一种用于焊接螺母和T型垫块的自动化设备的制作方法
本发明涉及汽车零部件焊接加工,尤其涉及一种用于焊接螺母和t型垫块的自动化设备。
背景技术:
1、汽车零部件是构成汽车配件加工整体的各单元及服务于汽车配件加工的产品,包括发动机配件、传动系配件、转向系配件和行走系配件等,其中行走系配件中的后桥等组件连接中常会用到t型垫块和螺母的配合使用。
2、现有的螺母和t型垫块的焊接设备在实际使用时,其需要人工手动将螺母和t型垫块进行对接,存在一定的安全隐患,且人工操作不便于快速下料,焊接效率低下,现提出一种用于焊接螺母和t型垫块的自动化设备来解决上述问题。
技术实现思路
1、本发明提出了一种用于焊接螺母和t型垫块的自动化设备,用于解决背景技术中现有的螺母和t型垫块的焊接设备在实际使用时,其需要人工手动将螺母和t型垫块进行对接,存在一定的安全隐患,且人工操作不便于快速下料,焊接效率低下的技术问题。
2、为了实现上述目的,本发明采用了如下技术方案:
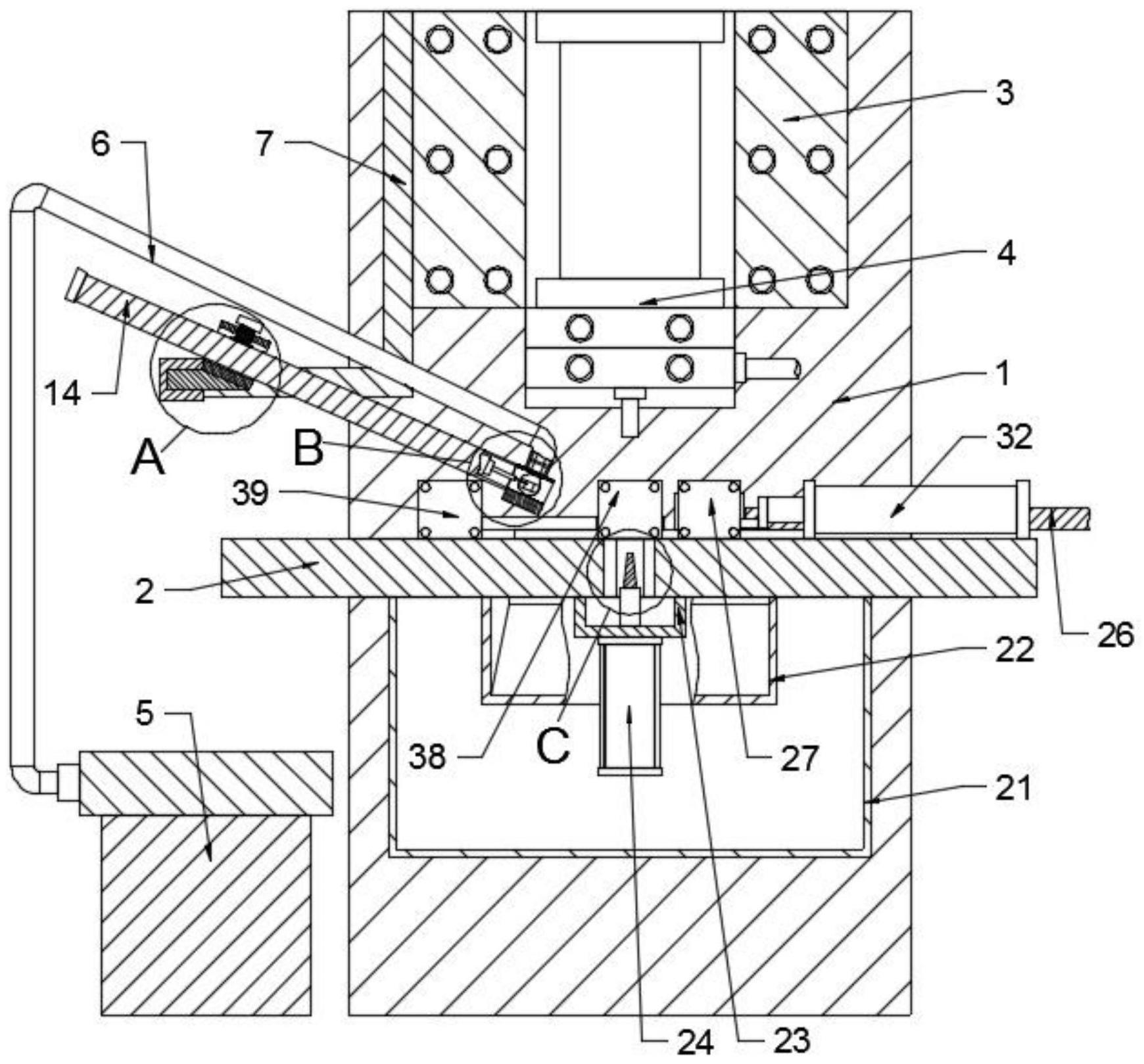
3、一种用于焊接螺母和t型垫块的自动化设备,包括机体,所述机体上设有支撑台,所述机体的前端侧壁上设有固定板,所述固定板的前端侧壁上设有液压电焊机本体,所述机体的左侧设有螺母输送机本体,所述螺母输送机本体的输出端连通设置有输送管,所述固定板的左侧壁上固定连接有l型固定杆,所述l型固定杆的水平段上设有螺母导向机构,所述支撑台的上端设有焊接通孔和排料开口,所述焊接通孔位于液压电焊机本体焊头的正下方,所述排料开口位于焊接通孔的前侧设置,所述支撑台的上端设有用于t型垫块的对接机构和定位机构。
4、优选地,所述螺母导向机构包括固定连接于l型固定杆水平段上的固定块,所述固定块的前端侧壁上固定连接有连接杆,所述连接杆远离固定块的侧壁上固定连接有安装块,所述安装块的前端侧壁上设有弧形安装槽,所述弧形安装槽内插设有套筒,所述套筒的下端固定连接有接头,所述接头与输送管的自由端呈连通设置,所述套筒内固定安装有气缸,所述弧形安装槽的弧形内壁上贯穿设有限位螺栓,所述限位螺栓与套筒的环形侧壁相抵接触。
5、优选地,所述接头内设有左右连通设置的圆形通槽,所述气缸活塞杆的自由端固定连接有锥形导向电磁杆,所述圆形通槽的环形内壁上设有圆形孔,所述输送管的自由端与圆形孔呈连通设置,所述锥形导向电磁杆远离气缸的一端插设于圆形通槽内,所述锥形导向电磁杆位于圆形通槽内的一端紧靠圆形孔设置。
6、优选地,所述支撑台的下端固定连接有l型集料槽,所述支撑台位于l型集料槽内的下端固定连接有倾斜溜槽,所述倾斜溜槽位于焊接通孔和排料开口之间,且靠近排料开口的后侧内壁设置,所述支撑台位于l型集料槽内的下端固定连接有u型座,所述u型座位于倾斜溜槽的后侧,所述u型座水平段的下端固定安装有第一液压缸,所述第一液压缸活塞杆的上端竖直贯穿u型座的水平段设置,所述第一液压缸活塞杆的上端固定连接有锥形定位头,所述锥形定位头正对焊接通孔设置。
7、优选地,所述对接机构包括分别设置于支撑台右后侧上端的垫块上料器本体和固定安装于支撑台前侧上端的第二液压缸,所述第二液压缸的活塞杆上固定连接有第一l型块,所述第一l型块的水平段上固定连接有第一连接块,所述第一连接块远离第一l型块的一端固定连接有对接块,所述支撑台的上端设有限位槽,所述焊接通孔位于限位槽的左侧底部上,所述限位槽的右侧内壁与支撑台的右端侧壁呈连通设置,所述支撑台的右侧上端固定安装有第三液压缸,所述第三液压缸的活塞杆上固定连接有第一竖块,所述第一竖块远离第三液压缸的一端固定连接有条形定位块,所述条形定位块正对限位槽设置。
8、优选地,所述对接块位于中心位置的下端设有开槽,所述开槽与限位槽的宽度大小相等,所述开槽的顶面上设有条形开口,所述条形开口的内壁上固定安装有电磁块。
9、优选地,所述定位机构包括分别固定安装于支撑台前侧上端的第四液压缸和固定安装于支撑台左后侧上端第五液压缸,所述第四液压缸的活塞杆上固定连接有第二l型块,所述第二l型块的水平段上固定连接有第二连接块,所述第二连接块远离第二l型块的一端固定连接有活动块,所述活动块远离第二连接块的下端固定连接有第一定位块,所述第一定位块正对排料开口设置,所述支撑台位于限位槽一侧的上端固定连接有u型限位座,所述u型限位座的两侧竖直段分别位于限位槽的左右两侧且呈平行设置,所述u型限位座两侧竖直段的下端均设有左右连通设置的矩形通槽,所述第一定位块正对左侧矩形通槽设置,所述第五液压缸的活塞杆上固定连接有第二竖块,所述第二竖块远离第五液压缸的侧壁上固定连接有条形连块,所述条形连块远离第二竖块的下端固定连接有第二定位块,所述第二定位块正对右侧矩形通槽设置。
10、优选地,所述第一连接块与第一l型块和对接块之间,以及第二连接块与第二l型块和活动块之间均通过螺栓固定连接,所述第一连接块位于第一l型块与对接块的下端,所述第二连接块位于第二l型块与活动块的上端,所述第一定位块与活动块之间,以及第二定位块与条形连块之间均通过螺栓固定连接,所述u型限位座利用螺栓固定在支撑台的上端。
11、本发明与现有技术相比,其有益效果为:
12、1、通过对接机构和螺母导向机构配合锥形定位头将螺母和t型垫块进行对接,使得液压电焊机本体对螺母和t型垫块进行自动焊接,代替人工对接螺母和t型垫块,降低安全隐患。
13、2、通过第一定位块配合第二定位块对限位槽内的t型垫块进行定位,焊接后由第四液压缸带动第一定位块与排料开口错位,并由第五液压缸带动第二定位块将焊接成品推向至排料开口内,沿着倾斜溜槽导入l型集料槽内,便于快速卸料,提高焊接效率。
技术特征:
1.一种用于焊接螺母和t型垫块的自动化设备,包括机体(1),所述机体(1)上设有支撑台(2),所述机体(1)的前端侧壁上设有固定板(3),所述固定板(3)的前端侧壁上设有液压电焊机本体(4),所述机体(1)的左侧设有螺母输送机本体(5),所述螺母输送机本体(5)的输出端连通设置有输送管(6),其特征在于,所述固定板(3)的左侧壁上固定连接有l型固定杆(7),所述l型固定杆(7)的水平段上设有螺母导向机构,所述支撑台(2)的上端设有焊接通孔(8)和排料开口(9),所述焊接通孔(8)位于液压电焊机本体(4)焊头的正下方,所述排料开口(9)位于焊接通孔(8)的前侧设置,所述支撑台(2)的上端设有用于t型垫块的对接机构和定位机构。
2.根据权利要求1所述的一种用于焊接螺母和t型垫块的自动化设备,其特征在于,所述螺母导向机构包括固定连接于l型固定杆(7)水平段上的固定块(10),所述固定块(10)的前端侧壁上固定连接有连接杆(11),所述连接杆(11)远离固定块(10)的侧壁上固定连接有安装块(12),所述安装块(12)的前端侧壁上设有弧形安装槽(13),所述弧形安装槽(13)内插设有套筒(14),所述套筒(14)的下端固定连接有接头(15),所述接头(15)与输送管(6)的自由端呈连通设置,所述套筒(14)内固定安装有气缸(16),所述弧形安装槽(13)的弧形内壁上贯穿设有限位螺栓(17),所述限位螺栓(17)与套筒(14)的环形侧壁相抵接触。
3.根据权利要求2所述的一种用于焊接螺母和t型垫块的自动化设备,其特征在于,所述接头(15)内设有左右连通设置的圆形通槽(18),所述气缸(16)活塞杆的自由端固定连接有锥形导向电磁杆(19),所述圆形通槽(18)的环形内壁上设有圆形孔(20),所述输送管(6)的自由端与圆形孔(20)呈连通设置,所述锥形导向电磁杆(19)远离气缸(16)的一端插设于圆形通槽(18)内,所述锥形导向电磁杆(19)位于圆形通槽(18)内的一端紧靠圆形孔(20)设置。
4.根据权利要求1所述的一种用于焊接螺母和t型垫块的自动化设备,其特征在于,所述支撑台(2)的下端固定连接有l型集料槽(21),所述支撑台(2)位于l型集料槽(21)内的下端固定连接有倾斜溜槽(22),所述倾斜溜槽(22)位于焊接通孔(8)和排料开口(9)之间,且靠近排料开口(9)的后侧内壁设置,所述支撑台(2)位于l型集料槽(21)内的下端固定连接有u型座(23),所述u型座(23)位于倾斜溜槽(22)的后侧,所述u型座(23)水平段的下端固定安装有第一液压缸(24),所述第一液压缸(24)活塞杆的上端竖直贯穿u型座(23)的水平段设置,所述第一液压缸(24)活塞杆的上端固定连接有锥形定位头(25),所述锥形定位头(25)正对焊接通孔(8)设置。
5.根据权利要求1所述的一种用于焊接螺母和t型垫块的自动化设备,其特征在于,所述对接机构包括分别设置于支撑台(2)右后侧上端的垫块上料器本体(26)和固定安装于支撑台(2)前侧上端的第二液压缸(27),所述第二液压缸(27)的活塞杆上固定连接有第一l型块(28),所述第一l型块(28)的水平段上固定连接有第一连接块(29),所述第一连接块(29)远离第一l型块(28)的一端固定连接有对接块(30),所述支撑台(2)的上端设有限位槽(31),所述焊接通孔(8)位于限位槽(31)的左侧底部上,所述限位槽(31)的右侧内壁与支撑台(2)的右端侧壁呈连通设置,所述支撑台(2)的右侧上端固定安装有第三液压缸(32),所述第三液压缸(32)的活塞杆上固定连接有第一竖块(33),所述第一竖块(33)远离第三液压缸(32)的一端固定连接有条形定位块(34),所述条形定位块(34)正对限位槽(31)设置。
6.根据权利要求5所述的一种用于焊接螺母和t型垫块的自动化设备,其特征在于,所述对接块(30)位于中心位置的下端设有开槽(35),所述开槽(35)与限位槽(31)的宽度大小相等,所述开槽(35)的顶面上设有条形开口(36),所述条形开口(36)的内壁上固定安装有电磁块(37)。
7.根据权利要求5所述的一种用于焊接螺母和t型垫块的自动化设备,其特征在于,所述定位机构包括分别固定安装于支撑台(2)前侧上端的第四液压缸(38)和固定安装于支撑台(2)左后侧上端第五液压缸(39),所述第四液压缸(38)的活塞杆上固定连接有第二l型块(40),所述第二l型块(40)的水平段上固定连接有第二连接块(41),所述第二连接块(41)远离第二l型块(40)的一端固定连接有活动块(42),所述活动块(42)远离第二连接块(41)的下端固定连接有第一定位块(43),所述第一定位块(43)正对排料开口(9)设置,所述支撑台(2)位于限位槽(31)一侧的上端固定连接有u型限位座(44),所述u型限位座(44)的两侧竖直段分别位于限位槽(31)的左右两侧且呈平行设置,所述u型限位座(44)两侧竖直段的下端均设有左右连通设置的矩形通槽(45),所述第一定位块(43)正对左侧矩形通槽(45)设置,所述第五液压缸(39)的活塞杆上固定连接有第二竖块(46),所述第二竖块(46)远离第五液压缸(39)的侧壁上固定连接有条形连块(47),所述条形连块(47)远离第二竖块(46)的下端固定连接有第二定位块(48),所述第二定位块(48)正对右侧矩形通槽(45)设置。
8.根据权利要求7所述的一种用于焊接螺母和t型垫块的自动化设备,其特征在于,所述第一连接块(29)与第一l型块(28)和对接块(30)之间,以及第二连接块(41)与第二l型块(40)和活动块(42)之间均通过螺栓固定连接,所述第一连接块(29)位于第一l型块(28)与对接块(30)的下端,所述第二连接块(41)位于第二l型块(40)与活动块(42)的上端,所述第一定位块(43)与活动块(42)之间,以及第二定位块(48)与条形连块(47)之间均通过螺栓固定连接,所述u型限位座(44)利用螺栓固定在支撑台(2)的上端。
技术总结
本发明公开了一种用于焊接螺母和T型垫块的自动化设备,包括机体,所述机体上设有支撑台,所述机体的前端侧壁上设有固定板,所述固定板的前端侧壁上设有液压电焊机本体,所述机体的左侧设有螺母输送机本体。本发明对接机构和螺母导向机构配合锥形定位头将螺母和T型垫块进行对接,使得液压电焊机本体对螺母和T型垫块进行自动焊接,代替人工对接螺母和T型垫块,降低安全隐患,通过第一定位块配合第二定位块对限位槽内的T型垫块进行定位,焊接后由第四液压缸带动第一定位块与排料开口错位,并由第五液压缸带动第二定位块将焊接成品推向至排料开口内,沿着倾斜溜槽导入L型集料槽内,便于快速卸料,提高焊接效率。
技术研发人员:骆思忠
受保护的技术使用者:安徽鼎聚焊接科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!