压焊机成型辊调整装置及调整方法与流程
本发明属于冶金装备,涉及压焊机成型辊调整装置及调整方法。
背景技术:
1、目前,结构用钢冷成型压焊机技术采用的是单通道成型,压焊机成型辊基本上是被动辊,成型设备结构简单。结构用钢余热弯成型压焊机技术,是在热轧板带轧制后,通过热切分剪切直接利用轧后余热辊弯成型,绿色环保。但不管是冷成型技术还是热成型压焊机技术,用于生产不同规格或形状的开口或闭口结构用钢的压焊机成型辊调整装置,不能实现成型通道的倾斜角度和偏心度的调节。
技术实现思路
1、有鉴于此,本发明的目的在于提供压焊机成型辊调整装置及调整方法,以实现成型通道的倾斜角度和偏心度的调节。
2、为达到上述目的,本发明提供如下技术方案:
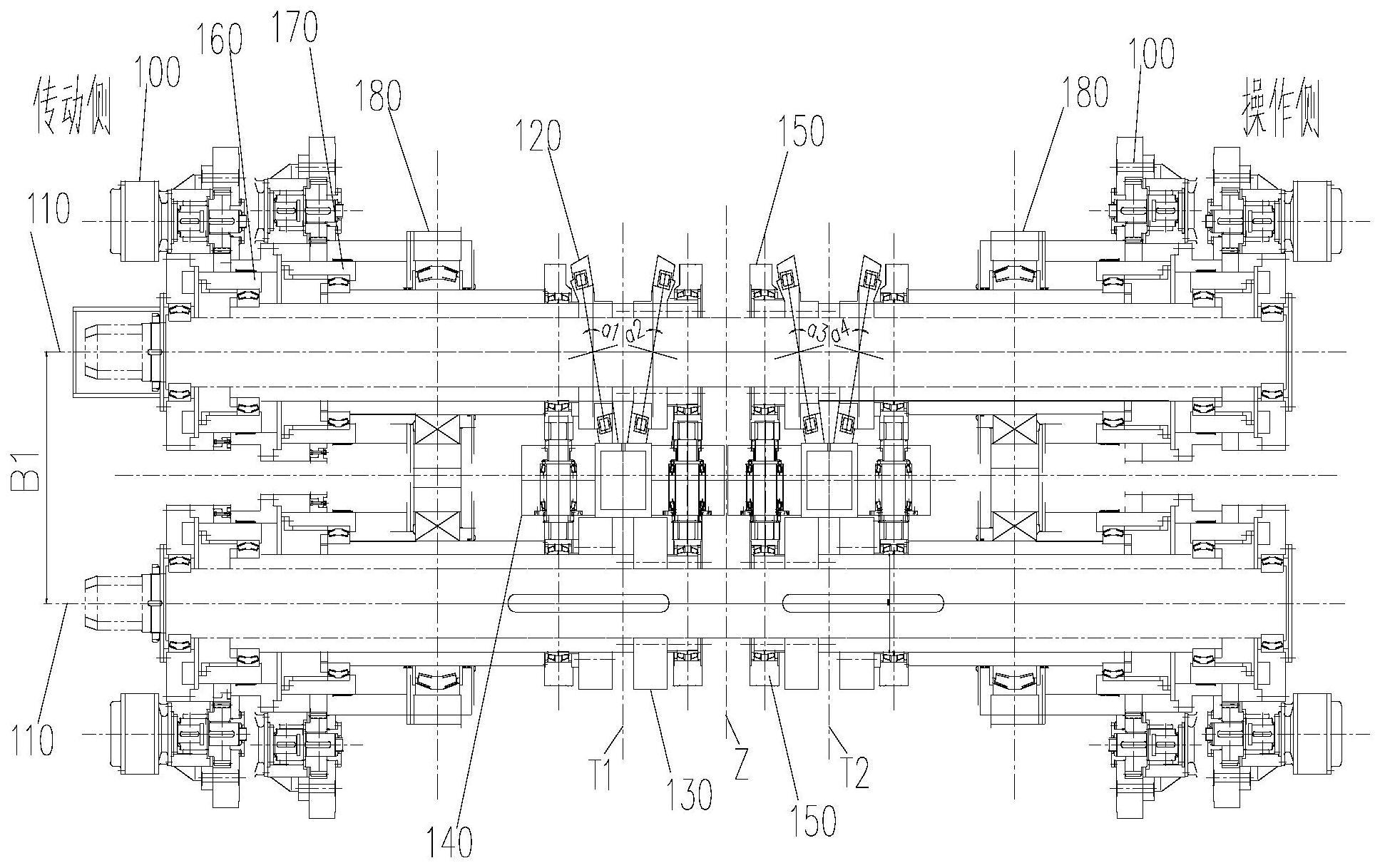
3、压焊机成型辊调整装置,包括平辊组件和立辊组件,平辊组件包括呈上下平行设置且分别支撑在上支撑座和下支撑座上的两传动轴,上支撑座和下支撑座均连接有升降装置以使其能够相对于机架升降,立辊组件包括与两传动轴呈丼形布置且间距可调的两立辊轴,两立辊轴和两传动轴上均套设有成型套以形成口字型的成型通道,一个传动轴上的成型套为两个轴向位置可调的平辊套,另一个传动轴上的成型套为两个呈相对设置且轴向位置可调的斜辊套组件,斜辊套组件包括轴承、与轴承的外圈固定连接的斜辊套、与轴承的内圈固定连接的内凹的球面连接套、与球面连接套匹配的偏心套,偏心套套设在传动轴上且轴向位置可调,偏心套的内侧设有与其可拆卸连接的锁紧斜套,锁紧斜套上间隔设有若干调节螺栓以调节轴承相对于偏心套的倾斜角度和偏心度。
4、可选地,偏心套与传动轴之间设有移动轴套,移动轴套连接有轴向驱动装置以驱动其沿传动轴轴向移动。
5、可选地,偏心套与传动轴之间设有移动轴套,偏心套的外侧设有双列圆锥滚子轴承,双列圆锥滚子轴承的内圈与移动轴套固定连接,双列圆锥滚子轴承的外圈与移动轴承座固定连接,移动轴承座连接有轴向驱动装置以驱动其沿传动轴轴向移动。
6、可选地,轴向驱动装置包括由旋转驱动装置驱动的丝杆螺母副,丝杆螺母副的螺母与移动轴承座固定连接,并与平行于传动轴设置的导轨滑动连接,导轨设置在对应的支撑座上。
7、可选地,两传动轴上均设有两组呈间隔设置的成型套,机架上设有两组立辊组件,两组立辊组件与两传动轴上的两组成型套形成双成型通道。
8、可选地,调节螺栓的螺纹端穿过开设在锁紧斜套上且呈条形的连接通孔与设置在轴承内圈或设置在球面连接套上的螺纹孔螺纹连接。
9、可选地,偏心套与球面连接套之间设有垫板。
10、压焊机成型辊调整方法,提供如上述所述的压焊机成型辊调整装置,通过调整与轴承的内圈固定连接的球面连接套相对于偏心套的倾斜角度和偏心度实现调整与轴承的外圈固定连接的斜辊套相对于偏心套的倾斜角度和偏心度,从而实现斜辊套相对于传动轴的偏心度和倾斜角度的调整。
11、可选地,斜辊套的倾斜角度和偏心度的调整包括以下步骤:先松开所有调节螺栓,再将球面连接套旋转至预定角度,然后通过调节螺栓将球面连接套固定在锁紧斜套上。
12、可选地,斜辊套的偏心度的调整还包括以下步骤:在球面连接套与偏心套之间设置垫板,通过调整垫板的厚度实现斜辊套相对于传动轴的偏心度的调整。
13、本发明的有益效果在于:通过调整与轴承的内圈固定连接的球面连接套相对于偏心套的倾斜角度和偏心度实现调整与轴承的外圈固定连接的斜辊套相对于偏心套的倾斜角度和偏心度,从而实现斜辊套相对于传动轴的偏心度和倾斜角度的调整,解决了现有压焊机成型辊调整装置不能实现成型通道的倾斜角度和偏心度的调节问题,提高了成型效率。
14、本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.压焊机成型辊调整装置,包括平辊组件和立辊组件,平辊组件包括呈上下平行设置且分别支撑在上支撑座和下支撑座上的两传动轴,上支撑座和下支撑座均连接有升降装置(200)以使其能够相对于机架升降,立辊组件包括与两传动轴呈丼形布置且间距可调的两立辊轴,两立辊轴和两传动轴上均套设有成型套以形成口字型的成型通道,其特征在于:一个传动轴上的成型套为两个轴向位置可调的平辊套,另一个传动轴上的成型套为两个呈相对设置且轴向位置可调的斜辊套组件(120),斜辊套组件(120)包括轴承(122)、与轴承(122)的外圈固定连接的斜辊套(121)、与轴承(122)的内圈固定连接的内凹的球面连接套、与球面连接套匹配的偏心套(123),偏心套(123)套设在传动轴上且轴向位置可调,偏心套(123)的内侧设有与其可拆卸连接的锁紧斜套(124),锁紧斜套(124)上间隔设有若干调节螺栓(125)以调节轴承(122)相对于偏心套(123)的倾斜角度和偏心度。
2.根据权利要求1所述的压焊机成型辊调整装置,其特征在于:偏心套(123)与传动轴之间设有移动轴套,移动轴套连接有轴向驱动装置以驱动其沿传动轴轴向移动。
3.根据权利要求1所述的压焊机成型辊调整装置,其特征在于:偏心套(123)与传动轴之间设有移动轴套,偏心套(123)的外侧设有双列圆锥滚子轴承,双列圆锥滚子轴承的内圈与移动轴套固定连接,双列圆锥滚子轴承的外圈与移动轴承座固定连接,移动轴承座连接有轴向驱动装置以驱动其沿传动轴轴向移动。
4.根据权利要求3所述的压焊机成型辊调整装置,其特征在于:轴向驱动装置包括由旋转驱动装置驱动的丝杆螺母副,丝杆螺母副的螺母与移动轴承座固定连接,并与平行于传动轴设置的导轨滑动连接,导轨设置在对应的支撑座上。
5.根据权利要求1所述的压焊机成型辊调整装置,其特征在于:两传动轴上均设有两组呈间隔设置的成型套,机架上设有两组立辊组件,两组立辊组件与两传动轴上的两组成型套形成双成型通道。
6.根据权利要求1所述的压焊机成型辊调整装置,其特征在于:调节螺栓(125)的螺纹端穿过开设在锁紧斜套(124)上且呈条形的连接通孔与设置在轴承内圈或设置在球面连接套上的螺纹孔螺纹连接。
7.根据权利要求1所述的压焊机成型辊调整装置,其特征在于:偏心套(123)与球面连接套之间设有垫板。
8.压焊机成型辊调整方法,提供如权利要求1~7任一所述的压焊机成型辊调整装置,其特征在于:通过调整与轴承(122)的内圈固定连接的球面连接套相对于偏心套(123)的倾斜角度和偏心度实现调整与轴承(122)的外圈固定连接的斜辊套(121)相对于偏心套的倾斜角度和偏心度,从而实现斜辊套(121)相对于传动轴的偏心度和倾斜角度的调整。
9.根据权利要求8所述的压焊机成型辊调整方法,其特征在于:斜辊套(121)的倾斜角度和偏心度的调整包括以下步骤:先松开所有调节螺栓(125),再将球面连接套旋转至预定角度,然后通过调节螺栓将球面连接套固定在锁紧斜套(124)上。
10.根据权利要求8所述的压焊机成型辊调整方法,其特征在于:斜辊套(121)的偏心度的调整还包括以下步骤:在球面连接套与偏心套(123)之间设置垫板,通过调整垫板的厚度实现斜辊套(121)相对于传动轴的偏心度的调整。
技术总结
本发明涉及压焊机成型辊调整装置及调整方法,属于冶金装备技术领域,包括平辊组件和立辊组件,平辊组件包括呈上下平行设置且间距可调的两传动轴,立辊组件包括与两传动轴呈丼形布置且间距可调的两立辊轴,两立辊轴和两传动轴上均套设有成型套以形成口字型的成型通道,一个传动轴上的成型套为两个轴向位置可调的平辊套,另一个传动轴上的成型套为两个呈相对设置且轴向位置可调的斜辊套组件,斜辊套组件的斜辊套的倾斜角度和偏心度可调,解决了现有压焊机成型辊调整装置不能实现成型通道的倾斜角度和偏心度的调节问题,提高了成型效率。
技术研发人员:杨固川,李宏图
受保护的技术使用者:中冶赛迪工程技术股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!