一种多尺寸切换的铝箔餐盒冲压成型加工设备及其切换方法与流程
本发明属于铝箔餐盒生产,特别是涉及一种多尺寸切换的铝箔餐盒冲压成型加工设备及其切换方法。
背景技术:
1、铝箔餐盒是使用比较广泛的一种餐具,铝箔餐盒的厚度一般在0.03mm-0.20mm之间,可分为有皱和无皱两种,也可分为一次性和重复使用两种,常常叫锡纸餐盒,实际上它是3系或8系为铝锭原材料,经过冷轧或热轧成厚度均匀,表面光滑,无针孔,无粉尘颗粒,无异味的铝箔母卷,经过专用设备和模具一次性全自动冷冲压成形的生产工艺。
2、铝箔餐盒需要对冲压成型设备上加工多种规格,则需要更换冲压模具才能实现,由于模具体积较大而且较为笨重,拆卸和安装较为耗时耗力,因而我们提出了一种多尺寸切换的铝箔餐盒冲压成型加工设备及其切换方法,能够自动的对冲压模具进行切换,减少人力消耗的同时还提高效率。
技术实现思路
1、本发明的目的是提供一种多尺寸切换的铝箔餐盒冲压成型加工设备及其切换方法,以解决上述背景技术问题。
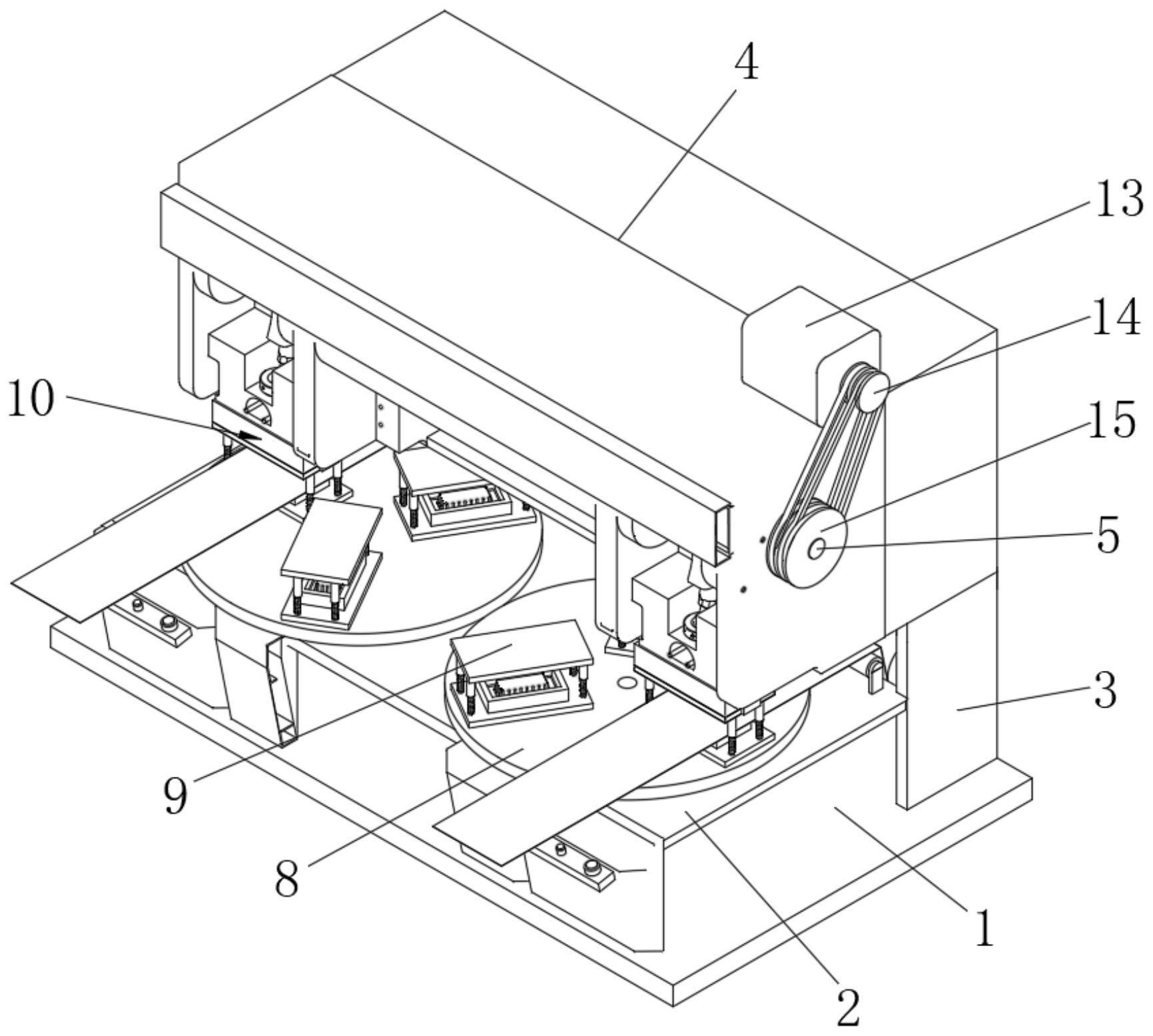
2、本发明解决上述技术问题的技术方案如下:一种多尺寸切换的铝箔餐盒冲压成型加工设备,包括底座板:所述底座板的顶部固定连接有加工台,所述底座板的顶部固定连接有两个立板,两个立板之间设置有废料收卷组件,两个立板的顶部固定连接有冲压架,所述冲压架的内部贯穿式设置有可转动的主转杆,所述主转杆与冲压架之间设置有两个冲压组件,所述底座板的顶部固定转动连接有两个立转杆,所述立转杆的顶部贯穿至加工台的顶部并在表面固定连接有转盘,所述转盘的顶部环形阵列安装有三个不同规格的制作模具,其中一个制作模具的上模具与冲压组件之间设置有夹持组件,所述立转杆与底座板之间设置有驱动组件,所述驱动组件包括固定安装在底座板顶部的电机三,所述电机三的输出轴的表面固定连接有扇形盘和连接杆,所述扇形盘上开设有操作腔,所述连接杆底部的端部固定连接有拨杆,所述立转杆的表面固定连接有转动座,所述转动座的表面环形阵列设置有三个与扇形盘相适配的弧形限位槽,所述转动座的表面环形阵列设置有三个与拨杆相适配的拨动槽。
3、优选的,所述冲压组件包括安装在主转杆上的偏心转杆,所述偏心转杆的表面转动连接有连接座,所述连接座的底部安装有球头杆,所述冲压架上的两个腔体均滑动连接有冲压头,所述冲压头的内侧安装有转转动连接在球头杆表面的球头座。
4、优选的,所述夹持组件包括固定连接在冲压头底部的固定板,所述固定板的一侧嵌入式固定安装有电机二,所述电机二的输出轴固定安装有双向螺纹杆,所述双向螺纹杆的一端与固定板的内壁转动连接,所述双向螺纹杆表面的两侧均螺纹连接有螺纹套,所述螺纹套一侧的底部固定连接有l形夹板。
5、优选的,两个l形夹板夹持在其中一个制作模具上模具的两侧,所述固定板底部的两侧均开设有供l形夹板滑动的限位滑槽。
6、优选的,所述废料收卷组件包括固定在底座板顶部的两个立壳,两个立壳均位于两个立板之间,所述立壳与立板之间转动连接有可拆卸的转辊,所述转辊的表面收卷有铝箔本体。
7、优选的,所述底座板顶部的后侧安装有可转动的转杆,所述转杆表面的两侧与铝箔本体位于转辊内腔的表面均固定连接有带轮一,上下两个带轮一通过皮带一传动连接。
8、优选的,所述底座板的顶部固定安装有电机一,所述电机一的输出轴固定连接有锥齿轮二,所述转杆的表面固定连接有与锥齿轮二相啮合的锥齿轮一。
9、优选的,所述加工台的顶部安装有两个导向辊,所述导向辊的表面与铝箔本体接触。
10、优选的,所述冲压架的顶部固定安装有电机四,所述主转杆的右端贯穿至冲压架的右侧并固定安装有带轮三,所述电机四的输出轴固定连接有带轮二,所述带轮二与带轮三之间通过皮带二传动连接。
11、一种多尺寸切换的铝箔餐盒冲压成型加工设备的切换方法,其切换方法步骤如下:
12、步骤一:当需要对制作模具进行切换时,开启电机二,使得双向螺纹杆转动,双向螺纹杆与螺纹套为螺纹连接,则使得两个螺纹套相背运动,螺纹套则带动两个l形夹板相背运动,脱离与当前制作模具的上模具脱离接触,接着电机四带动带轮二转动,带轮二通过皮带二带动带轮三与主转杆转动,使得冲压头提起一部分距离,进而使得夹持组件上升,接着启动电机三带动扇形盘和连接杆转动,当连接杆底部的拨杆转动至拨动槽的内腔,则会拨动转动座转动一百二十度,转动座则带动立转杆转动,使得转盘转动一百二十度,将另一种尺寸的制作模具转动至夹持组件的底部,期间扇形盘贴合在弧形限位槽的内腔,有效的避免了转动座转动,电机三没转动一圈,则会使得下一个制作模具精准的位于夹持组件的底部,进而避免了立转杆和转盘的转动,接着电机四、带轮二和带轮三带动主转杆转动,使得固定板贴合在制作模具上模具的顶部,电机二带动双向螺纹杆反转,使得两个螺纹套和l形夹板相向运动,使得两个l形夹板夹持在制作模具上模具的两侧,即可实现模具的切换;
13、步骤二:接着工作人员从放卷辊上理出铝箔本体,转辊上理出铝箔本体的一端穿过制作模具的内侧和导向辊,并与转辊固定,冲压时,电机一工作,通过锥齿轮二与锥齿轮一的配合带动转杆转动,两个带轮一在皮带一的传动下带动转辊对铝箔本体进行收卷,期间电机四带动带轮二转动,带轮二通过皮带二带动带轮三转动,带轮三则带动主转杆转动,主转杆则带动偏心转杆转动,偏心转杆则带动连接座上下运动,连接座端部的球头杆在球头座的内腔活动,进而推拉冲压头运动,冲压头则通过夹持组件上下运动带动制作模具的上模具上下运动,即可使得制作模具对铝箔本体进行冲压成型,铝箔本体冲压后则被转辊收卷,再通过卸料结构,让冲压成型的铝箔餐盒脱模即可。
14、1、本发明的有益效果是:本发明通过夹持组件解锁制作模具上模具的固定,通过电机三带动扇形盘和连接杆转动一圈,连接杆上的拨杆转动至拨动槽的内腔,则会使得转动座和立转杆转动一百二十度,立转杆带动转盘转动,进而使得下一个制作模具切换至夹持组件的底部,接着夹持组件将制作模具的上模具进行固定,即可达到能够自动的对冲压模具进行切换,减少人力消耗的同时还提高效率的目的。
15、2、本发明通过限位滑槽的设置,l形夹板移动的时候会在限位滑槽的内腔滑动,为l形夹板进行限位和导向,保证了l形夹板夹持状态的稳定。
技术特征:
1.一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,包括底座板(1):所述底座板(1)的顶部固定连接有加工台(2),所述底座板(1)的顶部固定连接有两个立板(3),两个立板(3)之间设置有废料收卷组件(7),两个立板(3)的顶部固定连接有冲压架(4),所述冲压架(4)的内部贯穿式设置有可转动的主转杆(5),所述主转杆(5)与冲压架(4)之间设置有两个冲压组件(6),所述底座板(1)的顶部固定转动连接有两个立转杆(11),所述立转杆(11)的顶部贯穿至加工台(2)的顶部并在表面固定连接有转盘(8),所述转盘(8)的顶部环形阵列安装有三个不同规格的制作模具(9),其中一个制作模具(9)的上模具与冲压组件(6)之间设置有夹持组件(10),所述立转杆(11)与底座板(1)之间设置有驱动组件(12),所述驱动组件(12)包括固定安装在底座板(1)顶部的电机三(121),所述电机三(121)的输出轴的表面固定连接有扇形盘(122)和连接杆(124),所述扇形盘(122)上开设有操作腔(123),所述连接杆(124)底部的端部固定连接有拨杆(125),所述立转杆(11)的表面固定连接有转动座(126),所述转动座(126)的表面环形阵列设置有三个与扇形盘(122)相适配的弧形限位槽(127),所述转动座(126)的表面环形阵列设置有三个与拨杆(125)相适配的拨动槽(128)。
2.根据权利要求1所述的一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,所述冲压组件(6)包括安装在主转杆(5)上的偏心转杆(61),所述偏心转杆(61)的表面转动连接有连接座(62),所述连接座(62)的底部安装有球头杆(63),所述冲压架(4)上的两个腔体均滑动连接有冲压头(64),所述冲压头(64)的内侧安装有转转动连接在球头杆(63)表面的球头座(65)。
3.根据权利要求2所述的一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,所述夹持组件(10)包括固定连接在冲压头(64)底部的固定板(101),所述固定板(101)的一侧嵌入式固定安装有电机二(102),所述电机二(102)的输出轴固定安装有双向螺纹杆(103),所述双向螺纹杆(103)的一端与固定板(101)的内壁转动连接,所述双向螺纹杆(103)表面的两侧均螺纹连接有螺纹套(104),所述螺纹套(104)一侧的底部固定连接有l形夹板(105)。
4.根据权利要求3所述的一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,两个l形夹板(105)夹持在其中一个制作模具(9)上模具的两侧,所述固定板(101)底部的两侧均开设有供l形夹板(105)滑动的限位滑槽(106)。
5.根据权利要求4所述的一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,所述废料收卷组件(7)包括固定在底座板(1)顶部的两个立壳(71),两个立壳(71)均位于两个立板(3)之间,所述立壳(71)与立板(3)之间转动连接有可拆卸的转辊(72),所述转辊(72)的表面收卷有铝箔本体(73)。
6.根据权利要求5所述的一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,所述底座板(1)顶部的后侧安装有可转动的转杆(74),所述转杆(74)表面的两侧与铝箔本体(73)位于转辊(72)内腔的表面均固定连接有带轮一(75),上下两个带轮一(75)通过皮带一传动连接。
7.根据权利要求6所述的一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,所述底座板(1)的顶部固定安装有电机一(77),所述电机一(77)的输出轴固定连接有锥齿轮二(78),所述转杆(74)的表面固定连接有与锥齿轮二(78)相啮合的锥齿轮一(76)。
8.根据权利要求7所述的一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,所述加工台(2)的顶部安装有两个导向辊(79),所述导向辊(79)的表面与铝箔本体(73)接触。
9.根据权利要求8所述的一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,所述冲压架(4)的顶部固定安装有电机四(13),所述主转杆(5)的右端贯穿至冲压架(4)的右侧并固定安装有带轮三(15),所述电机四(13)的输出轴固定连接有带轮二(14),所述带轮二(14)与带轮三(15)之间通过皮带二传动连接。
10.一种多尺寸切换的铝箔餐盒冲压成型加工设备的切换方法,其应用于权利要求1-9任一项所述的一种多尺寸切换的铝箔餐盒冲压成型加工设备,其特征在于,其切换方法步骤如下:
技术总结
本发明公开了一种多尺寸切换的铝箔餐盒冲压成型加工设备,包括底座板:所述底座板的顶部固定连接有加工台,所述底座板的顶部固定连接有两个立板,两个立板之间设置有废料收卷组件,两个立板的顶部固定连接有冲压架,所述冲压架的内部贯穿式设置有可转动的主转杆。本发明通过夹持组件解锁制作模具上模具的固定,通过电机三带动扇形盘和连接杆转动一圈,连接杆上的拨杆转动至拨动槽的内腔,则会使得转动座和立转杆转动一百二十度,立转杆带动转盘转动,进而使得下一个制作模具切换至夹持组件的底部,接着夹持组件将制作模具的上模具进行固定,即可达到能够自动的对冲压模具进行切换,减少人力消耗的同时还提高效率的目的。
技术研发人员:薛中华,刘红贺,薛涛
受保护的技术使用者:安徽箔洱特铝制品有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!