一种提高60NU75V钢轨焊接接头性能的焊接方法与流程
本发明属于钢轨焊接,具体涉及一种提高60n u75v钢轨焊接接头性能的焊接方法。
背景技术:
1、目前国内针对钢轨(例如60n u75v钢轨)的焊接工艺主要存在三方面问题:一、焊接过热区缺陷较多,闪光焊的过热区存在出现异常显微组织。二、由于焊接热影响区的循环加热,使其晶粒度明显增加,导致闪光焊接头韧性的降低,造成焊缝塌陷,对行车安全造成一定影响。三、由于焊接过程中碳及合金的烧损,接头力学性能降低明显,线路服役过程中会出现磨耗和剥离掉块的现象。因此提高钢轨焊接接头的性能,保证钢轨焊接的质量,对于铁路的安全运营有重要意义。
技术实现思路
1、针对现有技术中存在的一个或多个问题,本发明提供一种提高60n u75v钢轨焊接接头性能的焊接方法,其中所述60n u75v钢轨焊接接头性能满足:接头硬度平均值hj与母材硬度平均值hp的比值满足1.06hp≥hj≥1.01hp;接头软点硬度平均值hj1与母材硬度平均值hp的比值≥0.80;软化区域小于10mm;
2、所述焊接方法采用固定闪光焊焊接方法,其包括以下步骤:
3、1)将60n u75v钢轨端面打磨除锈及电极夹持端除锈打磨;
4、2)钢轨焊接;焊机油温控制在38-42℃,水温控制在18-22℃,电网电压在410-415v之间;
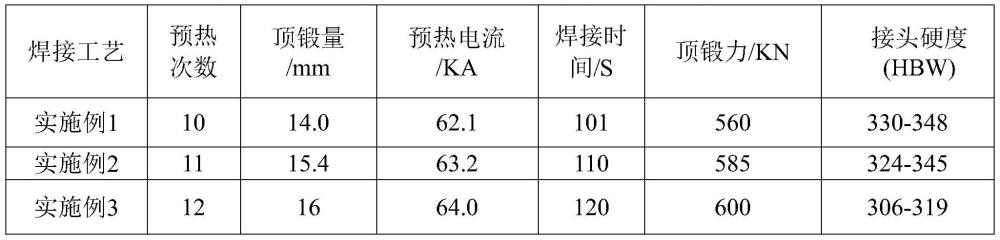
5、3)接头焊接工艺:钢轨焊缝合缝量控制在10-12mm之间,起拱量控制在0.40-0.50mm之间,焊接预热次数控制在10-12次之间,二次预热电流控制在62-64ka之间,焊接顶锻量控制在14-16mm之间,顶锻力控制在560-600kn之间,焊接时间控制在100-120s之间。
6、在一些实施方式中,所述60n u75v钢轨焊接接头性能满足:接头硬度平均值hj与母材硬度平均值hp的比值满足1.06hp≥hj≥1.01hp;接头软点硬度平均值hj1与母材硬度平均值hp的比值≥0.88;软化区域不大于7mm。
7、基于以上技术方案提供的提高60n u75v钢轨焊接接头性能的焊接方法通过采用固定闪光焊焊接方法并优化控制焊接工艺参数,可使60n u75v钢轨焊接接头性能得到明显提高,解决了60n u75v钢轨焊接接头硬度偏低、接头低塌的难题,同时该焊接方法焊接的钢轨获得正常的珠光体组织,无异常组织;可有效的改善钢轨接头与母材的性能匹配,得到了与母材性能相匹配的优良接头,使接头性能满足《tb/t 1632.2-2014钢轨焊接第2部分:闪光焊接》中对接头力学性能和落锤的检验要求,其中焊接接头硬度平均值hj与母材硬度平均值hp的比值满足1.06hp≥hj≥1.01hp;接头软点硬度平均值hj1与母材硬度平均值hp的比值≥0.80(优选为≥0.88);软化区域小于10mm(优选不大于7mm)。
技术特征:
1.一种提高60n u75v钢轨焊接接头性能的焊接方法,其特征在于,所述60n u75v钢轨焊接接头性能满足:接头硬度平均值hj与母材硬度平均值hp的比值满足1.06hp≥hj≥1.01hp;接头软点硬度平均值hj1与母材硬度平均值hp的比值≥0.80;软化区域小于10mm;
2.根据权利要求1所述的焊接方法,其特征在于,所述60n u75v钢轨焊接接头性能满足:接头硬度平均值hj与母材硬度平均值hp的比值满足1.06hp≥hj≥1.01hp;接头软点硬度平均值hj1与母材硬度平均值hp的比值≥0.88;软化区域不大于7mm。
技术总结
本发明公开一种提高60N U75V钢轨焊接接头性能的焊接方法,其包括采用固定闪光焊接方法对60N U75V钢轨进行焊接,其中电网电压在410‑415V之间,钢轨焊缝起拱量控制在0.40‑0.50mm之间,二次预热电流控制在62‑64kA之间,焊接顶锻量控制在14‑16mm之间,顶锻力控制在560‑600kN之间,焊接时间控制在100‑120s之间。本发明方法可以有效提高60N U75V钢轨焊接接头的性能,满足:接头硬度平均值HJ与母材硬度平均值HP的比值满足1.06HP≥HJ≥1.01HP;接头软点硬度平均值HJ1与母材硬度平均值HP的比值≥0.80;软化区域小于10mm。
技术研发人员:董捷,薛虎东,田利明,赵桂英,王嘉伟,郑瑞,王慧军,边影
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!