二级转叶保持环尺寸修复方法,包括如下步骤:步骤1:对二级转叶的表面进行去污处理;步骤2:检测二级转叶A面处是否在之前有进行修复处理,若有,则作报废处理,若没有,则继续步骤3;步骤3:在二级转叶的A面处喷涂修复层;步骤4:将步骤3处理后的二级转叶进行时效热处理;步骤5:对步骤4处理后的二级转叶检测其A面的圆度和B面的平面度是否符合要求,若符合要求,则进行步骤6,若不符合要求,则进行打磨处理直至符合要求;步骤6:检测二级转叶是否存在裂纹,若存在,则作报废处理,若不存在,则继续步骤7;步骤7:对二级转叶的表面进行强化处理,其修复效果好,且修复成本低。
技术研发人员:刘保侠,徐俊,赵洪亮,王金磊,赵君,徐保平
受保护的技术使用者:国家石油天然气管网集团有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!