密封盖压装设备及其压装方法与流程
本发明涉及密封盖压装,尤其是涉及一种密封盖压装设备及其压装方法。
背景技术:
1、双质量飞轮,是20世纪80年代末在汽车动力传动系中应用的新型结构,也是一种传动系统中的特殊飞轮设计,用于减振和改善发动机与传动系统之间的连接,可较为有效地隔离发动机曲轴的扭振,有利于改善汽车的使用性能。
2、在双质量飞轮的生产过程中,需要对飞轮的密封盖进行压装,其中包含了放置和压装两个步骤,现有的制造工艺通常将两个步骤分成两道工序,随着工序的增加,生产线也会变得更加复杂,每个工序都需要独立的设备、工具和操作步骤,由此不仅增加了生产的设备投入成本,还降低了密封盖的压装效率。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,为此,本发明提出一种密封盖压装设备及其压装方法,能够减少设备和人力的投入,提高生产效率的同时降低生产成本。
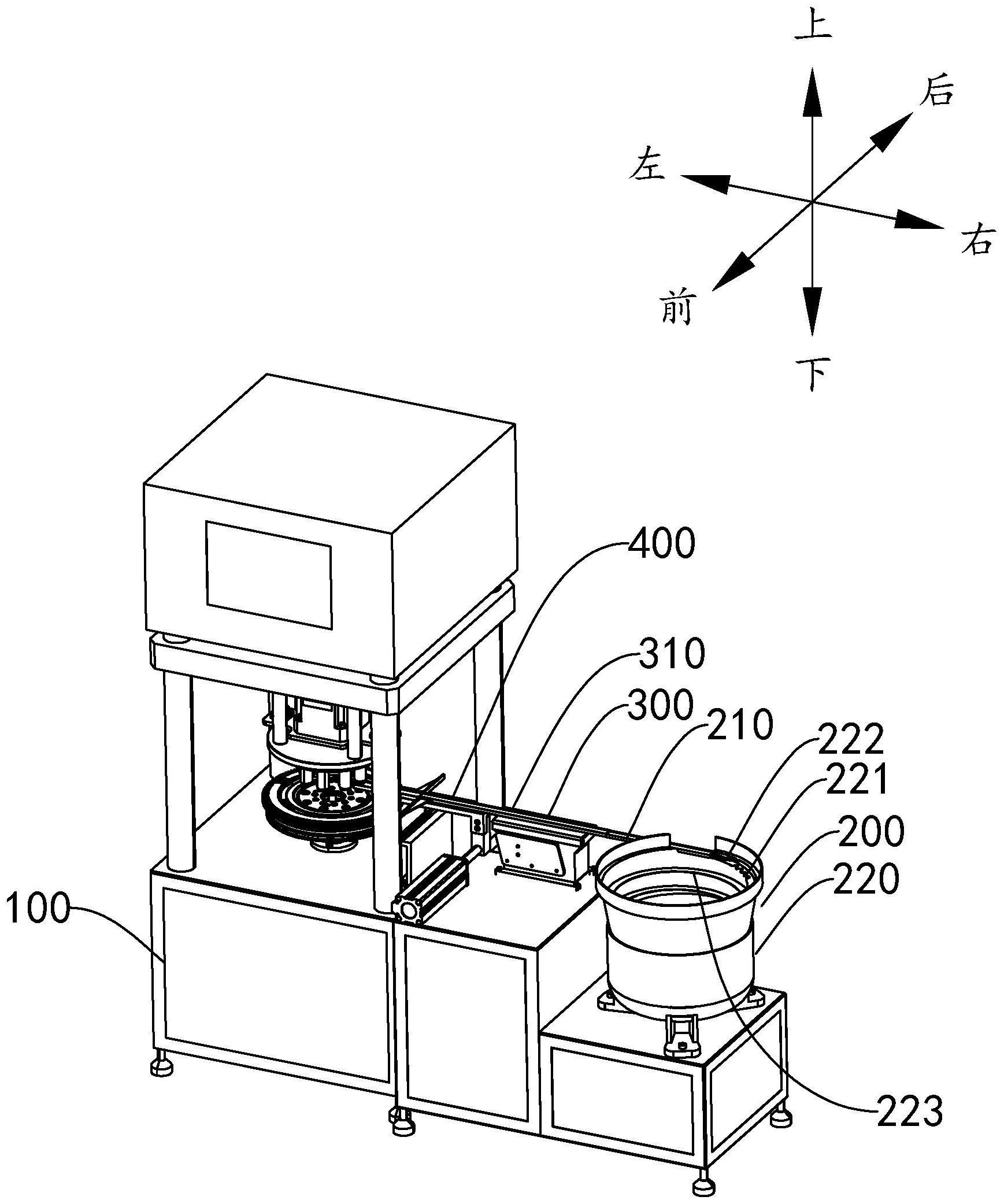
2、根据本发明实施例的密封盖压装设备,包括机架;上料机构,上料机构设置在机架上,上料机构包括第一轨道;送料机构,送料机构设置在机架上,送料机构用于驱动密封盖移动,送料机构包括第二轨道,第二轨道的输入端与第一轨道的输出端相对设置,第二轨道的输入端与第一轨道的输出端间隔设置;避让机构,避让机构设置在机架上,避让机构包括第三轨道,第三轨道可移动的设置在机架上,第三轨道的输入端与第二轨道的输出端相对设置,第三轨道的输入端与第二轨道的输出端间隔设置,第三轨道的输出端设置有限位槽;压装机构,压装机构设置在机架上,压装机构用于将限位槽上的密封盖压装至飞轮安装孔上。
3、根据本发明实施例的密封盖压装设备,至少具有如下有益效果:密封盖进入上料机构,通过上料机构的第一轨道输出至送料机构中,再由送料机构的第二轨道将密封盖运输至避让机构的第三轨道上,最后落入第三轨道输出端的限位槽中,压装机构通过若干压装头依次抓取限位槽中的密封盖,并将密封盖压装至飞轮安装孔上,以将放置和压装两个步骤合并为一道工序。简化生产流程和操作步骤一方面减少了对设备、人力和能源的投入,从而降低生产成本,另一方面减少中间环节的干扰和误差,有助于提高生产线的灵活性和适应性,减少潜在的错误和问题产生的可能,节省了时间,使生产效率大大提高。
4、根据本发明的一些实施例,上料机构还包括震动筛,震动筛设置在机架上,震动筛与第一轨道连接,震动筛的输出端与第一轨道的输入端相对设置,震动筛用于筛选和供给密封盖。
5、根据本发明的一些实施例,送料机构还包括直震器,直震器设置在机架上,直震器和第二轨道连接,直震器用于为第二轨道上的密封盖提供前进动力。
6、根据本发明的一些实施例,避让机构还包括:托架,托架与第三轨道的下端固定连接,托架沿第三轨道延伸方向设置,托架横跨第二通道和第三通道;第一驱动件,第一驱动件设置在机架上,第一驱动件通过托架与第三轨道传动连接,第一驱动件驱动托架使第三轨道沿与第三轨道垂直的方向水平移动。
7、根据本发明的一些实施例,避让机构还包括限位组件,限位组件通过托架与第三轨道连接,限位组件用于限定第三通道的移动方向。
8、根据本发明的一些实施例,第二轨道远离第一轨道一端设置有第一阻挡部,第三轨道靠近第二轨道一端设置有第二阻挡部,沿第三轨道垂直的方向水平移动第三轨道,第三轨道的输入端与第一阻挡部相抵,第二阻挡部与第二轨道的输出端相抵。
9、根据本发明的一些实施例,压装机构包括:撑座,支撑座设置在机架上,支撑座用于放置飞轮;抓取组件,抓取组件设置在机架上,抓取组件用于抓取密封盖;第二驱动件,第二驱动件设置在机架上,第二驱动件与抓取组件传动连接,第二驱动件用于驱动抓取组件将密封盖压装至飞轮上。
10、根据本发明的一些实施例,抓取组件包括:第一安装板,第一安装板与第二驱动件传动连接,第二驱动件可驱动第一安装板沿竖直方向移动;第二安装板,第二安装板通过第三驱动件与第一安装板活动连接,第三驱动件可驱动第二安装板相对第一安装板沿竖直方向移动,第二安装板上端设置有第四驱动件;第三安装板,第三安装板与第一安装板固定连接,第三安装板的下端设置有固定座,固定座与第四驱动件传动连接,第四驱动件可驱动固定座相对第二安装板转动,固定座下端设置有若干压装头,若干压装头沿固定座的周向均布。
11、根据本发明的一些实施例,压装头的下端设置有永磁铁,永磁铁用于将密封盖吸附至压装头的下端。
12、根据本发明第二方面实施例的密封盖压装设备的压装方法,包括:
13、步骤一:将飞轮装配至支撑座上,将密封盖放入震动筛中;
14、步骤二:震动筛对密封盖进行震动筛选,并将开口朝上的密封盖有序地输出至第一轨道;
15、步骤三:密封盖通过第一轨道进入直震器上设置的第二轨道中,直震器通过震动将密封盖从第二轨道输出至第三轨道上,使密封盖队列中最前端的密封盖移动至限位槽中;
16、步骤四:第四驱动件驱动固定座转动,使其中一个压装头与限位槽内的密封盖沿竖直方向对应,第三驱动件驱动第二安装板相对第一安装板向下移动,使得压装头与限位槽上的密封盖贴合,待密封盖连接至对应的压装头上后,第三驱动件驱动第二安装板相对第一安装板向上移动,同时新的密封盖被输出至限位槽中;
17、步骤五:重复步骤四,待所有压装头均连接有密封盖后,第四驱动件驱动固定座转动,使所有压装头分别与飞轮上的安装孔在竖直方向上相互对应;
18、步骤六:第一驱动件驱动第三轨道沿与第三轨道垂直的方向水平移动,待第三轨道位于抓取组件下压运动轨迹所覆盖的范围之外后,第一阻挡部与第三轨道的输入端相抵,第二阻挡部与第二轨道的输出端相抵,从而阻挡密封盖从第三轨道的输入端和第二轨道的输出端掉落;
19、步骤七:第二驱动件驱动抓取组件向下移动,当密封盖接触飞轮时,第二驱动件将压力传递至固定座中,使压装头将密封盖压入飞轮安装孔内,待输出压力达到设定值后,第二驱动件驱动抓取组件向上移动。
20、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种密封盖压装设备,其特征在于,包括:
2.根据权利要求1所述的密封盖压装设备,其特征在于,所述上料机构(200)还包括震动筛(220),所述震动筛(220)设置在所述机架(100)上,所述震动筛(220)与所述第一轨道(210)连接,所述震动筛(220)的输出端与所述第一轨道(210)的输入端相对设置,所述震动筛(220)用于筛选和供给密封盖(10)。
3.根据权利要求1所述的密封盖压装设备,其特征在于,所述送料机构(300)还包括直震器(320),所述直震器(320)设置在所述机架(100)上,所述直震器(320)和所述第二轨道(310)连接,所述直震器(320)用于为所述第二轨道(310)上的密封盖(10)提供前进动力。
4.根据权利要求1所述的密封盖压装设备,其特征在于,所述避让机构(400)还包括:
5.根据权利要求4所述的密封盖压装设备,其特征在于,所述避让机构(400)还包括限位组件(440),所述限位组件(440)通过所述托架(430)与所述第三轨道(410)连接,所述限位组件(440)用于限定所述第三轨道(410)的移动方向。
6.根据权利要求5所述的密封盖压装设备,其特征在于,所述第二轨道(310)远离所述第一轨道(210)一端设置有第一阻挡部(311),所述第三轨道(410)靠近所述第二轨道(310)一端设置有第二阻挡部(411),沿所述第三轨道(410)垂直的方向水平移动所述第三轨道(410),所述第三轨道(410)的输入端与所述第一阻挡部(311)相抵,所述第二阻挡部(411)与所述第二轨道(310)的输出端相抵。
7.根据权利要求1所述的密封盖压装设备,其特征在于,所述压装机构(500)包括:
8.根据权利要求7所述的密封盖压装设备,其特征在于,所述抓取组件(530)包括:
9.根据权利要求8所述的密封盖压装设备的压装方法,其特征在于,所述压装头(510)的下端设置有永磁铁,所述永磁铁用于将密封盖(10)吸附至所述压装头(510)的下端。
10.一种密封盖压装设备的压装方法,其特征在于,所述密封盖压装设备的压装方法利用权利要求1至9任一项所述的密封盖压装设备实现,包括:
技术总结
本发明公开了一种密封盖压装设备,属于密封盖压装技术领域,本密封盖压装设备包括机架;上料机构,上料机构设置在机架上,上料机构包括第一轨道;送料机构,送料机构设置在机架上,送料机构包括第二轨道,第二轨道的输入端与第一轨道的输出端相对设置;避让机构,避让机构包括第三轨道,第三轨道可移动的设置在机架上,第三轨道的输入端与第二轨道的输出端相对设置,第三轨道的输出端设置有限位槽;压装机构,压装机构设置在机架上,压装机构用于将密封盖压装至飞轮安装孔上。该设备一方面减少了对设备、人力和能源的投入,从而降低生产成本,另一方面减少中间环节的干扰和误差,减少潜在的错误和问题产生的可能,使生产效率大大提高。
技术研发人员:陈志伟,钟嘉荣,李宵坷
受保护的技术使用者:珠海华粤传动科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!