一种金属壳体加工用板材折弯装置
本发明涉及金属板材折弯,尤其是涉及一种金属壳体加工用板材折弯装置。
背景技术:
1、金属壳体都是通过金属板材折弯而成的,如果板材较厚的情况下不方便进行折弯,同时较厚的板材在折弯过程中,折弯部位很容易出现断口的情况发生,同时较薄的板材在折弯后强度达不到要求,需要将较薄的板材进行重叠后进行弯折,但是现有的装置无法对板材进行弯折重叠,需要人工手动操作,耗时耗力,同时折弯重叠后,需要工人有手动将重叠的折痕进行压实,如果按压不实,重叠折弯部位会出现鼓包的情况发生,使两层薄板无法紧密的贴合在一起。
技术实现思路
1、为了克服背景技术中的不足,本发明公开了一种金属壳体加工用板材折弯装置,本发明通过夹紧机构对金属板材进行夹紧定位,通过牵引机构对定位后的金属板材进行折弯,并对重叠后的折弯部位进行压实,使两层板材紧密的贴合在一起,增加板材的强度,折弯后通过牵引机构对板材进行牵引,通过冲压机构对折弯后的板材进行冲压定型,方便工作人员进行操作。
2、为了实现所述发明目的,本发明采用如下技术方案:
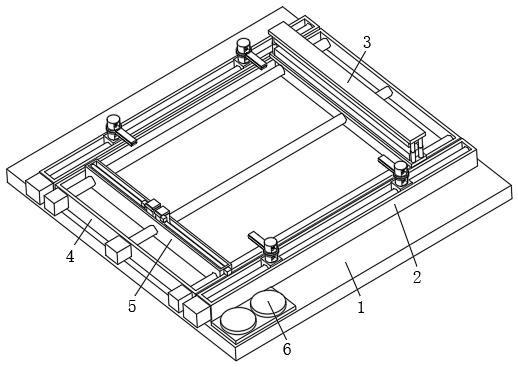
3、一种金属壳体加工用板材折弯装置,包括主体板,且主体板上安装有定位架,所述定位架内安装有冲压机构和牵引机构,且冲压机构冲压端的位置与牵引机构牵引端的位置相对应,所述主体板上安装有两个夹紧机构,且两个夹紧机构位于定位架的两侧,所述主体板上固定连接有电源开关组,且电源开关组的输入端与外部电源的输出端连接,所述电源开关组的供电输出端分别与夹紧机构、冲压机构和牵引机构的供电输入端电连接。
4、所述夹紧机构的夹紧部位与定位架的位置相对应。
5、所述夹紧机构包括固定架、第一伺服电机、移动块、第一螺杆、第二伺服电机、滑动杆、弹簧、定位柱和夹紧板,所述固定架的数量为两个,两个固定架均位于主体板上并固定连接,且两个固定架分别位于定位架的两侧,所述固定架内转动连接有第一螺杆,且第一螺杆的一端穿过固定架与第一伺服电机连接,所述第一螺杆上螺纹连接有两个移动块,且移动块位于固定架内并滑动连接,所述移动块上固定连接有第二伺服电机,且第二伺服电机通过电机轴与定位柱连接,所述定位柱上设有滑动槽,且滑动槽内固定连接有滑动杆,所述滑动杆上套接有两个弹簧,且两个弹簧的一端分别与滑动槽上下两侧的槽壁固定连接,所述弹簧的另一端固定连接有夹紧板,且夹紧板与定位柱滑动连接,所述夹紧板与定位架的位置相对应。
6、两个夹紧板相邻一侧的两个角均为倒角。
7、所述第一螺杆中间部位两侧的螺纹朝向相反,且第一螺杆两侧的螺纹分别与移动块螺纹连接。
8、所述牵引机构包括位移板、第三螺杆、第四伺服电机、第四螺杆、第五伺服电机、翻转板和位移块,所述第三螺杆位于定位架内并转动连接,且第三螺杆的一端穿过定位架与第四伺服电机连接,所述第三螺杆上螺纹连接有位移板,且位移板的顶端设有凹槽,所述凹槽内转动连接第四螺杆,且第四螺杆的一端穿过凹槽与伺服电机连接,所述第四螺杆上螺纹连接有两个位移块,且位移块远离冲压机构的一侧上转动连接有翻转杆,所述翻转杆的一端固定连接有第五伺服电机,且翻转杆上固定连接有翻转板。
9、所述第四螺杆中间部位两侧的螺纹朝向相反,且第四螺杆两侧的螺纹分别与位移块螺纹连接。
10、所述冲压机构包括第三伺服电机、第二螺杆、移动板、固定板、定位模块、冲压模块、带动板和电动伸缩杆,所述第二螺杆的数量为两个,且两个第二螺杆均位于定位架内并转动连接,所述第二螺杆的一端穿过定位架与第三伺服电机连接,且第二螺杆穿过位移板并与位移板滑动连接,所述第二螺杆上螺纹连接有移动板,且移动板上固定连接有固定板,所述固定板上固定连接有定位模块,所述固定板上表面的两侧分别固定连接有两个电动伸缩杆,且电动伸缩杆的伸缩端上固定连接有带动板,所述带动板下表面固定连接有冲压模块,且冲压模块的位置与定位模块的位置相对应。
11、所述位移板与第二螺杆滑动连接。
12、由于采用了上述技术方案,本发明具有如下有益效果:
13、本发明所述的一种金属壳体加工用板材折弯装置,通过夹紧机构对金属板材进行夹紧定位,通过牵引机构对定位后的金属板材进行折弯,并对重叠后的折弯部位进行压实,使两层板材紧密的贴合在一起,增加板材的强度,折弯后通过牵引机构对板材进行牵引,通过冲压机构对折弯后的板材进行冲压定型,方便工作人员进行操作。
技术特征:
1.一种金属壳体加工用板材折弯装置,包括主体板(1),且主体板(1)上安装有定位架(4),其特征是:所述定位架(4)内安装有冲压机构(3)和牵引机构(5),且冲压机构(3)冲压端的位置与牵引机构(5)牵引端的位置相对应,所述主体板(1)上安装有两个夹紧机构(2),且两个夹紧机构(2)位于定位架(4)的两侧,所述主体板(1)上固定连接有电源开关组(6),且电源开关组(6)的输入端与外部电源的输出端连接,所述电源开关组(6)的供电输出端分别与夹紧机构(2)、冲压机构(3)和牵引机构(5)的供电输入端电连接。
2.根据权利要求1所述的金属壳体加工用板材折弯装置,其特征是:所述夹紧机构(2)的夹紧部位与定位架(4)的位置相对应。
3.根据权利要求1所述的金属壳体加工用板材折弯装置,其特征是:所述夹紧机构(2)包括固定架(201)、第一伺服电机(202)、移动块(203)、第一螺杆(204)、第二伺服电机(205)、滑动杆(206)、弹簧(207)、定位柱(208)和夹紧板(209),所述固定架(201)的数量为两个,两个固定架(201)均位于主体板(1)上并固定连接,且两个固定架(201)分别位于定位架(4)的两侧,所述固定架(201)内转动连接有第一螺杆(204),且第一螺杆(204)的一端穿过固定架(201)与第一伺服电机(202)连接,所述第一螺杆(204)上螺纹连接有两个移动块(203),且移动块(203)位于固定架(201)内并滑动连接,所述移动块(203)上固定连接有第二伺服电机(205),且第二伺服电机(205)通过电机轴与定位柱(208)连接,所述定位柱(208)上设有滑动槽,且滑动槽内固定连接有滑动杆(206),所述滑动杆(206)上套接有两个弹簧(207),且两个弹簧(207)的一端分别与滑动槽上下两侧的槽壁固定连接,所述弹簧(207)的另一端固定连接有夹紧板(209),且夹紧板(209)与定位柱(208)滑动连接,所述夹紧板(209)与定位架(4)的位置相对应。
4.根据权利要求3所述的金属壳体加工用板材折弯装置,其特征是:两个夹紧板(209)相邻一侧的两个角均为倒角。
5.根据权利要求3所述的金属壳体加工用板材折弯装置,其特征是:所述第一螺杆(204)中间部位两侧的螺纹朝向相反,且第一螺杆(204)两侧的螺纹分别与移动块(203)螺纹连接。
6.根据权利要求1所述的金属壳体加工用板材折弯装置,其特征是:所述牵引机构(5)包括位移板(501)、第三螺杆(502)、第四伺服电机(503)、第四螺杆(504)、第五伺服电机(505)、翻转板(506)和位移块(507),所述第三螺杆(502)位于定位架(4)内并转动连接,且第三螺杆(502)的一端穿过定位架(4)与第四伺服电机(503)连接,所述第三螺杆(502)上螺纹连接有位移板(501),且位移板(501)的顶端设有凹槽,所述凹槽内转动连接第四螺杆(504),且第四螺杆(504)的一端穿过凹槽与伺服电机连接,所述第四螺杆(504)上螺纹连接有两个位移块(507),且位移块(507)远离冲压机构(3)的一侧上转动连接有翻转杆,所述翻转杆的一端固定连接有第五伺服电机(505),且翻转杆上固定连接有翻转板(506)。
7.根据权利要求6所述的金属壳体加工用板材折弯装置,其特征是:所述第四螺杆(504)中间部位两侧的螺纹朝向相反,且第四螺杆(504)两侧的螺纹分别与位移块(507)螺纹连接。
8.根据权利要求1所述的金属壳体加工用板材折弯装置,其特征是:所述冲压机构(3)包括第三伺服电机(301)、第二螺杆(302)、移动板(303)、固定板(304)、定位模块(305)、冲压模块(306)、带动板(307)和电动伸缩杆(308),所述第二螺杆(302)的数量为两个,且两个第二螺杆(302)均位于定位架(4)内并转动连接,所述第二螺杆(302)的一端穿过定位架(4)与第三伺服电机(301)连接,且第二螺杆(302)穿过位移板(501)并与位移板(501)滑动连接,所述第二螺杆(302)上螺纹连接有移动板(303),且移动板(303)上固定连接有固定板(304),所述固定板(304)上固定连接有定位模块(305),所述固定板(304)上表面的两侧分别固定连接有两个电动伸缩杆(308),且电动伸缩杆(308)的伸缩端上固定连接有带动板(307),所述带动板(307)下表面固定连接有冲压模块(306),且冲压模块(306)的位置与定位模块(305)的位置相对应。
9.根据权利要求6所述的金属壳体加工用板材折弯装置,其特征是:所述位移板(501)与第二螺杆(302)滑动连接。
技术总结
一种金属壳体加工用板材折弯装置,涉及金属板材折弯技术领域,定位架内安装有冲压机构和牵引机构,且冲压机构冲压端的位置与牵引机构牵引端的位置相对应,所述主体板上安装有两个夹紧机构,且两个夹紧机构位于定位架的两侧,所述主体板上固定连接有电源开关组,且电源开关组的输入端与外部电源的输出端连接;本发明所述的一种金属壳体加工用板材折弯装置,通过夹紧机构对金属板材进行夹紧定位,通过牵引机构对定位后的金属板材进行折弯,并对重叠后的折弯部位进行压实,使两层板材紧密的贴合在一起,增加板材的强度,折弯后通过牵引机构对板材进行牵引,通过冲压机构对折弯后的板材进行冲压定型,方便工作人员进行操作。
技术研发人员:张芳芳,段闪闪,王培安,王玉林,张文飞,张俊超,杨啸雨
受保护的技术使用者:商丘工学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!