一种汽车零部件冲压成型模具的制作方法
本发明涉及冲压成型模具,具体为一种汽车零部件冲压成型模具。
背景技术:
1、冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品,冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系,模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力,冲压模具的形式很多,冲模也依工作性质、模具构造、模具材料三方面来分类,依产品的加工方法分类可分为可将模具分成冲剪模具、弯曲模具、抽制模具、成型模具和压缩模具等五大类,汽车冲压件生产中,是通过冲压设备将钢材、板材或者钢带放置在冲压模上,上方冲压装置通过冲压头对钢材施加压力,使其产生塑性变形或分离,从而获得所需的形状和尺寸的汽车零部件,压力机和模具对板材、带材、管材和型材等施加外力,下方的冲压装置通过凸模对钢材施加压力,使其产生塑性变形或分离,从而获得所需的形状和尺寸的汽车零部件,冲压的坯料主要是热轧和冷轧的钢板和钢带。
2、现有的汽车零部件冲压成型模具,由于结构设计缺陷,存在零部件表面的摩擦阻力相差较大,导致部件会向摩擦阻力较大的一侧偏移,以及无法对连续长时间冲压过热模具进行冲洗降温的问题。
技术实现思路
1、本发明提供了一种汽车零部件冲压成型模具,解决了上述背景技术中所提到的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种汽车零部件冲压成型模具,包括
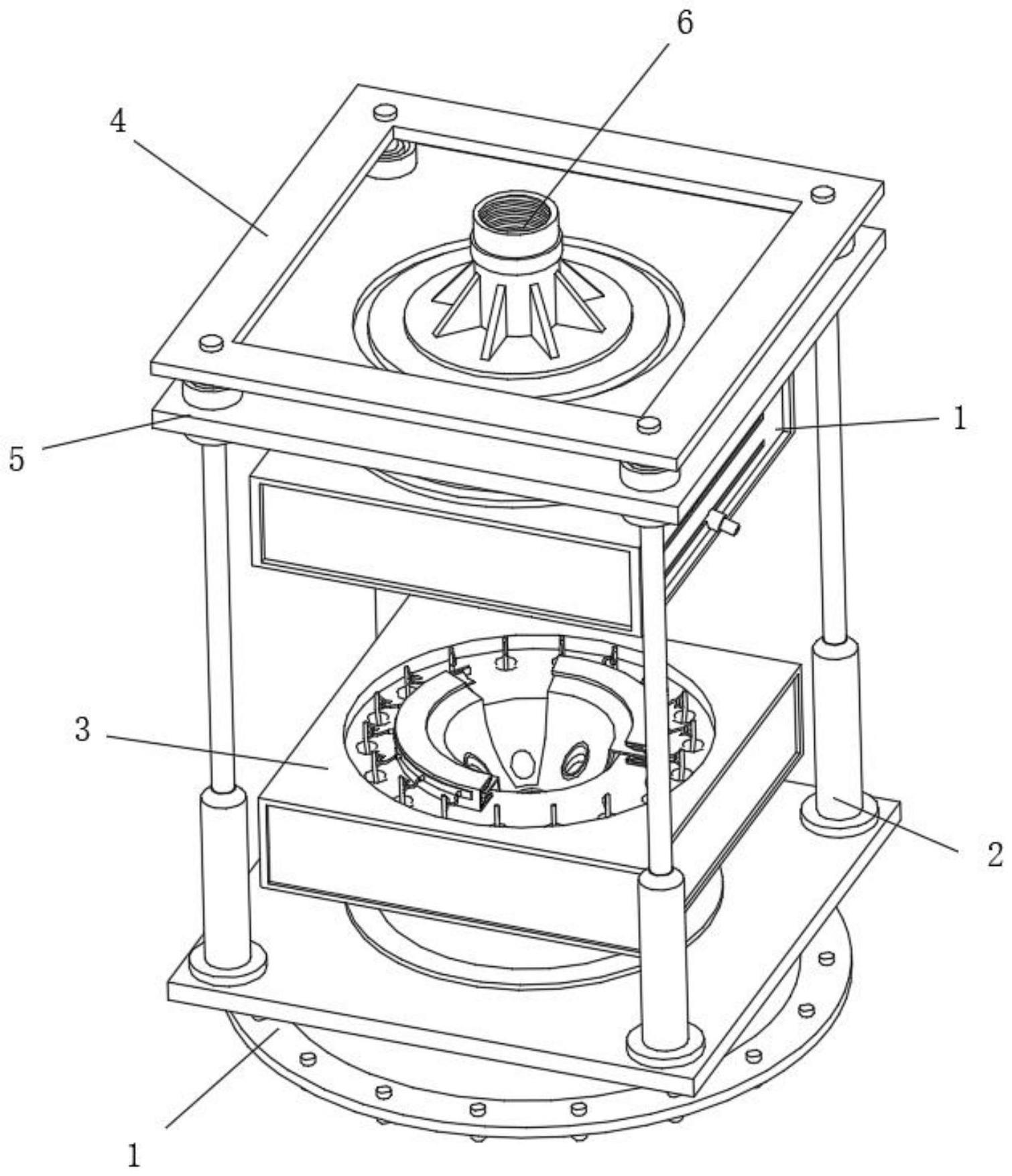
3、固定座,所述固定座顶部靠近边缘的位置固定连接有导柱,所述导柱远离固定座的一端固定连接有限位板;
4、防偏移机构,用于对汽车零部件的侧边位置施加拉力,汽车零部件为形状不规则板材,所述防偏移机构将零部件的边缘粘合,使得模具相合冲压时零部件边缘受力相同;包括定模体和下拉组件,所述定模体的顶部开设有环形凹孔,所述定模体内部靠近边缘的位置开设有管孔,所述下拉组件的顶部固定连接有压边组件,所述压边组件的内侧面与零部件的表面粘合,所述下拉组件对压边组件施加拉力对零部件进行限位;
5、防过热机构,所述防过热机构的内侧面与导柱的表面滑动连接,所述防过热机构的顶部固定连接有连接筒,所述连接筒外接冲压机带动防过热机构向下移动,所述防过热机构与定模体相合时对零部件进行冲压成型。
6、优选的,所述下拉组件的表面与固定座内侧面的中部位置固定连接,所述定模体内侧面的中部位置开设有成型腔,所述环形凹孔与管孔相连通,零部件为非规则板材,利用压覆板对零部件进行直接压覆,会导致零部件刚性受力材料拉裂的问题,采用柔性压覆材料不容易使得材料边缘受力一致,冲压时零部件容易偏斜。
7、优选的,所述下拉组件包括固定筒,所述固定筒表面的上方位置与固定座内侧面的中部位置固定连接,所述固定筒的内侧面滑动连接有滑塞。
8、优选的,所述滑塞的底部固定连接有拉杆,所述拉杆外接压力机带动其向下移动,所述滑塞的顶部固定连接有钢丝绳,所述钢丝绳的数量有若干个,弧形壁放置在环形凹孔的上方位置,零部件的边缘延伸至弧形壁的内侧面,粘贴带对零部件施加包覆力,管孔与固定筒的内部连通。
9、优选的,所述压边组件包括弧形壁,所述弧形壁的底部与定模体的顶部紧密接触,所述弧形壁的内侧面固定连接有粘贴带,所述粘贴带的表面与零部件的表面紧密接触。
10、优选的,所述弧形壁表面的中部位置固定连接有挂钩,所述钢丝绳的顶端固定连接有弯条,所述挂钩的一端套设在弯条的表面。
11、优选的,所述防过热机构包括动模体,所述动模体的内侧面与导柱的表面滑动连接,所述动模体内侧面的上方位置固定连接有喷头,所述动模体内侧面的下方位置固定连接有斜管,动模体被冲压机带动向下移动,增效组件将零部件向下压入成型腔,螺旋管卷绕在增效组件表面的上方位置,螺旋管的内部通入冷却水。
12、优选的,所述斜管的表面固定连接有螺旋管,所述动模体内侧面的底部固定连接有增效组件,所述动模体内侧面的顶部固定连接有稳固组件。
13、优选的,所述稳固组件包括启闭机,所述启闭机的顶部与动模体内侧面的顶部固定连接,所述启闭机的输入端通过螺纹连接有螺纹筒,弧形杆的底端与固定盘顶部靠近边缘的位置转动连接,转动环的内侧面与延伸杆的表面滑动连接,延伸杆对螺纹筒的移动进行支撑,凸模体被动模体带动向下移动。
14、优选的,所述螺纹筒的底端转动连接有转动环,所述转动环的表面转动连接有弧形杆,所述弧形杆的底端与增效组件内侧面的底部转动连接。
15、优选的,所述增效组件包括固定模,所述固定模的表面与动模体内侧面的底部固定连接,所述固定模表面的上方位置开设有孔,螺纹筒在启闭机的带动下旋转向下移动,转动环的表面被弧形杆限制,转动环向下滑动使得弧形杆对固定盘的边缘位置施加向下的压力,且固定盘向下受压均匀。
16、优选的,所述固定模内侧面靠近下方位置固定连接有凸模体,所述凸模体的顶部固定连接有固定盘,所述固定盘的顶部固定连接有延伸杆。
17、本发明提供了一种汽车零部件冲压成型模具。具备以下有益效果:
18、1、该汽车零部件冲压成型模具,该装置利用压边组件的内侧面与零部件边缘位置粘合,下拉组件对压边组件施加斜向下的拉力,使得零部件被压覆在环形凹孔的位置,防过热机构向下冲击定模体,成型腔对零部件进行冲压成型,解决了零部件表面的摩擦阻力相差较大,导致部件会向摩擦阻力较大的一侧偏移的问题。
19、2、该汽车零部件冲压成型模具,钢丝绳的顶端通过管孔延伸至挂钩的位置,钢丝绳的底端被滑塞拉扯,定模体靠近管孔的表面开设倒圆,有效避免局部钢丝绳受力过大,拉杆外接设备带动滑塞向下滑动,滑塞的表面与固定筒的内侧面紧密接触,从而避免钢丝绳之间受力不均,利用钢丝绳对零部件进行均匀限位的效果更好。
20、3、该汽车零部件冲压成型模具,斜管倾斜设置在动模体下方位置,利于冷凝水通过螺旋管以及斜管流出,喷头喷出气体对增效组件的内侧面进行冲击,配合螺旋管的冷却,增效组件连续冲压产生的热量被快速带离,冲压模具冲洗后容易粘附杂质会造成零部件冲压缺陷,解决了无法对连续长时间冲压过热模具进行冲洗降温的问题。
21、4、该汽车零部件冲压成型模具,固定模将零部件压入成型腔,凸模体对零部件的孔进行成型,固定模对零部件的结构进行成型,固定盘将多个凸模体进行连接,固定模的内侧面与动模体的内侧面进行连通,冷却气体被喷头冲击在固定模的内侧面,从而使得固定模冷却效果更好,同时,避免冷凝水在固定模的内侧面沉积。
22、5、该汽车零部件冲压成型模具,固定模向下移动时会受到冲击力,该冲击力会造成凸模体轴线偏移,从而造成零部件受压偏移造成冲压缺陷,弧形杆被螺纹筒向下锁定,使得固定盘不易受冲击失稳,同时,固定盘将多个凸模体的顶部进行连接,降低了模具失稳的可能性,可有效防止零部件受压偏移造成冲压缺陷。
技术特征:
1.一种汽车零部件冲压成型模具,其特征在于:包括
2.根据权利要求1所述的一种汽车零部件冲压成型模具,其特征在于:所述下拉组件(35)的表面与固定座(1)内侧面的中部位置固定连接,所述定模体(31)内侧面的中部位置开设有成型腔(34),所述环形凹孔(32)与管孔(33)相连通。
3.根据权利要求2所述的一种汽车零部件冲压成型模具,其特征在于:所述下拉组件(35)包括固定筒(351),所述固定筒(351)表面的上方位置与固定座(1)内侧面的中部位置固定连接,所述固定筒(351)的内侧面滑动连接有滑塞(353)。
4.根据权利要求3所述的一种汽车零部件冲压成型模具,其特征在于:所述滑塞(353)的底部固定连接有拉杆(352),所述拉杆(352)外接压力机带动其向下移动,所述滑塞(353)的顶部固定连接有钢丝绳(354),所述钢丝绳(354)的数量有若干个。
5.根据权利要求4所述的一种汽车零部件冲压成型模具,其特征在于:所述压边组件(36)包括弧形壁(361),所述弧形壁(361)的底部与定模体(31)的顶部紧密接触,所述弧形壁(361)的内侧面固定连接有粘贴带(362),所述粘贴带(362)的表面与零部件的表面紧密接触。
6.根据权利要求5所述的一种汽车零部件冲压成型模具,其特征在于:所述弧形壁(361)表面的中部位置固定连接有挂钩(363),所述钢丝绳(354)的顶端固定连接有弯条(364),所述挂钩(363)的一端套设在弯条(364)的表面。
7.根据权利要求1所述的一种汽车零部件冲压成型模具,其特征在于:所述防过热机构(5)包括动模体(51),所述动模体(51)的内侧面与导柱(2)的表面滑动连接,所述动模体(51)内侧面的上方位置固定连接有喷头(52),所述动模体(51)内侧面的下方位置固定连接有斜管(56)。
8.根据权利要求7所述的一种汽车零部件冲压成型模具,其特征在于:所述斜管(56)的表面固定连接有螺旋管(55),所述动模体(51)内侧面的底部固定连接有增效组件(54),所述动模体(51)内侧面的顶部固定连接有稳固组件(53)。
9.根据权利要求8所述的一种汽车零部件冲压成型模具,其特征在于:所述增效组件(54)包括固定模(541),所述固定模(541)的表面与动模体(51)内侧面的底部固定连接,所述固定模(541)表面的上方位置开设有孔。
10.根据权利要求9所述的一种汽车零部件冲压成型模具,其特征在于:所述固定模(541)内侧面靠近下方位置固定连接有凸模体(542),所述凸模体(542)的顶部固定连接有固定盘(543),所述固定盘(543)的顶部固定连接有延伸杆(544)。
技术总结
本发明公开了一种汽车零部件冲压成型模具,本发明涉及冲压成型模具技术领域,包括防偏移机构,用于对汽车零部件的侧边位置施加拉力,汽车零部件为形状不规则板材,所述防偏移机构将零部件的边缘粘合,使得模具相合冲压时零部件边缘受力相同;包括定模体和下拉组件,所述定模体的顶部开设有环形凹孔。该汽车零部件冲压成型模具,该装置利用压边组件的内侧面与零部件边缘位置粘合,下拉组件对压边组件施加斜向下的拉力,使得零部件被压覆在环形凹孔的位置,防过热机构向下冲击定模体,成型腔对零部件进行冲压成型,解决了零部件表面的摩擦阻力相差较大,导致部件会向摩擦阻力较大的一侧偏移的问题。
技术研发人员:杨镭,王超云,王颖姿
受保护的技术使用者:广州市迅兴精密工业有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!